





Cold winter temperatures at high latitudes in coastal regions lead to prolonged exposure of offshore concrete structures to freeze–thaw (F–T) damage, which significantly reduces the mechanical and durability properties of concrete. To improve the durability of concrete under F–T damage, this study investigated the combined effects of fly ash (FA) and bentonite on the frost resistance of polyvinyl alcohol fiber reinforced geopolymer concrete (PFRGC). The study comprehensively analyzed the effect of fly ash and bentonite content on the rate of mass change and compressive strength under various F–T damage conditions. In addition, uniaxial compressive tests were carried out at different stages of F–T damage and the resulting stress–strain curves and compressive properties were analyzed. Correlations between peak stress, peak strain, modulus of elasticity and deterioration time of the concrete were developed. SEM microscopy tests were also used to investigate the evolution of the internal microstructure and the morphological characteristics of the erosion products under freeze–thaw conditions. The results indicated that the change in concrete mass with a growing number of F–T cycles can be divided into two periods: a gentle increase and a faster increase. A continuous increase in the rate of mass increase was observed for the specimens containing fly ash and bentonite, while the compressive strength of these specimens continued to decrease. During F–T damage, the maximum stress decreased slightly and the maximum strain increased gradually as the volume of bentonite and fly ash increased. This study provides a theoretical basis and technical basis for the development of fly ash and bentonite to improve the frost durability of offshore structures.
Las frías temperaturas invernales a altas latitudes en las regiones costeras originan la exposición prolongada de las estructuras marítimas de hormigón al deterioro por hielo-deshielo (freeze-thaw [F-T]), que reducen considerablemente las propiedades mecánicas y de durabilidad del hormigón. Para mejorar la durabilidad del hormigón sometido a daños por F-T, el presente estudio investigó los efectos combinados de cenizas volantes (fly ash [FA]) y bentonita en la resistencia al hielo del hormigón de geopolímero reforzado de fibra de alcohol polivinílico (polyvinyl alcohol fiber reinforced geopolymer concrete [PFRGC]). El estudio analizó ampliamente el efecto del contenido de cenizas volantes y de bentonita en la tasa de cambio de masa y en la fuerza compresiva en diversas condiciones de deterioro por F-T. Además, se realizaron pruebas de compresión uniaxial en diferentes etapas del deterioro por F-T, analizándose las curvas estrés-tensión y las propiedades compresivas resultantes. Se desarrollaron las correlaciones entre el estrés máximo, la tensión máxima, el módulo de elasticidad y el tiempo de deterioro del hormigón. También se realizaron pruebas mediante microscopio SEM para investigar la evolución de la microestructura interna y las características morfológicas de los productos de la erosión en condiciones de hielo-deshielo. Los resultados indicaron que el cambio de la masa de hormigón con un número creciente de ciclos F-T puede dividirse en dos periodos: un incremento suave y un incremento más rápido. Se observó un incremento continuo de la tasa de incremento de masa para los especímenes que contenían cenizas volantes y bentonita, mientras seguía disminuyendo la fuerza compresiva de dichas muestras. Durante el deterioro por F-T, el estrés máximo se redujo ligeramente, incrementándose gradualmente la tensión máxima a medida que se incrementaba el volumen de bentonita y de cenizas volantes. Este estudio aporta unas bases de tipo teórico y técnico para el desarrollo de cenizas volantes y bentonita para la mejora de la durabilidad al hielo de las estructuras marítimas.
Being the most common form of structure in the world, concrete structures are widely used in road, bridge, tunnel and port construction and other infrastructure projects, making an important contribution to the economic development of countries around the world [1,2]. However, in high latitude coastal regions, such as northern Europe, northeastern China and the northern Canadian, concrete infrastructure is often subjected to F–T cycles [3], which have a large detrimental effect on the durability of buildings and indirectly bring safety risks to social and economic development [4–6]. Therefore, the research on the F–T damage of concrete is of great importance to enhance the durability of structures in high latitude coastal areas and to ensure the economic development of the regions.
With the aim of extending the lifetime of infrastructures under freeze–thaw cycle environment, some researchers propose to adopt geopolymer [7] to enhance the freeze–thaw cycle durability [8–10]. Geopolymer is the product of the geopolymerization reaction (it is obtained after the alkaline activation of aluminosilicate materials). Traditional cement production is a significant contributor to CO2 emissions due to the energy-intensive process of creating clinker, while geopolymers have gained attention as a more environmentally friendly alternative, as their production emits fewer greenhouse gases. Although cement-based concrete is known for its compressive strength, geopolymers can also exhibit impressive strength and durability properties, often with improved resistance to certain types of chemical attacks and higher temperature stability. The substance is formed by the action of the active silicon–alumina oxide-containing substance and the alkaline activator, so that the Si–O and Al–O chemical bonds in the silicon–alumina oxide are broken and re-polymerized to form a dense three-dimensional network structure. The structural monomers of geopolymers are silicon–oxygen tetrahedron and aluminum–oxygen tetrahedron, which have a similar chain structure with polymer compounds [11–13]. Geopolymer materials are known for their good chemical resistance and low permeability, which could enhance the durability of the overall composite when combined with cementitious materials. This could lead to a material with improved resistance to chemical attacks and reduced degradation over time. Therefore, geopolymer concrete has excellent impermeability, freeze–thaw resistance and acid and alkali erosion resistance.
Many scholars have studied the application of geopolymers to improve the resistance of concrete to freeze–thaw cycles. Criado [14] compared the microstructure of fly ash excited by alkali under different curing regimes. The test results showed that the reaction between silicon and aluminum monomers was very fast in a high humidity environment, and in a low humidity environment, the silica–alumina gel has a low degree of polymerization. Šmilauer [15] studied the mechanical properties of the mixture of fly ash and metakaolin when it was excited by alkali, and proposed a quantitative model of the volume fraction of the geopolymer system. It was verified by experiments that the model can accurately distinguish the silica–alumina gel that has reacted and the silica–alumina phase that has not participated in the reaction during the reaction process. Olivia [16] simulated the properties of fly ash geopolymers in a marine wet and dry cycle environment and found that fly ash geopolymer concrete had a low weight loss rate under the action of wet and dry cycles, while normal concrete had a high weight loss rate due to the action of chloride crystallization. Temuujin [17] utilized low calcium fly ash to produce geopolymer materials. With the addition of calcium oxide and calcium hydroxide to the ingredients mix, the compressive strength of the produced product improved from 11.8MPa to 29.2MPa after 28 days. This suggests that the calcium containing compounds can enhance the development of calcium silicate hydrate and calcium aluminate, thereby increasing the strength of the resulting product.
Although geopolymers can greatly improve the capacity of concrete to resist F–T damage, geopolymer concrete is as susceptible to cracking as ordinary concrete under F–T damage and exhibits a distinctly brittle pattern during the damage process [18]. Therefore, in order to reduce early shrinkage cracks and long-term load cracks in concrete, fibers have been applied extensively in concrete in recent years [19–23]. According to the type of fibers used they can be classified as polyvinyl alcohol (PVA) fiber concrete, carbon fiber concrete, steel fiber concrete and mixed fiber concrete [24–27]. Fibers not only control the width of cracks in concrete under load, but also retard the expansion rate of cracks, and play an essential role in improving the capacity of concrete to resist F–T damage [28–30].
