






El método de colado en cinta cerámica ha mantenido gran interés debido a sus múltiples aplicaciones y a sus facilidades económicas en comparación con otras técnicas para obtener capas micrométricas. Dos parámetros de gran importancia para el colado en cinta son la cantidad relativa de aglutinante y la apertura de cuchilla Dr. Blade. La cantidad relativa de aglutinante influye fuertemente en las propiedades reológicas del lodo cerámico YSZ (etanol, butanona, TEA, PVB, PEG, DEP). Se reportan cambios del coeficiente K y el exponente m de la ley de Cross en los rangos 152,25-231,12 y 0,00987-0,26646 para concentraciones porcentuales en peso del aglutinante PVB entre el 6 y el 12%. Es posible describir la dependencia del espesor de la cinta cerámica por medio de una relación lineal respecto a la apertura de cuchilla cuyas pendientes lineales tiene el valor de 0,0350 y 0,2171 para cintas en verde y sinterizadas, respectivamente, con el lodo cerámico YSZ del presente trabajo.
The tape casting method has kept its interest over the years due to the wide spectrum of its applications and its economic viability in comparison to other techniques focused on micrometric thin films. Two key parameters for tape casting are the binder relative amount and the Dr. Blade gap. The binder relative amount has a strong influence on the rheological properties for the ceramic YSZ slurry (ethanol, butanone, TEA, PVB, PEG, DEP). The coefficient K and the exponent m of the Cross model are reported to be inside the ranges 152.25-231.12 and 0.00987-0.26646 for PVB binder weight percentage concentrations between 6% and 12%. It is possible to describe the ceramic tape thickness dependence by means of a linear relation depending on the Dr. Blade gap whose linear coefficients (slope) are equal to 0.0350 and 0.2171 for green and sintered tapes respectively, with the YSZ slurry of the present work.
El método de colado en cintas ha estado bajo la lupa de los investigadores por alrededor de medio siglo [1]. Es una técnica que ha encontrado abundantes aplicaciones que van desde capacitores eléctricos [2], empaquetado electrónico [3], cerámicos en multicapa [4,5] y celdas de combustible de óxidos sólidos (SOFC por sus siglas en inglés) [6,7]. El colado en cintas representa una técnica importante de conformado cerámico de gran utilidad en la fabricación de cintas cerámicas por medio del cual se pueden controlar los espesores del ánodo y el electrólito durante su fabricación [8]. Zhou et al. [9] reportaron que la técnica de colado en cintas presenta numerosas ventajas, tales como: es la mejor técnica para formar capas delgadas de gran área, fácil de aplicar a la producción industrial, electrólito y ánodo se pueden colar juntos en un solo paso, el espesor del ánodo y el electrólito pueden controlarse con mucha precisión y el costo es muy bajo. A pesar de las potencialidades que pueden ofrecer otras técnicas como la impresión digital, el colado en cinta es todavía la técnica dominante según la literatura.
El estudio, particularmente hablando del material YSZ, ha cobrado una popular importancia en los procesos de fabricación de electrólitos para SOFC, siendo de común interés la utilización de colado en cinta. Como ejemplo podemos observar el trabajo de diversos autores de diferentes nacionalidades desarrollando al unísono este tipo de investigaciones, madurando una red de conocimiento global en este campo, especialmente en la presente década, identificando notables trabajos, como [10–24].
Para las celdas de combustible de óxidos sólidos se manejan espesores relativamente pequeños para el electrólito que pueden alcanzar las pocas decenas de micrómetros. A pesar de los años dedicados al estudio de la técnica de colado en cinta [1], el control del espesor a través de esta técnica sigue formando parte de las investigaciones más actuales [25–32]. Varias técnicas avanzadas pueden ser usadas para construir SOFC. Sin embargo, el colado en cinta ofrece ventajas económicas y de fácil implantación industrial, provocando que esta técnica siga bajo el foco de muchos investigadores [32–37]. En todos estos trabajos [25–37], el material de interés es el dióxido de circonio.
El presente trabajo busca describir numéricamente el efecto de la apertura de cuchilla y de las cantidades relativas de aglutinante en el espesor de las cintas cerámicas a partir de datos experimentales. De esta forma se reportan valores numéricos claves que cuantifican tendencias del método de colado en cinta con posible utilidad en el diseño de experimento o en comparaciones teóricas y experimentales. El trabajo cuenta con la sección de Metodología experimental, donde se reporta el proceso de preparación de lodo cerámico y la implementación de la técnica de colado en cinta. Además, se exponen los métodos de caracterización escogidos. La sección de Resultados y discusiones se divide en 2 subsecciones: una enfocada en el efecto de la reología del lodo cerámico y la otra en el efecto de la apertura de la cuchilla «Dr. Blade».
Metodología experimentalPreparación de muestrasDióxido de circonio estabilizado con óxido de itrio (YSZ) (Sigma Aldrich, 99,9%) es el material escogido para realizar el estudio del método de colado en cinta debido a sus aplicaciones en el área de las celdas de combustible de óxido sólido. Los solventes seleccionados son etanol (6ml) y butanona (2,4ml); dispersante: trietanolamina (TEA; 0,020ml) junto con 4g de YSZ. Estos materiales fueron introducidos en un vaso de ágata con bolas y molidos durante 15min a 150rpm en un molino RetschS100. Esta molienda se conoce como molienda de dispersión. A priori, fueron estudiados varios tiempos de molienda y se encontró que con una molienda de 15min es posible lograr una estabilidad del 100% durante 3h, y después de 12h solo se reduce al 96%. La estabilidad fue medida vertiendo 7ml del lodo cerámico en una probeta milimetrada y observando el proceso de sedimentación cada determinados intervalos de tiempo. La estabilidad de 3h es suficiente para maniobrar las muestras y proceder con la molienda de aglutinado.
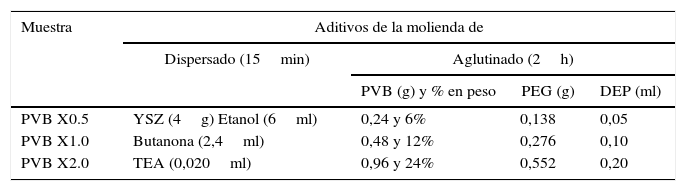
Se escoge butiral de polivinilo (PVB; 0,48g) como aglutinante y glicol de polietileno (PEG; 0,276g) y ftalato de dietilo (DEP; 0,1ml) como plastificantes. La molienda de aglutinado se fija 2h a 150rpm debido a que durante este tiempo es posible alcanzar propiedades reológicas adecuadas para desarrollar el método de colado en cintas. La tabla 1 muestra el diseño de experimento definido para estudiar el efecto del aglutinante. Las cantidades relativas de aglutinante y plastificante fueron variadas en la misma proporción. Finalmente se definen 3 muestras. Con el diseño de experimento de la tabla 1 es posible construir la dependencia del espesor de cinta en verde en función de la cantidad relativa de aglutinante. El porcentaje en peso de PVB se define respecto a los 4g de YSZ.