Many scholars have studied the application of fibers to improve the capacity of concrete to resist F–T damage. Noushini [31] investigated the influence of polypropylene and polyolefin fibers on improving the creep shrinkage performance of low calcium fly ash geopolymer concrete. The test results showed that the addition of polypropylene and polyolefin fibers with a content of 0.5% by volume prevented the formation and expansion of micro-cracks in the geopolymer matrix and effectively mitigated the hazards caused by dry shrinkage at different stages of the concrete. Sukontasukkul [32] investigated the effect of mixed steel and polypropylene fibers on the flexural properties of geopolymer concrete. The results showed that the addition of steel fibers improved the flexural strength, toughness and residual strength of polypropylene fiber geopolymer concrete to varying degrees. Khalil [33] investigated the influence of steel fibers on the microstructure and mechanical properties of geopolymer concrete and observed that the addition of steel fibers improved the splitting and bending strength of the material.
Despite extensive research on the F–T damage of concrete, there is currently limited research on using fly ash, bentonite, and PVA fibers to improve concrete durability under F–T cycles. Fly ash concrete has many advantages such as good working performance, low early hydration heat, small shrinkage deformation and good durability. The second stage of hydration reaction between FA and cement hydration products results in a much more stable hydration product, which improves the mechanical performance [34–36]. Bentonite is able to increase the cohesion between concrete aggregates, while reducing the permeability coefficient of concrete and improving the impermeability of concrete [37–39]. PVA fibers possess the benefits of elevated tensile potency, elevated elasticity modulus, satisfactory coherence, favorable water affinity, and prolonged endurance [40–42]. This paper studies the coupled effect of FA and bentonite on the frost damage of PVA fiber reinforced geopolymer concrete (PFRGC). The effects of FA and bentonite content on the mass change rate and compressive strength after different F–T damage were comprehensively analyzed. At the same time, the uniaxial compressive constitutive relation test of concrete was carried out, in addition, the SEM microscopic test was used to analyze the evolution of the internal microstructure and morphological characteristics of erosion products under the freeze–thaw cycle environment.
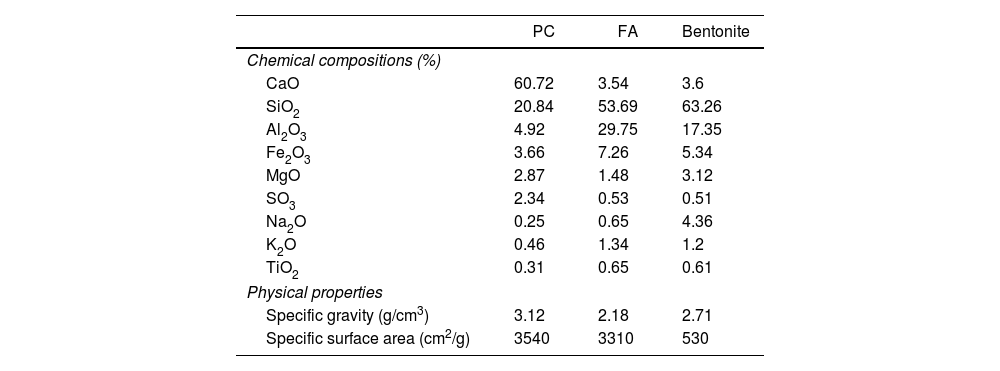
Materials and experiments proceduresMaterialsThe performance of geopolymers can be influenced by the chemical and physical properties and dosage of the materials. The chemical and physical properties of the substances used in are shown in Table 1.
Chemical and physical characteristics of cement, bentonite and FA.
| PC | FA | Bentonite | |
|---|---|---|---|
| Chemical compositions (%) | |||
| CaO | 60.72 | 3.54 | 3.6 |
| SiO2 | 20.84 | 53.69 | 63.26 |
| Al2O3 | 4.92 | 29.75 | 17.35 |
| Fe2O3 | 3.66 | 7.26 | 5.34 |
| MgO | 2.87 | 1.48 | 3.12 |
| SO3 | 2.34 | 0.53 | 0.51 |
| Na2O | 0.25 | 0.65 | 4.36 |
| K2O | 0.46 | 1.34 | 1.2 |
| TiO2 | 0.31 | 0.65 | 0.61 |
| Physical properties | |||
| Specific gravity (g/cm3) | 3.12 | 2.18 | 2.71 |
| Specific surface area (cm2/g) | 3540 | 3310 | 530 |
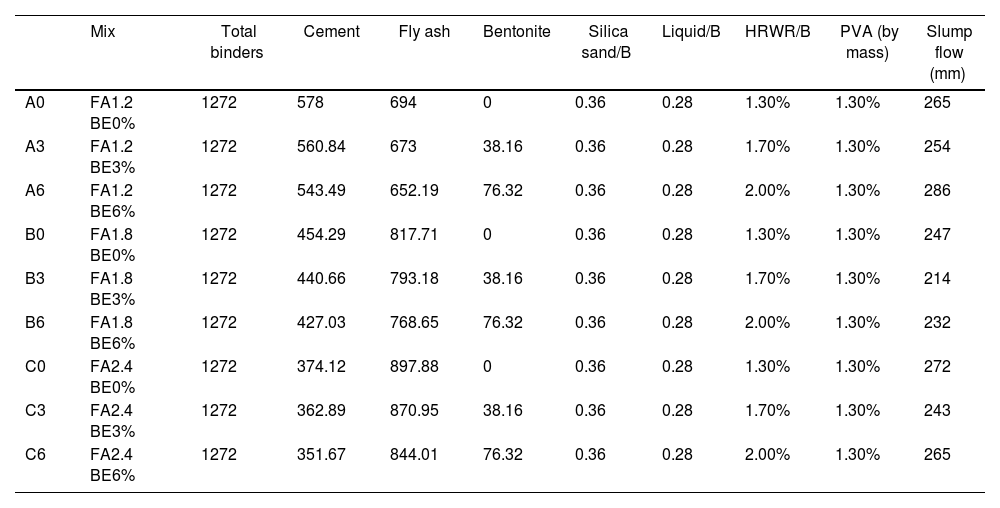
Nine proportions were employed, with the proportions of fly ash and cement being 1.2, 1.8 and 2.4, and bentonite making up 0%, 3% and 6% of the fly ash and cement proportions. Further details of the blends are given in Table 2.
Mixtures of PFRGC.
| Mix | Total binders | Cement | Fly ash | Bentonite | Silica sand/B | Liquid/B | HRWR/B | PVA (by mass) | Slump flow (mm) | |
|---|---|---|---|---|---|---|---|---|---|---|
| A0 | FA1.2 BE0% | 1272 | 578 | 694 | 0 | 0.36 | 0.28 | 1.30% | 1.30% | 265 |
| A3 | FA1.2 BE3% | 1272 | 560.84 | 673 | 38.16 | 0.36 | 0.28 | 1.70% | 1.30% | 254 |
| A6 | FA1.2 BE6% | 1272 | 543.49 | 652.19 | 76.32 | 0.36 | 0.28 | 2.00% | 1.30% | 286 |
| B0 | FA1.8 BE0% | 1272 | 454.29 | 817.71 | 0 | 0.36 | 0.28 | 1.30% | 1.30% | 247 |
| B3 | FA1.8 BE3% | 1272 | 440.66 | 793.18 | 38.16 | 0.36 | 0.28 | 1.70% | 1.30% | 214 |
| B6 | FA1.8 BE6% | 1272 | 427.03 | 768.65 | 76.32 | 0.36 | 0.28 | 2.00% | 1.30% | 232 |
| C0 | FA2.4 BE0% | 1272 | 374.12 | 897.88 | 0 | 0.36 | 0.28 | 1.30% | 1.30% | 272 |
| C3 | FA2.4 BE3% | 1272 | 362.89 | 870.95 | 38.16 | 0.36 | 0.28 | 1.70% | 1.30% | 243 |
| C6 | FA2.4 BE6% | 1272 | 351.67 | 844.01 | 76.32 | 0.36 | 0.28 | 2.00% | 1.30% | 265 |
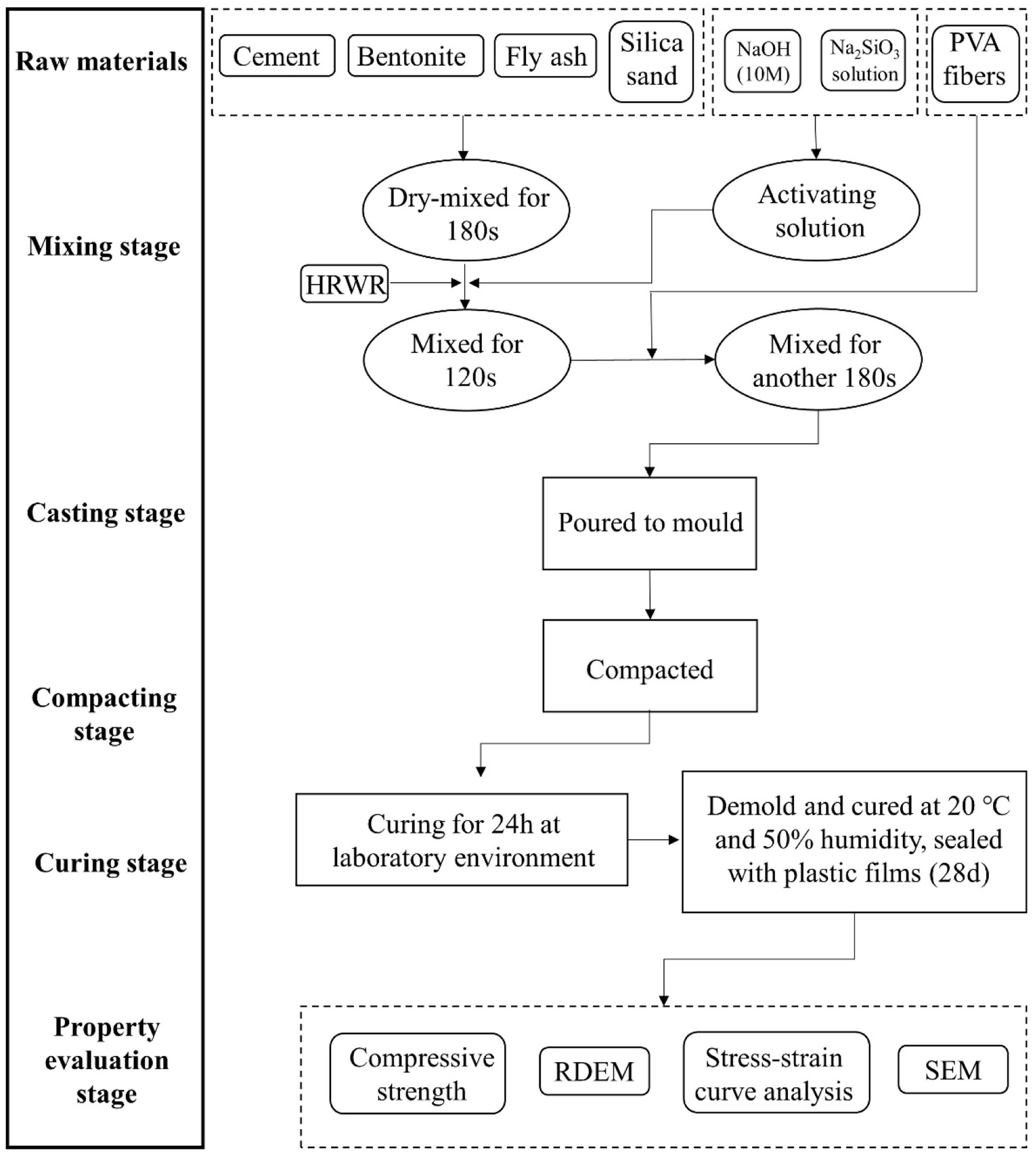
Fig. 1 displays the stages of producing and analyzing PFRGC. In this test, a sodium hydroxide activation solution with a concentration of 10M was used, and the ratio of sodium silicate to sodium hydroxide used was 1.0. HRWR is the abbreviation for high range water reducer. To assess the durability performance of PFRGC in freeze–thaw (F–T) damage, weight, compressive strength, stress–strain relationships and microstructure were tested and observed. The specimen sizes were 100mm×100mm×300mm, 100mm×100mm×100mm and 100mm×100mm×300mm.