Diseño de experimento para investigar el efecto del aglutinante
| Muestra | Aditivos de la molienda de | |||
|---|---|---|---|---|
| Dispersado (15min) | Aglutinado (2h) | |||
| PVB (g) y % en peso | PEG (g) | DEP (ml) | ||
| PVB X0.5 | YSZ (4g) Etanol (6ml) | 0,24 y 6% | 0,138 | 0,05 |
| PVB X1.0 | Butanona (2,4ml) | 0,48 y 12% | 0,276 | 0,10 |
| PVB X2.0 | TEA (0,020ml) | 0,96 y 24% | 0,552 | 0,20 |
Las mediciones reológicas se desarrollan en un reómetro de esfuerzo controlado TA Instruments AR-G2. Los fenómenos reológicos relacionados con la técnica de colado en cinta han recibido una atención considerable en la literatura [38–40]. Para el estudio conciso del comportamiento reológico se utilizó el modelo de Cross [41] para fluidos no-newtonianos, el cual describe la viscosidad, η, en función de la razón de deformación de corte, γ˙, mediante la ecuación:
donde η0 es la viscosidad con razón de deformación de corte nula γ˙=0 y η∞ es la viscosidad límite para valores altos de razón de corte. Los parámetros K y m son constantes específicas del lodo cerámico. Como último paso de la caracterización del lodo se obtuvieron cintas con cada una de las concentraciones de aglutinante con apertura de cuchilla de 200μm. Además, se desarrolló un seguimiento a la evolución del tamaño de partículas durante los procesos de molienda y sinterizado.Caracterización de cintas cerámicas
Los polvos cerámicos y las cintas en verde y sinterizadas fueron analizadas por medio de la microscopia electrónica de barrido (MEB) con ayuda de un microscopio JEOL, JSM-6490LV, y se midieron los espesores de las cintas. Para obtener resultados estadísticamente confiables se analizaron 9 imágenes para cada condición, y en cada una se tomaron por lo menos 3 mediciones.
Para investigar el efecto de las cintas cerámicas se escoge la composición PVB X1.0 por presentar las mejores propiedades reológicas para desarrollar la técnica de colado en cinta. Por propiedades reológicas adecuadas entendemos aquellas que mejor se ajustan a la ley de Cross y las que experimentan la mayor variación de la viscosidad con el cambio de la razón de deformación de corte. Es decir, mayores valores de K y m en la ecuación (1).
Para esta composición escogida (PVB X1.0) se desarrolla un segundo diseño de experimentos elaborando cintas cerámicas con 100, 200, 300 y 400μm de apertura de cuchilla Dr. Blade (Micrometer Adjustable Film Applicator–-50mm (Film Casting Knife)–EQ-Se-KTQ-50) y con una velocidad de avance de la cuchilla de 17mm/s controlada por un pistón eléctrico (Thomson Electric Linear Actuator). La deposición se realizó sobre un sustrato de polipropileno sobre un cristal perfectamente plano en una mesa balanceada antivibratoria. La cinta cerámica fabricada se deja reposar 24h a temperatura ambiente para facilitar la evaporación de los solventes. Un análisis termogravimétrico (Perkin Elmer, Pyris1TGA) desarrollado en un rango desde 45 hasta 800¿C revela que los componentes orgánicos se eliminan por completo hasta los 500¿C. Por esta razón se diseña un programa térmico de 1¿C/min hasta los 500¿C y un tiempo de residencia de 1h. Después se alcanza una temperatura de 1.400¿C a 5¿C/min desde 500¿C, con un tiempo de estancia de 4h para lograr el sinterizado en un horno marca Carbolite HTF17/5. La dependencia obtenida puede ser ajustada a una función del tipo cuadrático:
donde y, x y x0 son el espesor de la cinta en verde o sinterizada según corresponda, la apertura de cuchilla y la apertura de cuchilla inicial o de referencia, respectivamente.
En la literatura se aconseja la realización de varias pruebas para comprobar la calidad de las cintas cerámicas [42]. Muchas de ellas están enfocadas en las propiedades mecánicas. Sin embargo, las cintas del presente trabajo son muy frágiles debido a que son más delgadas que las comerciales. Para realizar una caracterización más completa escogemos las cintas obtenidas con apertura de cuchilla de 400μm, debido a que son las más fáciles de manipular. Las mismas son caracterizadas por medio de la microscopia de fuerza atómica (MFA) con un sistema WITec AFM alpha 300RA antes y después del sinterizado. Para tener una mejor referencia, también se caracteriza por MFA cintas cerámicas comerciales YSZ Zircar Ceramics con grado de censor con 215μm en verde y 176μm sinterizada. Debido a que las cintas Zircar y las del presente trabajo presentan la misma composición química, la comparación entre ellas permite un mejor análisis de los resultados. Por último, la razón entre la constante dieléctrica de la cinta sinterizada, ¿sint, y la cinta en verde, εverd, es calculada a través de la ecuación (3):
donde C es la capacidad medida con el apoyo de un QuadTech 1920 Precision LCR Meter. Los electrodos fueron colocados con pintura de plata en forma rectangular para poder estimar el área, A, fácilmente. h es el espesor de las cintas.Resultados y discusionesCaracterización del lodo cerámico YSZ
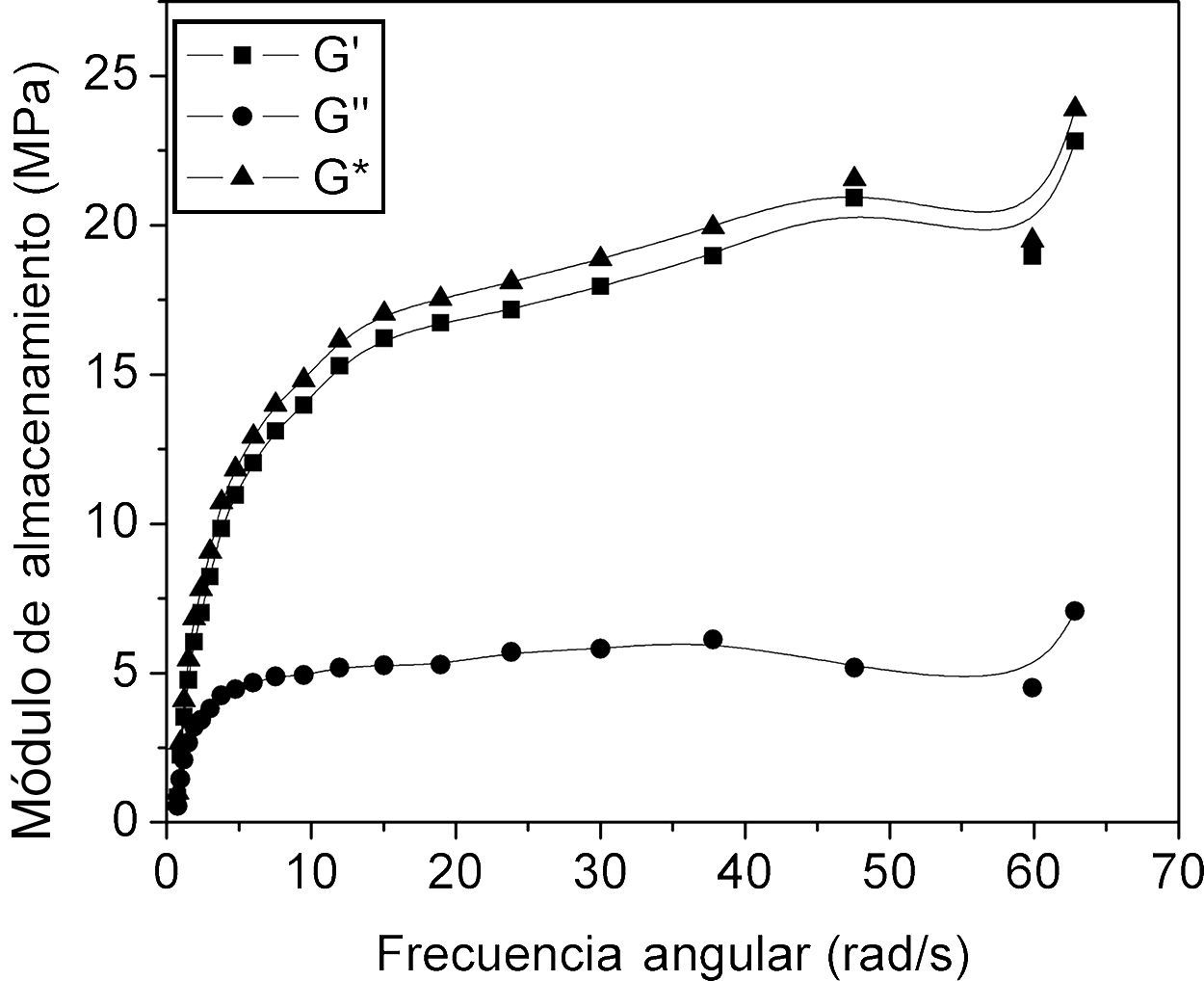
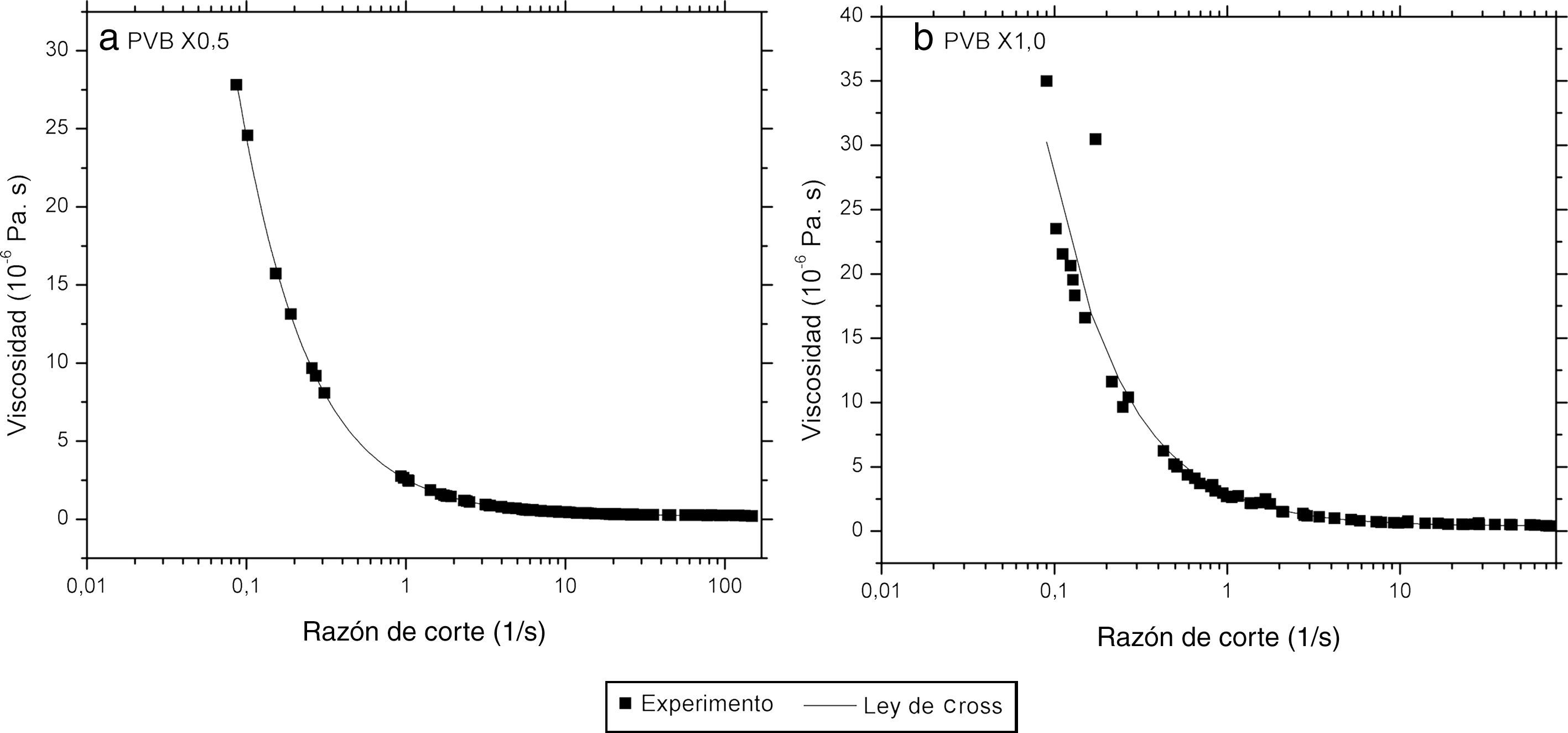
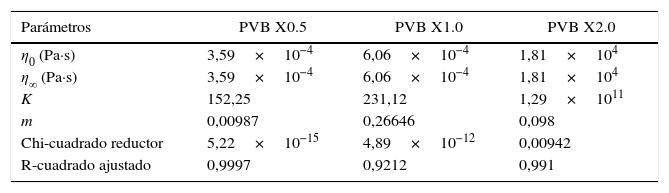
La figura 1 muestra los componentes reales e imaginarios, así como el valor absoluto del módulo de almacenamiento en función de la frecuencia angular. Se puede observar que δ, donde δ=G′/G″, se encuentra en rango entre 15¿ y 30¿, con un valor medio de 23¿, por lo cual el lodo cerámico puede comportarse como un fluido viscoelástico. Para la técnica de colado en cinta el mayor interés recae en la parte viscosa. La figura 2 muestra la dependencia de la viscosidad en función de la razón de deformación de corte para las muestras PVB X0.5 y PVB X1.0. El patrón obtenido es el necesario para implementar la técnica de colado en cinta. Las dependencias del tipo mostrada en la figura 2 son ajustadas a la ley de Cross (ecuación 1) y se obtienen los datos reportados en la tabla 2. Se logró la convergencia de los ajustes a la ley de Cross para las muestras PVB X0.5 y PVB X1.0, pero no se logró convergencia en el ajuste para la muestra PVB X2.0. Es de notar que los parámetros K y m permiten realizar una diferenciación cuantitativa y descriptiva de las propiedades reológicas. De esta forma, la ley de Cross demuestra ser una aproximación muy útil para este tipo de comportamiento porque de una forma muy sencilla es capaz de cuantificar el efecto del aglutinante sobre la viscosidad. El aumento en las cantidades de aglutinantes provoca un considerable aumento en los valores K y m, y por ende en la viscosidad del lodo cerámico. El aumento de la viscosidad con la cantidad de aglutinante es esperado debido a que, a mayor cantidad de este último, existe un número mayor de cadenas poliméricas provocando puentes entre las partículas.

 y PVB X1.0 (b).")