Experimental methodsF–T cycles
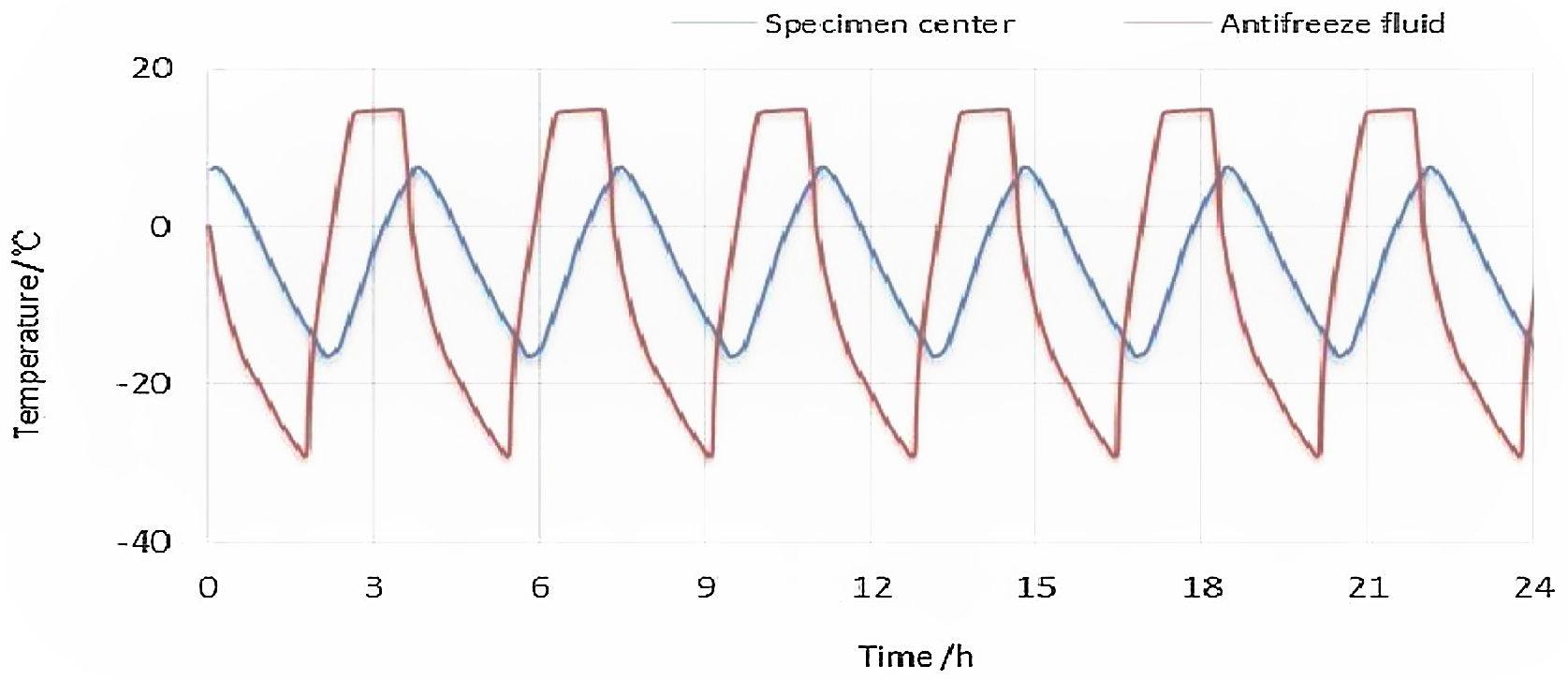
The frost resistance of geopolymer concrete was investigated using the quick F–T process. The frost resistance of concrete was measured by the time of F–T cycles that the concrete samples could undergo in water. The rapid F–T machine complies with the respective provisions of GB/T 50082-2009 [43]. The detailed test procedure for the rapid F–T test is as follows (Fig. 2).
- •
Before the freeze–thaw test begins, the specimen is soaked in water for four days to allow the concrete specimen to reach a water-saturated state and diminish the error created by the water ambient in the F–T experiment.
- •
The specimens are tested for external appearance and form before being deposited in the specimen box.
- •
The specimens are numbered for each group.
- •
The specimens are positioned in the center of the cassette and then placed together in the F–T machine. The water which is added to the box is 5mm above the top of the sample.

After the F–T cycle, the stress–strain relationship of the PFRGC was tested by uniaxial compression on a servo-hydraulic machine. During the compression test, the longitudinal deformation was captured by a displacement transducer with an accuracy of 400μg/mm. In the meantime, stress transducer signals and displacements were captured by a data acquisition device. The instrument was loaded at a rate of 0.5MPa/s.
Microstructural propertiesThe surface of the specimens used for observation was kept dry and flat, and the specimens had the appearance of 5mm flakes (Fig. 3). To keep the samples dry, a vacuum dryer was used to dry the samples. The specimens were then fixed to a copper sample table using conductive tape, then gold sprayed and finally observed microscopically using a scanning electron microscope.
Results and discussionWeight
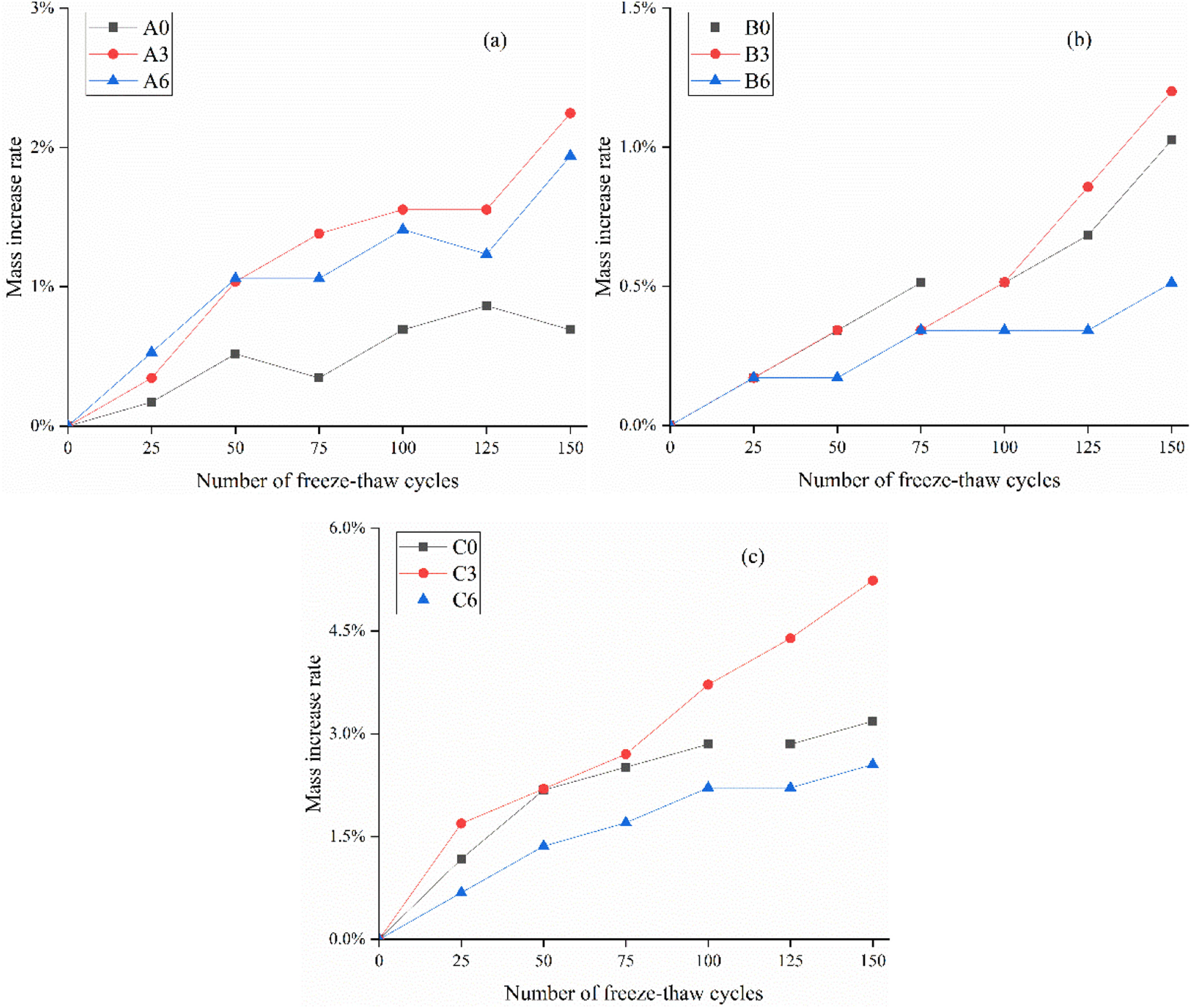
Fig. 4 illustrates the weight variation of the PFRGC for different ratios of bentonite and FA over 150 freeze–thaw cycles. In all nine mixture proportions were tested, with the fly ash and cement proportions fixed at 1.2, 1.8 and 2.4, while the bentonite content was 0%, 3% and 6% of each fly ash and cement proportion. Labels A, B and C refer to FA/C ratios of 1.2, 1.8 and 2.4, while labels 0, 3 and 6 indicate the bentonite content, which represents 0%, 3% and 6% of the hybrid concrete respectively. As shown in Fig. 4(a), while the FA/C was 1.2, the weight of PFRGC raised with the prolonged freeze and thaw cycles in different bentonite additions, what's more, it can be seen that the PFRGC mixtures containing higher volume of bentonite showed a greater degree of mass increase rate, for example, specimens containing 3% (A3) and 6% (A6) bentonite obtained the weight increase rate of 2.25% and 1.94% up to 150 freeze and thaw cycles, however, specimens that had not add bentonite (A0) showed the lowest weight increase rate of 0.69%. Fig. 4(b) and (c) presents the weight evolution of PFRGC samples containing a higher volume of fly ash (FA/C ratio of 1.8 and 2.4). The effect of bentonite on the weight in higher volume FA samples was similar to the manner presented by Fig. 4(a), the mass increase rate of samples containing 3% bentonite obtained the maximum value, followed by samples containing 6% and 0% bentonite. Moreover, by comparing Fig. 4(a), (b) and (c), it can be found that fly ash also exerted great influence on the change of PFRGC mass. For instance, at the equivalent bentonite addition level of 3%, the weight increased 5.24% in the C3 sample after 150 freeze and thaw cycles, by contrast, weight just increased 2.25% and 1.20% in A3 and B3 series.
 1.2:1, (b) 1.8:1, and (c) 2.4:1.")
The reason for the increased weight phenomenon under freeze and thaw cycles is the addition of bentonite to the PFRGC, and bentonite caused specimens to remain absorb water. Initially, during the freeze–thaw cycle, there was limited mortar dislodgment from the PFRGC surface caused by frost damage, and the increased mass because of water absorption was greater than the mass loss due to mortar falling off on the PFRGC surface. Therefore, the mass of PFRGC specimens increased faster. With the prolong of frost damage, the PFRGC specimens were further destroyed; the surface cracks on the PFRGC multiplied at a quicker pace, and eventually merged with one another, resulting in a large area of mortar falling off, and then the mass increase rate reduced. In the final part of the F–T cycle, due to the addition of fiber to PFRGC, the bridging action of the fiber prevented further damage of the concrete specimen surface, while the PFRGC continued absorbing water, so that the weight of PFRGC test pieces increased faster again.
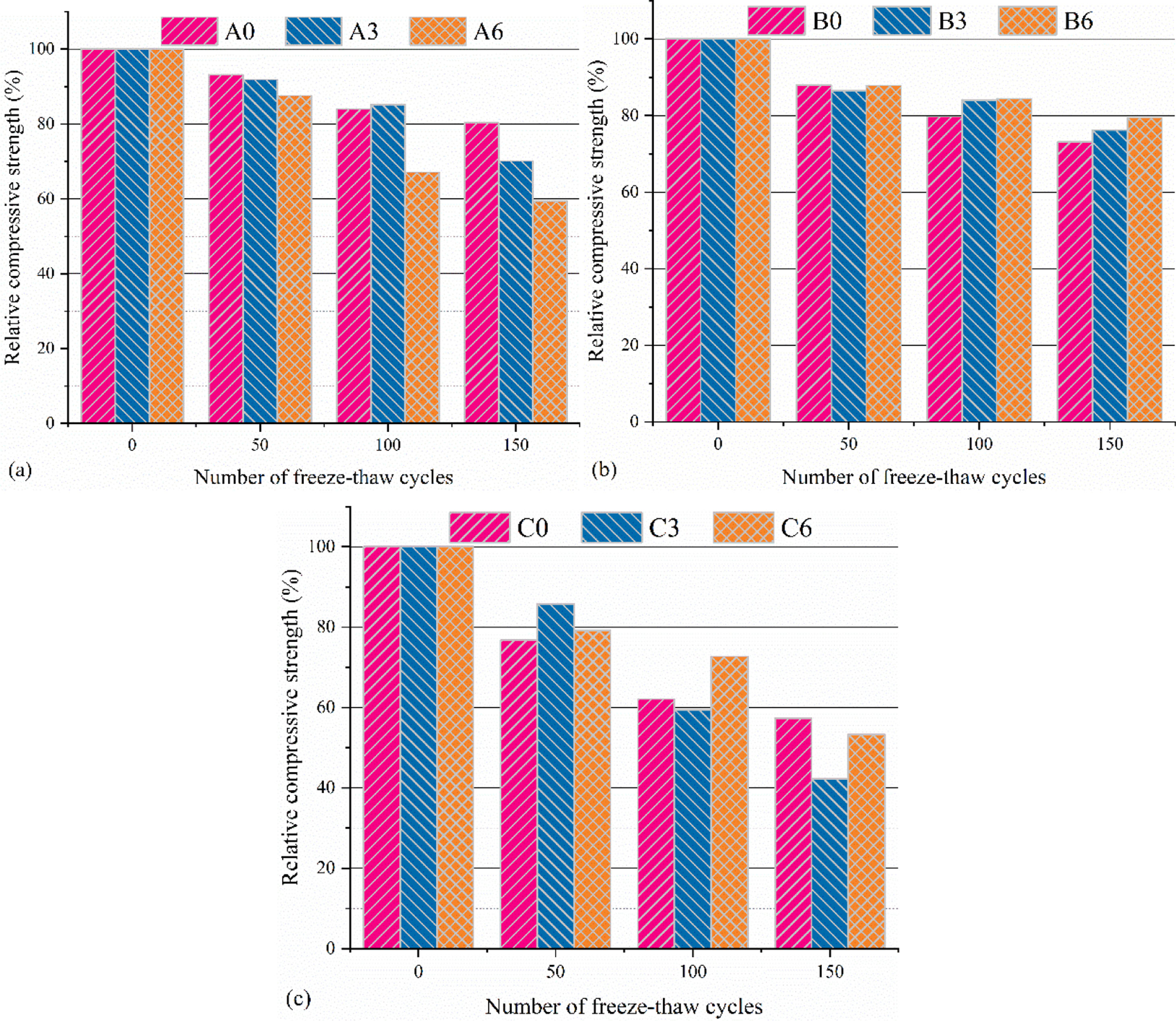
Compressive strengthFig. 5 displays the cubic compressive strength changes during 150 F–T damage. In all nine mixture proportions were tested, with the fly ash and cement proportions fixed at 1.2, 1.8 and 2.4, while the bentonite content was 0%, 3% and 6% of each fly ash and cement proportion. Labels A, B and C refer to FA/C ratios of 1.2, 1.8 and 2.4, while labels 0, 3 and 6 indicate the bentonite content, which represents 0%, 3% and 6% of the total cementitious material respectively. It was observed that the compressive strength of the specimens containing fly ash and bentonite continued to decrease as the F–T damage progressed. PFRGC subjected to frost damage had a higher FA/C ratio of 2.4:1 compared to samples with lower FA/C ratios of 1.2:1 and 1.8:1, which showed the most severe reduction in compressive strength. For example, when the FA/C ratio was 2.4 and the bentonite content was 3%, the residual compressive strength after 150 cycles was only 53.36%, whereas the residual compressive strength after 150 cycles for the same bentonite content was 70.28% and 76.13% for PFRGCs with FA/C ratios of 1.2:1 and 1.8:1, respectively, at 3%. These findings are consistent with those of Li [44], who investigated the frost resistance of recycled aggregates containing high and low amounts of FA and found that the residual compressive strength of the specimens decreased with increasing fly ash content after 300 freeze–thaw cycles.