Parámetros de ajuste de la ley de Cross
| Parámetros | PVB X0.5 | PVB X1.0 | PVB X2.0 |
|---|---|---|---|
| η0 (Pa·s) | 3,59×10−4 | 6,06×10−4 | 1,81×104 |
| η∞ (Pa·s) | 3,59×10−4 | 6,06×10−4 | 1,81×104 |
| K | 152,25 | 231,12 | 1,29×1011 |
| m | 0,00987 | 0,26646 | 0,098 |
| Chi-cuadrado reductor | 5,22×10−15 | 4,89×10−12 | 0,00942 |
| R-cuadrado ajustado | 0,9997 | 0,9212 | 0,991 |
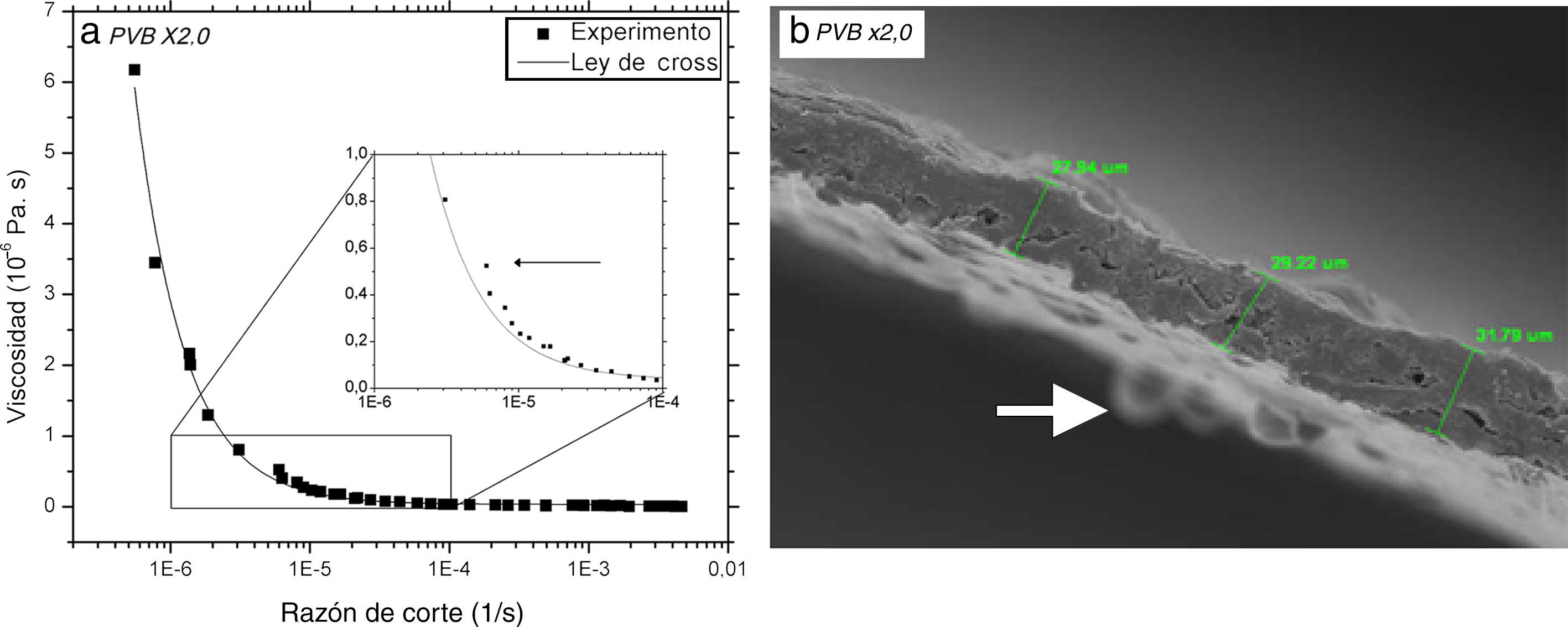
La figura 3 muestra la dependencia de la viscosidad en función de la razón de deformación y una microfotografía (MEB) de una cinta en verde obtenida con el lodo cerámico PVB X2.0. En la figura 3a señalamos con especial énfasis la tendencia de los datos experimentales a desviarse de la ley de Cross (ecuación 1). En la figuras 3b se puede observar la formación de aglomerados que impiden la formación de cintas planas. Es de esperar que estos aglomerados estén conectados con la desviación del comportamiento reológico del lodo cerámico PVB X2.0. Una posible solución a este problema es aumentar los tiempos de molienda. Sin embargo, en el presente trabajo se sigue de forma estricta el diseño de experimento de la tabla 1. Estos resultados sugieren que la existencia de límites en la cantidad de aglutinantes y plastificantes a ser agregados debe de ser monitoreada de forma cuidadosa por las propiedades reológicas y por los tiempos de molienda. Es decir, los tiempos de molienda y la cantidad de aglutinante a ser agregada no son variables totalmente independientes.