Stress–strain correlation 1.2:1, (b) 1.8:1, and (c) 2.4:1.")
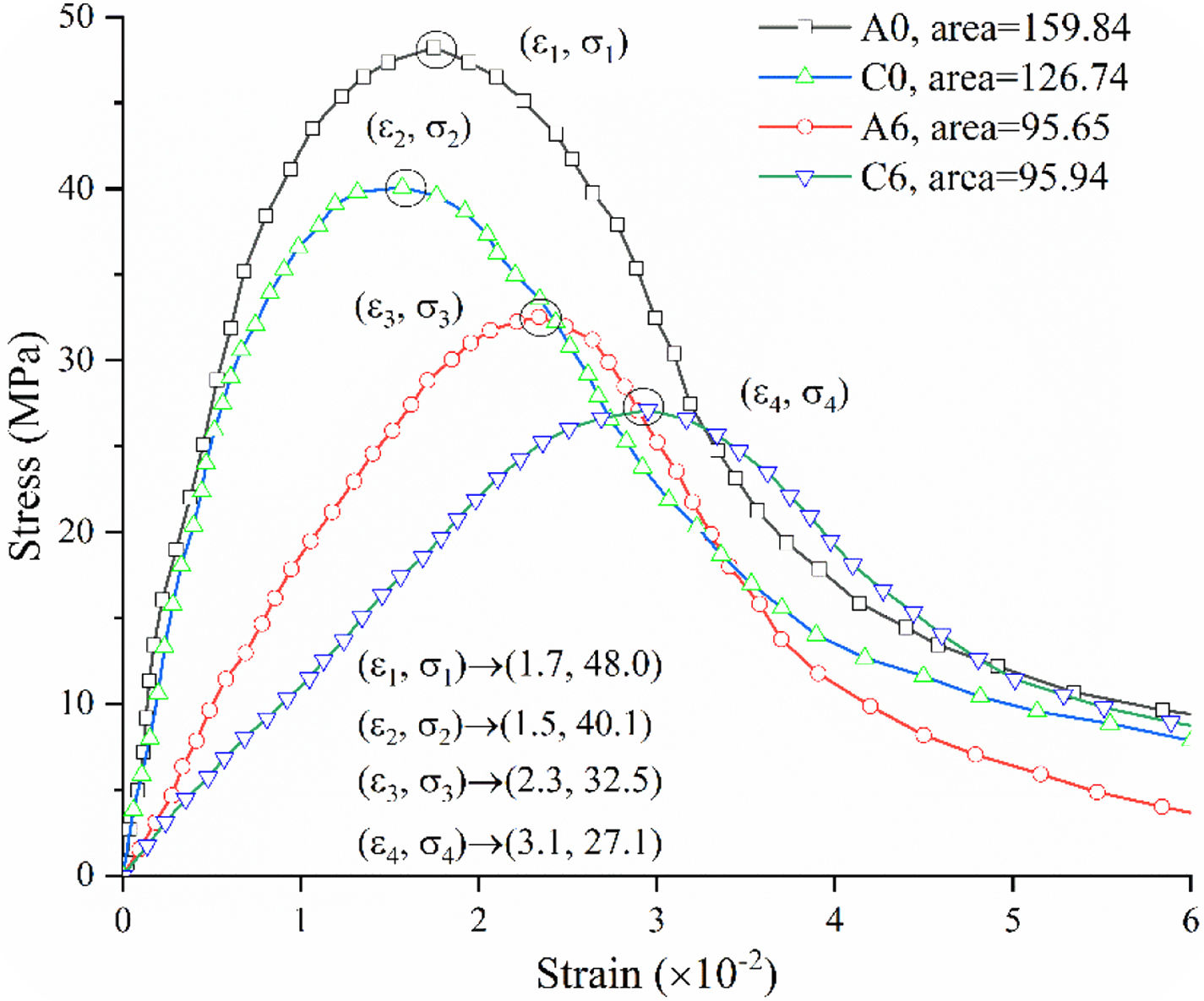
Fig. 6 illustrates the stress–strain correlation curves for the undamaged PFRGC (A0, C0, A6 and C6) and it is evident that the incorporation of FA and bentonite had a significant effect on the characteristics of these curves. Specifically, as the FA and bentonite content increased, the peak stress declined progressively, while the peak strain increased progressively. For instance, at a 1.2 FA/C ratio, the raise of bentonite addition from 0% to 6% led to a 32.3% decline in peak stress, and the peak strain increased 35.3% at the same time. In addition, it could be found that the increase of FA volume caused little effect on the characteristic of the stress–strain curves. For instance, when the bentonite addition was 6%, peak stress declined 16.6% as the FA/C ratio ascended from 1.2 to 2.4. Moreover, the area between coordinate axes and stress–strain curve showed the toughness characteristic of PFRGC, and the area from big to small were: A0, C0, C6, and A6. The elastic modulus of PFRGC (slope of the upward part of the stress–strain curve) from big to small was: A0, C0, A6, and C6.

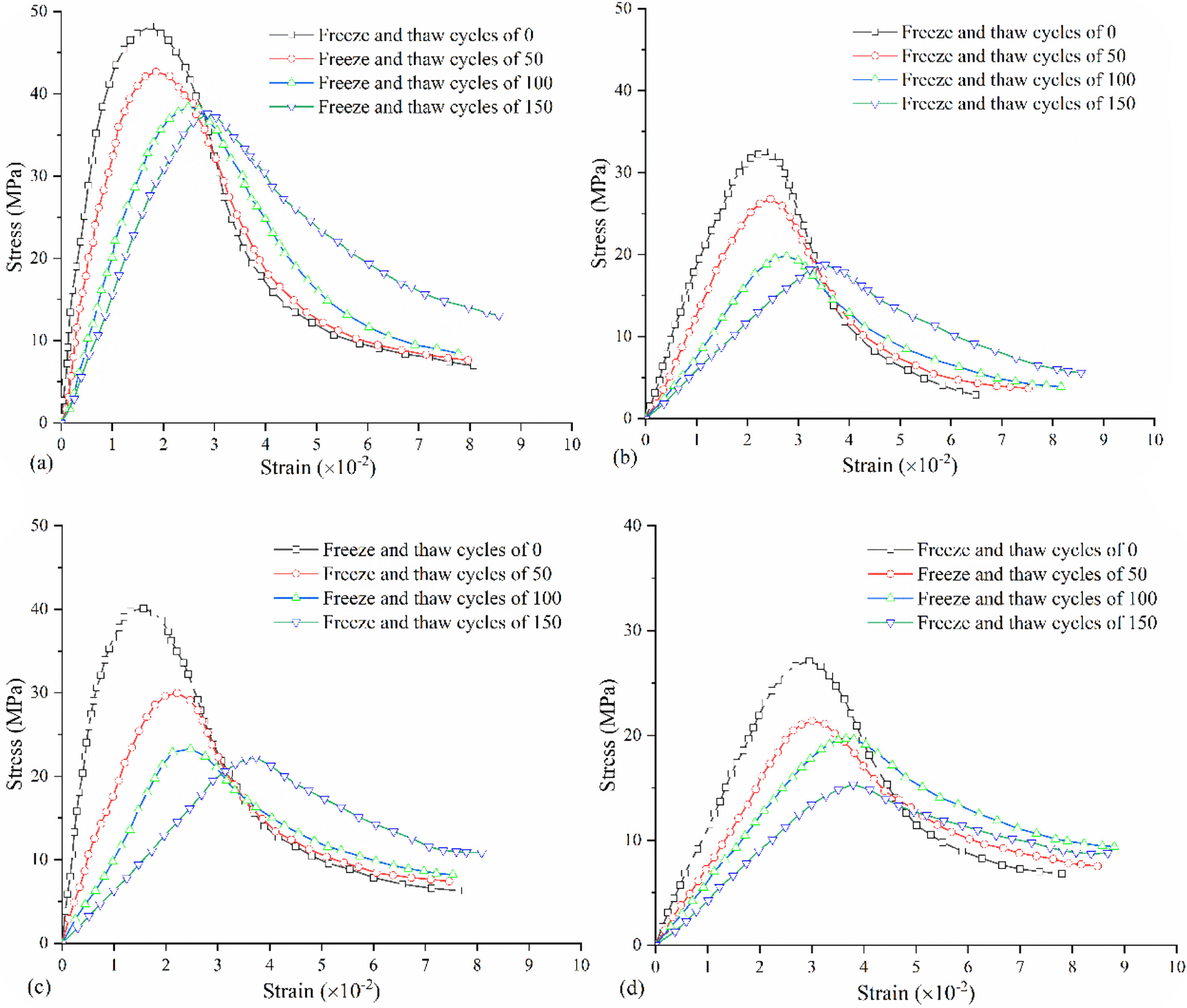
Fig. 7 displays the stress–strain curves of A0, A6, C0 and C6 PFRGC after 0, 50, 100 and 150 times of freeze and thaw, and it could be seen that the stress–strain curve of specimens subjected to F–T damage are close to those of PFRGC without frost damage. In addition, the whole stress–strain curve can be divided to several parts. In the first stage (within the range of 0.1σc∼0.4σc), the specimen was basically in an elastic state and mainly underwent elastic deformation. The stress and strain increased in proportion basically, and the stress–strain curve was a straight line approximately. In the second stage (within the range of 0.4σc∼0.8σc), when the stress exceeded the elastic stage, the secant modulus of the PFRGC exposed to the F–T damage appeared to increase slightly, and the curve rose moderately. This is because the specimen had many cracks inside due to the F–T damage, after the initial loading, the cracks were compressed and closed, which is called the “compacting” effect. This stress range was 0.4–0.6 time of the peak stress approximately. As the loading continued to increase to 0.8 times of the peak stress, the compression deformation reached an extreme value and there was no longer a “compacting” effect, at this time the micro-damage had a great development inside the PFRGC specimen, but there were no visible cracks on the PFRGC surface. In the third stage (within the range of 0.8σc∼σc), the slope of the stress–strain curve reduced quickly when the stress continues to increase. As the stress reached the peak stress, the tangent was horizontal. During this stage, micro-cracks developed in the interfacial transition area and the surface of the test piece was partially crushed. In the fourth stage (within the range of σ˃σc), in the descending section, the stress slowly reduced after reaching the peak point, and the strain continued to increase. Visible cracks started to appear on the surface of the PFRGC sample, the bearing capacity of the test piece dropped sharply, and cracks continued to expand until it penetrated the full section of the test piece.
 A0 sample, (b) A6 sample, (c) C0 sample, and (d) C6 sample.")