 Dependencia de la viscosidad en función de la razón de deformación. b) Muestra de sección transversal de cinta cerámica.")
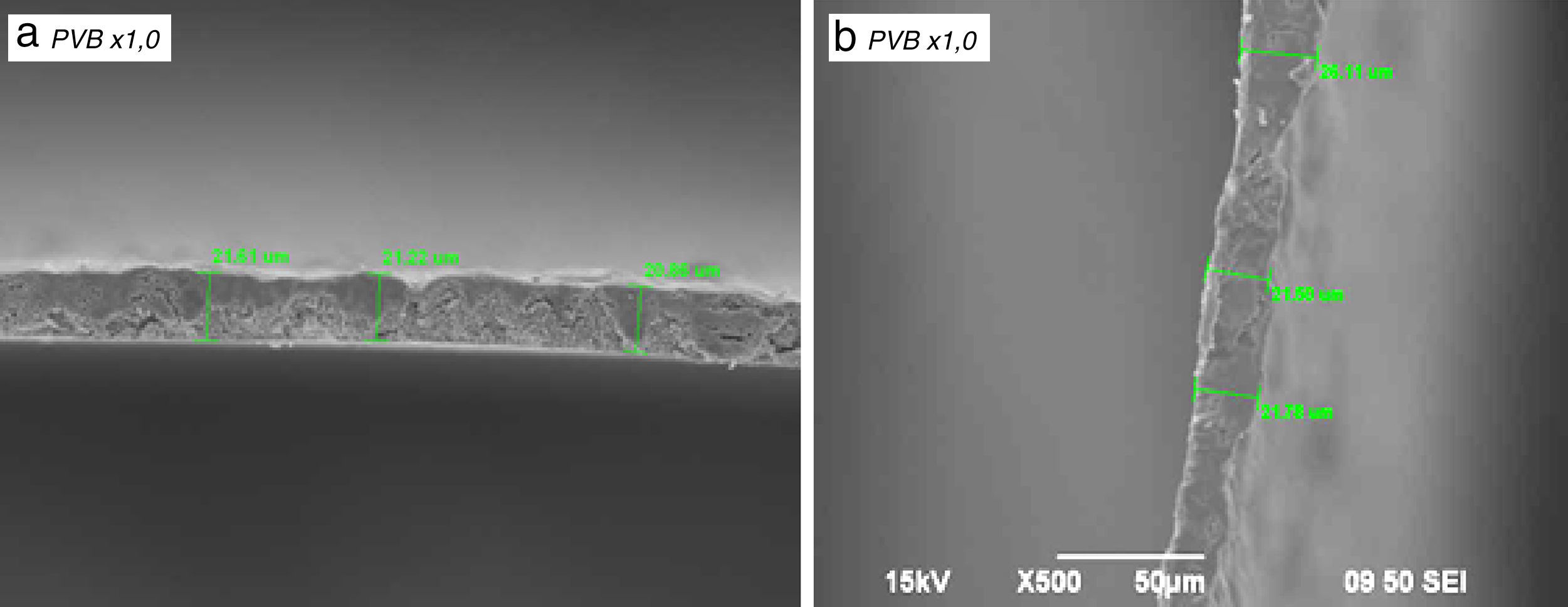
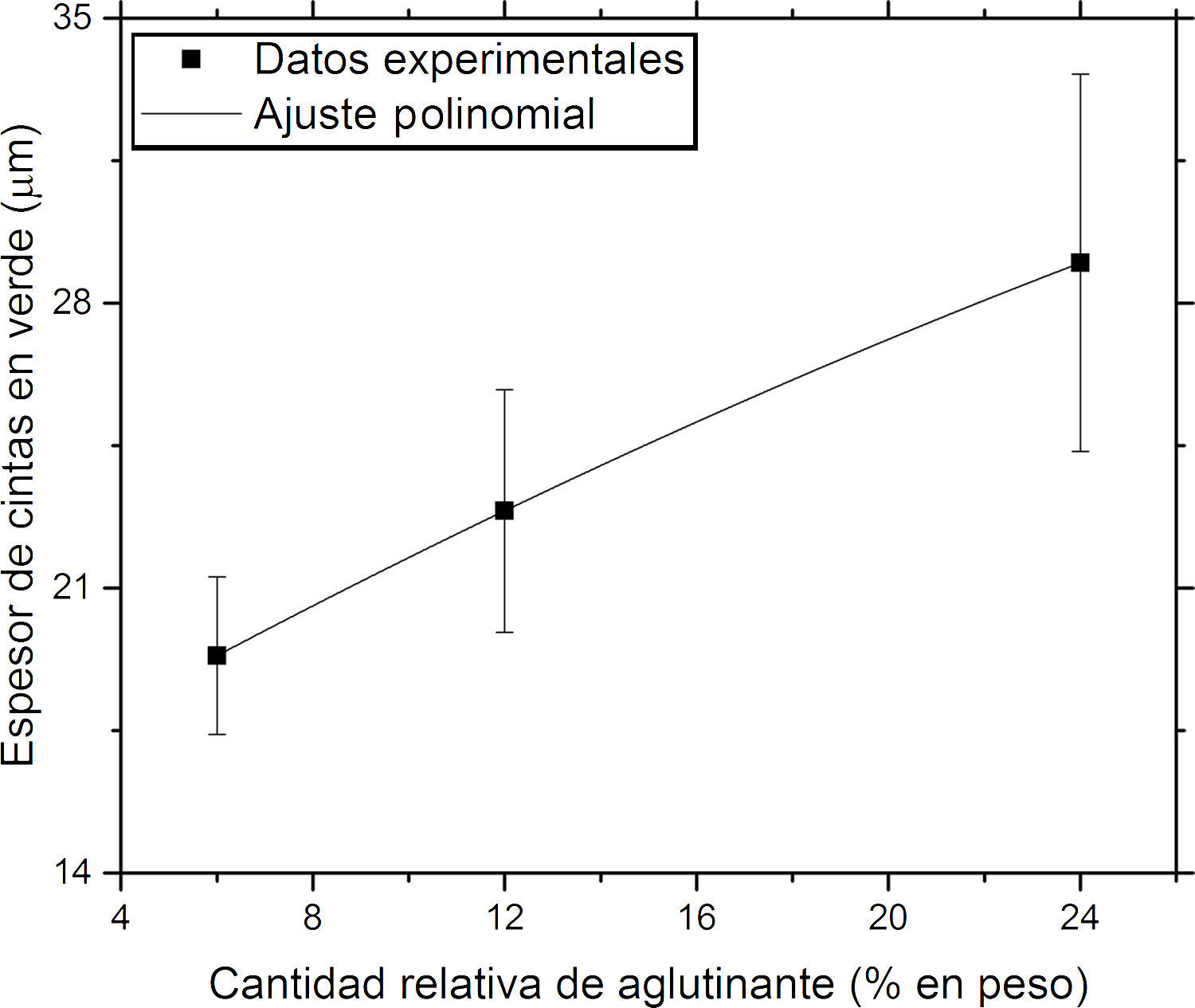
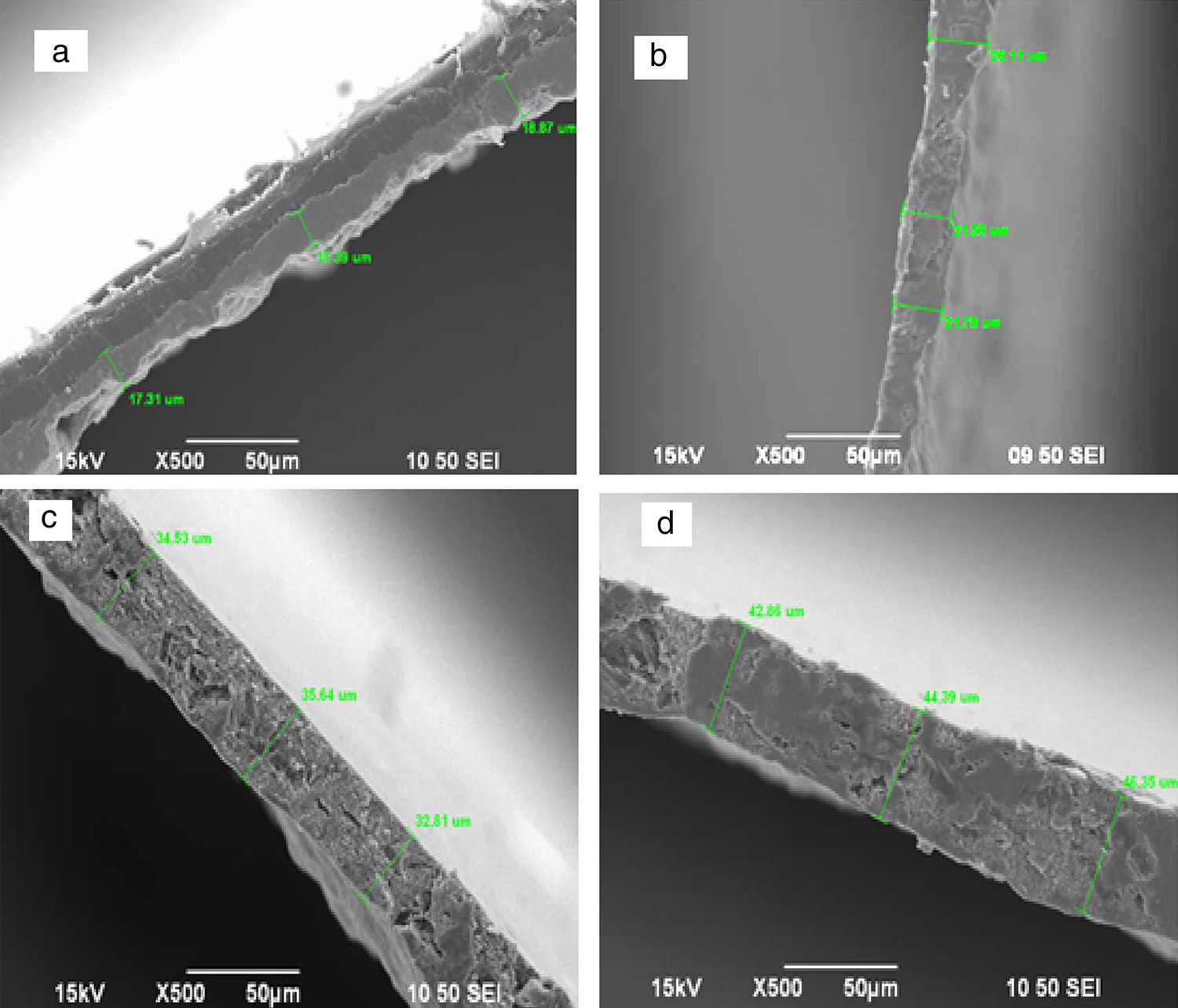
La figura 4 muestra las fotos (MEB) de capas cerámicas de las muestras PVB X0.5 y PVB X1.0 y se ilustran las mediciones del espesor de las cintas, cuyos resultados se muestran en la figura 5 con un número mayor de muestras. La figura 5 evidencia el aumento del espesor de la cinta en verde con el aumento del aglutinante. Este resultado puede calificarse como esperado, porque al aumentar la cantidad de aglutinante y plastificante aumenta la cantidad de material en el reservorio de la cuchilla Dr. Blade. El hecho de que pase más material por la misma apertura de cuchilla también puede estar relacionado a que existe mayor número de puentes entre las partículas formados por mayor presencia de cadenas de aglutinantes, lo cual se traduce en una mayor viscosidad


La muestra PVB X1.0 es la única seleccionada para estudiar el efecto de la apertura de cuchilla Dr. Blade en el espesor de las cintas en verde y sinterizadas porque corresponde a los mayores valores de viscosidad con el comportamiento reológico adecuado. Cualitativamente, se deben obtener resultados similares para PVB X0.5.
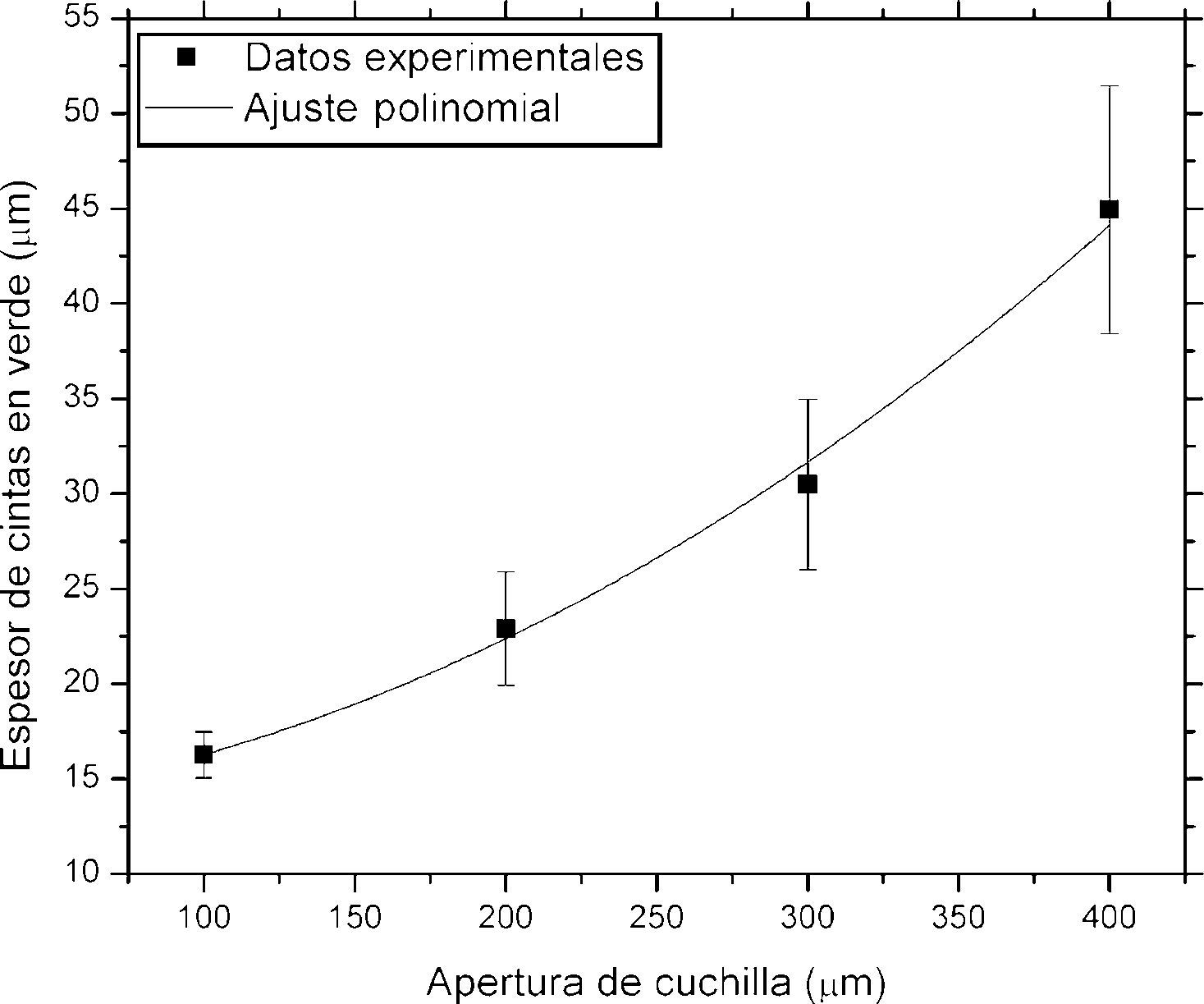
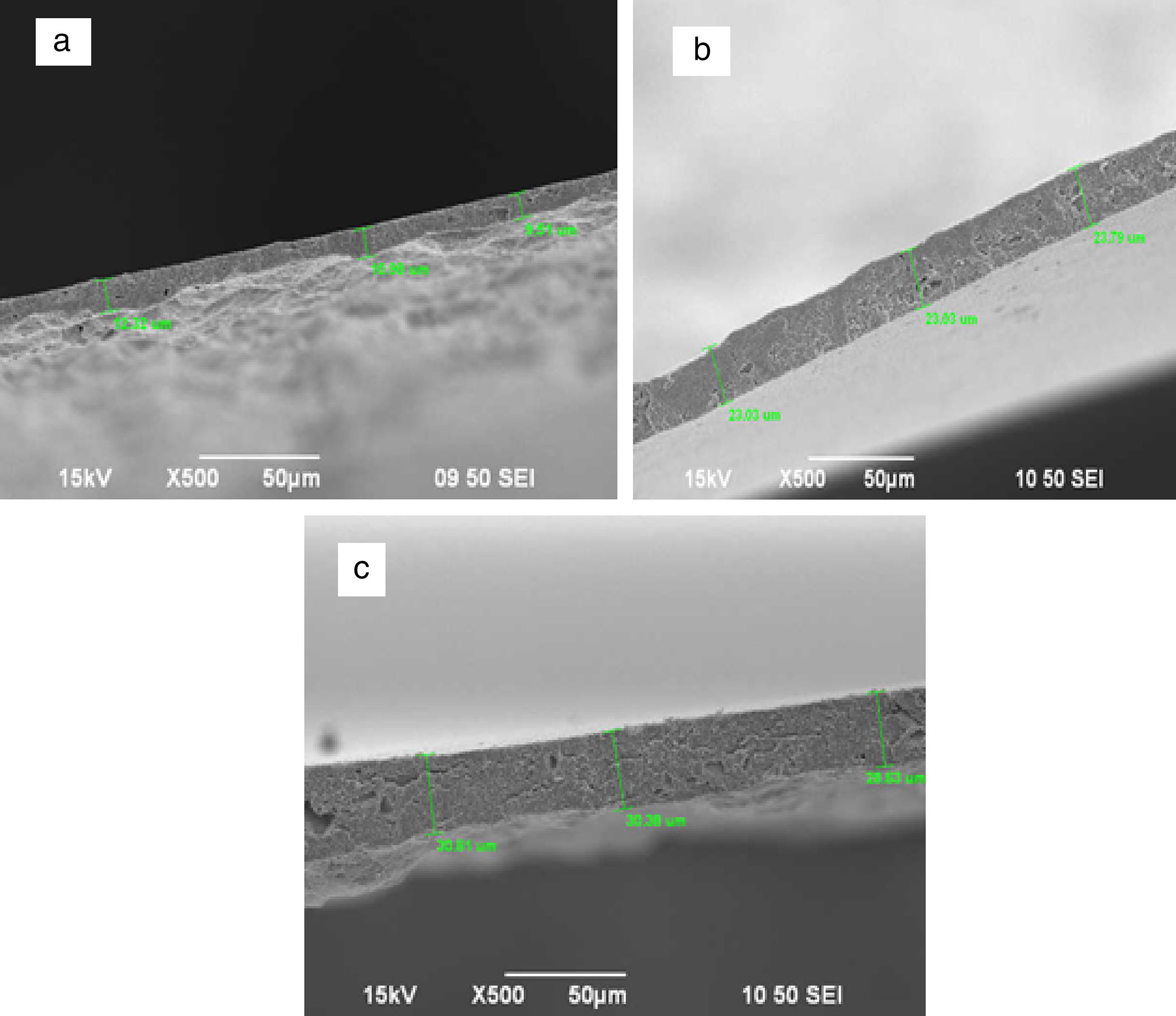
La figura 6 muestra las fotos MEB de las cintas en verde secadas durante 24h sobre el sustrato de polipropileno. Es posible apreciar que se logró una consistencia maciza y continua, aunque existen algunos poros. La figura 7 muestra la dependencia del espesor de la cinta en verde en función de la apertura. Evidentemente el aumento del espesor con la apertura de la cuchilla se debe al aumento de material vertido. Las cintas en verde de YSZ presentan un espesor de entre 10 y 16% en relación con la apertura de cuchilla utilizada para su fabricación.
, 200μm (b), 300μm (c) y 400μm (d).")

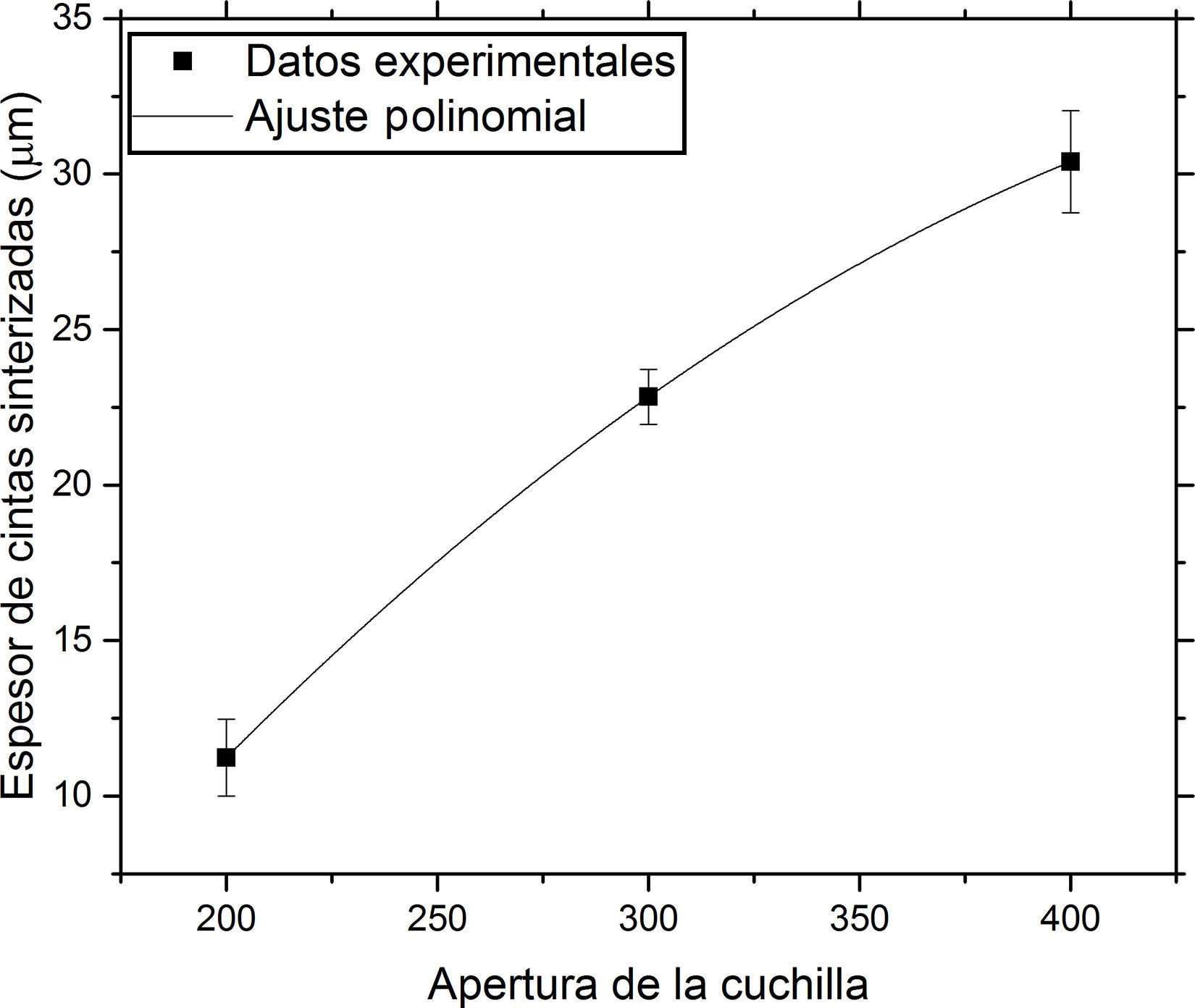
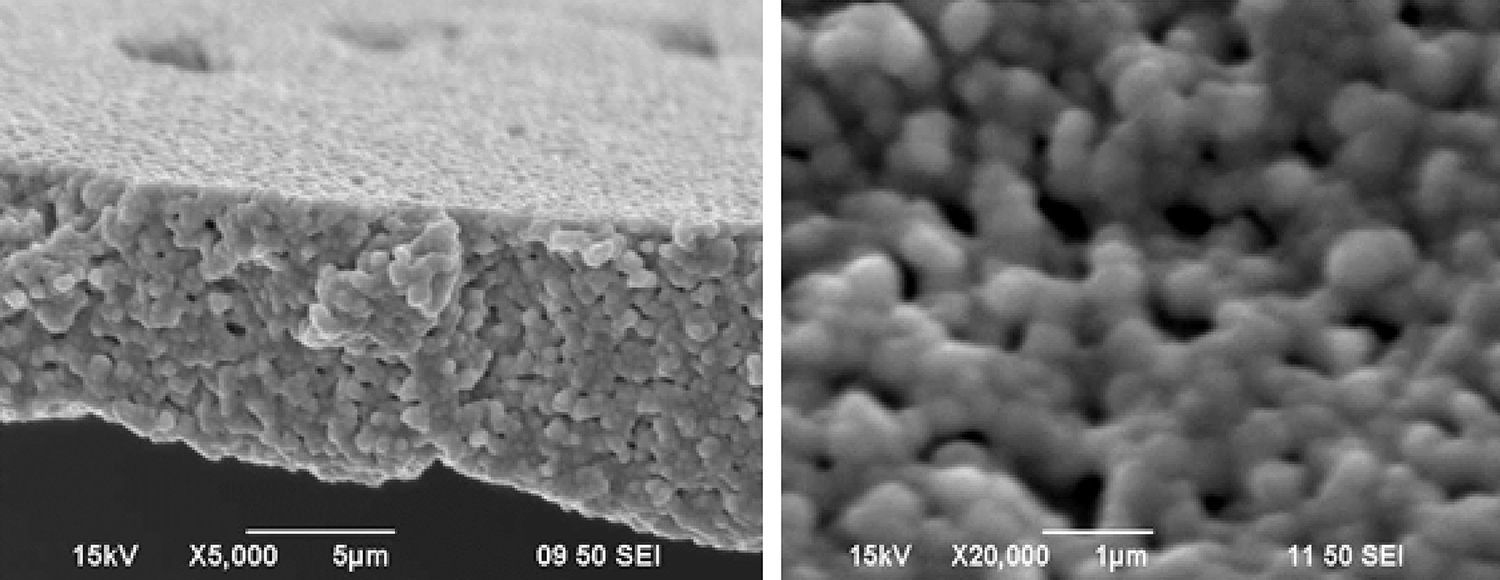
Solo fue posible sinterizar cintas cerámicas fabricadas con espesores mayores o iguales a 200μm, ya que cuando las cintas son muy finas se destruyen al intentar separarlas del sustrato de polipropileno o se llenan de fallas en los procesos térmicos al ser introducidas con su sustrato. La figura 8 muestra las micrografías MEB de las cintas cerámicas sinterizadas. En la foto de puede observar el alto nivel de irregularidad de la cinta correspondiente a la apertura de cuchilla de 200μm (fig. 8a). Sin embargo, para las aperturas de cuchillas mayores la planaridad de las cintas es aceptable. La figura 9 muestra la dependencia del espesor de las cintas sinterizadas en función de la apertura de cuchilla.
, 300μm (b) y 400μm (c).")

La tabla 3 reporta los coeficientes obtenidos por medio de los ajustes de las dependencias mostradas en las figuras 5, 7 y 9 acorde al polinomio de grado 2 de la ecuación (2). Para las figuras 5 y 9 se usaron 3 valores medios, y por lo tanto el ajuste a la ecuación (2) es exacto. Para la figura 7 se dispone de 4 valores experimentales, por lo que el ajuste se desarrolla por el método de los mínimos cuadráticos con un R-cuadrado igual a 0,988855, luego, solo se reportan desviaciones estándar para esta figura. Especial atención merece la diferencia de pendiente entre el caso de las cintas en verde (0,03504) y las cintas sinterizadas (0,02171). Esta diferencia de pendientes es resultado de una contracción desigual para los diferentes espesores. Como es de esperar, las mayores contracciones se obtuvieron para las cintas más finas (50% para 200μm); para valores mayores, las contracciones oscilaron entre el 25 y el 30%. Las cintas sinterizadas, por su parte, presentan un espesor de entre el 6 y el 8% en relación con la misma distancia de apertura de cuchilla. La variación de espesor relativa porcentual hsint−hverd/hsint resultó ser del 50,9, del 25,1 y del 32,4% para aperturas de cuchilla de 200, 300 y 400μm, respectivamente.
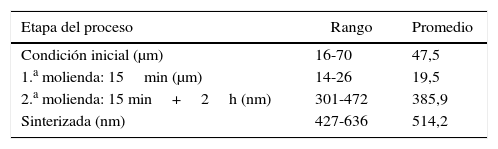
Caracterización de cintas cerámicasLa figura 10 muestra un acercamiento mayor de las cintas sinterizadas respecto a la figura 8. Se puede observar la formación de cuellos entre los granos y que no fue posible eliminar toda la porosidad. La tabla 4 muestra la evolución de los tamaños de partículas durante el proceso de preparación del lodo cerámico y durante el sinterizado. Se puede observar que de un tamaño promedio inicial de 47,5μm, 15min de molienda reducen las partículas hasta 19,5μm, y 2h de molienda, hasta 385,9nm. El proceso de sinterizado provoca un aumento del tamaño promedio de partícula hasta los 514,2nm.

La figura 11 muestra las imágenes topográficas obtenidas por microscopia de fuerza atómica para las cintas cerámicas comercial Zircar y la del presente trabajo con apertura de cuchilla de 400μm antes y después de sinterizar. La tabla 5 resume algunas propiedades representativas que fueron obtenidas a partir de la figura 11. Es notable la fuerte disminución en la rugosidad de las cintas durante el sinterizado y cómo también disminuyó la distancia entre los picos máximos y mínimos. Nótese también la semejanza entre las figuras 10 y 11. Además, tenemos que la relación entre las constantes dieléctricas antes y después de sinterizar, εsint/εverd, según la ecuación (3) se obtiene igual: 0,1659 y 0,1414 para la cinta comercial Zircar y para la de este trabajo, respectivamente. La disminución de la constante dieléctrica durante el sinterizado puede deberse a la disminución de poros e interfaces durante este proceso, ya que este tipo de imperfecciones pueden comportarse como microcondensadores adiciones conectados entre sí, los cuales desaparecen producto del sinterizado. Este cuadro de caracterizaciones adicionales y de comparación con una cinta cerámica comercial Zircar constituye una prueba de que las cintas cerámicas del presente trabajo se lograron dentro de un nivel aceptable.
 comercial en verde Zircar; b) comercial sinterizada Zircar; c) cinta en verde, y d) cinta sinterizada. Para (c) y (d) la apertura de cuchilla Dr. Blade fue de 400μm.")
Evolución de parámetros superficiales caracterizados por MFA producto del proceso de sinterizado en cintas cerámicas
| Comercial en verde Zircar | Comercial sinterizada Zircar | En verde | Sinterizada | |
|---|---|---|---|---|
| Rugosidad promedio (nm) | 31,1121 | 13,7169 | 48,4609 | 16,5851 |
| Rugosidad calculada con media cuadrática (nm) | 46,3528 | 17,658 | 64,1102 | 21,8559 |
| Sesgo en Z | 1,93289 | 0,05576 | −0,520394 | −0,203848 |
| Curtosis de la distribución | 11,0228 | 3,49824 | 4,21456 | 4,17263 |
| Distancia en los picos máximos y mínimos (nm) | 411,482 | 139,333 | 529,835 | 164,494 |
El efecto de la adición de aglutinante y plastificante en el diseño de lodos cerámicos puede ser descrito numéricamente de forma efectiva a través de los coeficientes K y m de la ley de Cross que gobiernan el efecto de la razón de deformación de corte sobre la viscosidad del lodo cerámico. Los demás coeficientes (η0 y η∞) son influenciados de forma muy débil. Para el caso YSZ con PEG y DEP, los coeficientes K y m varían 152.25-231,12 y 0,00987-0,26646, respectivamente, para concentraciones de PEG entre 3,45% en peso y 6,9% en peso. Manteniendo el tiempo de molienda constante, la continua adición de PEG empieza a provocar el alejamiento del comportamiento reológico según la ley de Cross, lo cual no impide obtener cintas. Sin embargo, estas cintas presentan una textura irregular por la presencia de aglomerados.
La dependencia del espesor de las cintas en verde YSZ con respecto a la cantidad relativa de aglutinante (PEG) puede ser descrita por un comportamiento fundamentalmente lineal con una pendiente igual a 1,81μm/(% en peso).
El efecto de la apertura de cuchilla Dr. Blade sobre el espesor de cintas en verde y sinterizadas de YSZ también puede ser ajustado a un comportamiento lineal con un margen de error relativamente pequeño. Para el caso de cintas en verde la pendiente tiene un valor igual 0,0350, y para cintas sinterizadas se tiene un valor de 0,2171. Es de notar que la dependencia es más fuerte para cintas sinterizadas.
El proceso de sinterizado en las cintas cerámicas YSZ conduce a una disminución del espesor de las cintas cerámicas entre un 25-30% para aperturas de cuchilla mayores a 300μm, y hasta un 50% de reducción en cintas muy finas con apertura de cuchilla de 200μm. También se encontró que este proceso provoca una marcada disminución en la rugosidad de las cintas.
FinanciamientoCONACYT proyecto 100559.
Los autores de este trabajo expresan su agradecimiento al Proyecto CONACYT 100559, el cual hizo posible su desarrollo.