After freeze–thaw damage, it could be seen that the trend of stress–strain curves was similar in different mixtures. The slope of the rising section of the stress–strain curve reduced gradually as the prolonged of F–T damage, and the peak point showed a downward and right shifting trend, the curve became wider and flattened gradually. The reason is due to the internal structure of PFRGC became looser during freeze–thaw damage, and the micro-cracks and pores increased inside the PFRGC. When the specimens were under loading, the micro-cracks and holes were closed under pressure, resulting in large deformation under small compressive stress.
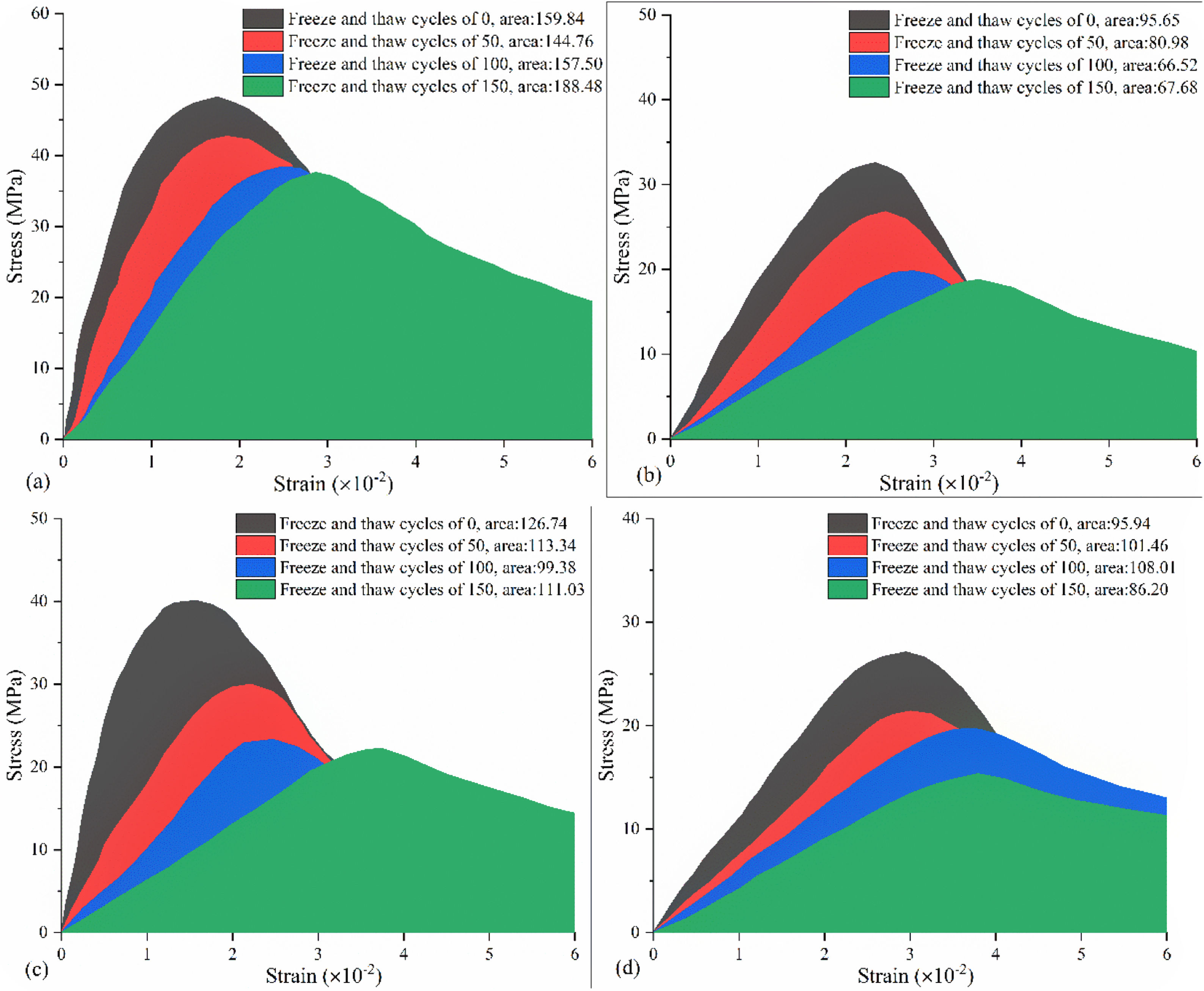
The area between coordinate axis and stress–strain curve represents the tenacity of PFRGC samples, and Fig. 8 shows the change law of the area of A0, A6, C0 and C6 specimens after 0, 50, 100 and 150 times of F–T damage. It can be seen that the content of bentonite and FA had large effect on the toughness of specimens during F–T damage. For example, the area between coordinate axis and stress–strain curve declined rapidly for PFRGC sample A0 and C0 for less than 100 f F–T damage, while the area kept stable for PFRGC A6 and C6 specimens within the frost damage, this finding indicated that the addition of bentonite can weaken the decline of toughness of PFRGC during F–T damage. Moreover, it can be noticed that the addition of FA also had a material effect on the toughness of PFRGC, for instance, by comparing Fig. 8(a) and (c), it could be seen that the area of PFRGC decreased from 188.48 (A0) to 111.03 (C0) after 150 freeze–thaw cycles while the FA/C ratio raised from 1.2 to 2.4, it illustrated that large volume of fly ash can reduce the toughness during F–T.
 A0 specimen, (b) A6 specimen, (c) C0 specimen, and (d) C6 specimen.")
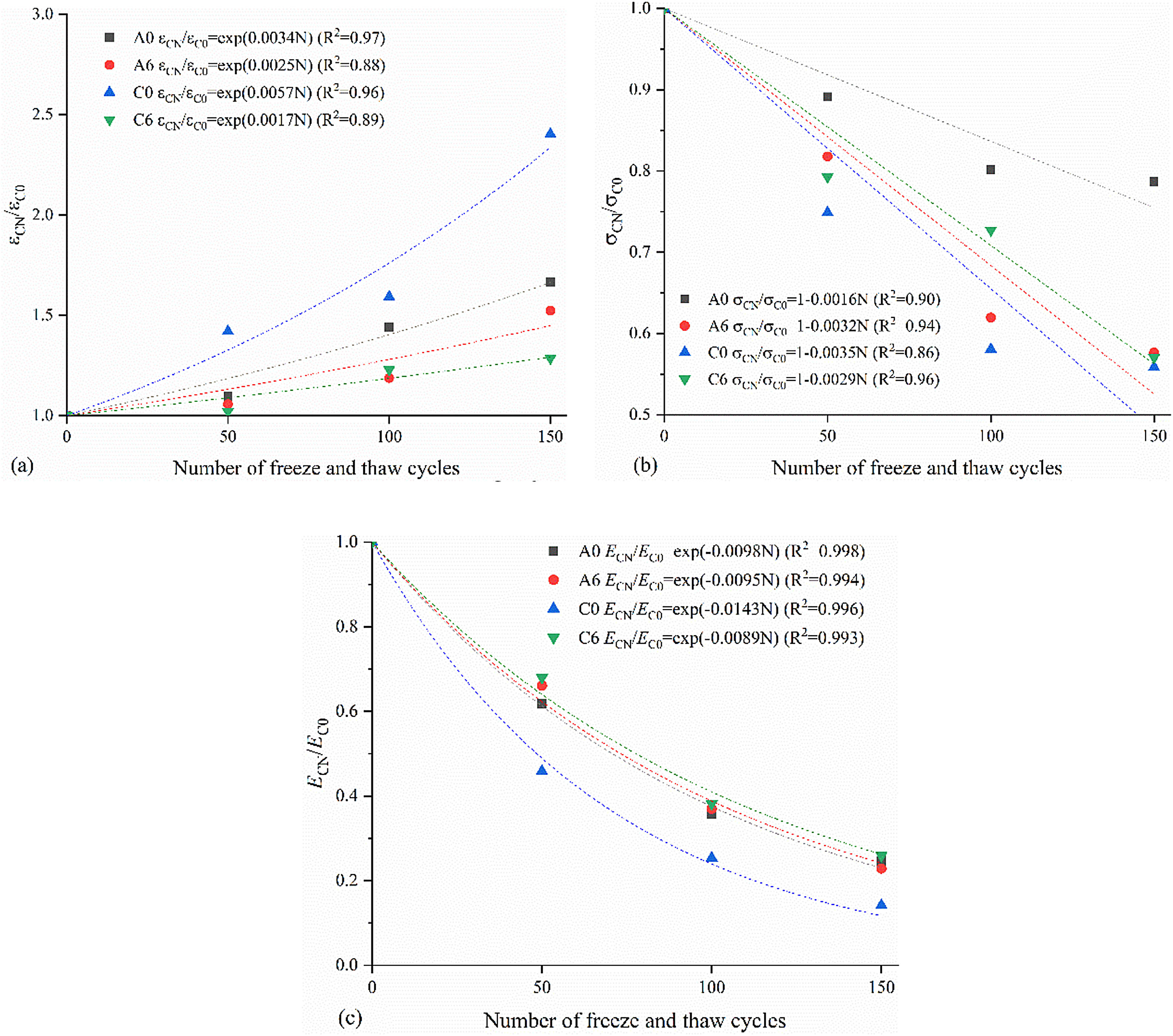
As shown in Fig. 9, the peak strain (ɛC), peak stress (σc), and initial elastic modulus (EC) were calculated, and the parameters used in Fig. 9 were relative values, in addition, the regress equations described the correlation between the numbers of freeze and thaw cycles and characteristic parameters were established in Table 3, it was found that the F–T cycles and peak stress was linearly related, and the F–T cycles and peak strain, elastic modulus were exponentially related.
 Relative peak strain, (b) relative peak stress, and (c) relative initial elastic modulus.")
Regress equations of the correlation between freeze and thaw cycles and characteristic parameters.
| Mixtures | Relative peak strain | Relative peak stress | ||
|---|---|---|---|---|
| Equation | R2 | Equation | R2 | |
| A0 | ɛCN/ɛC0=exp(0.0034N) | 0.97 | σCN/σC0=1−0.0016N | 0.9 |
| A6 | ɛCN/ɛC0=exp(0.0025N) | 0.88 | σCN/σC0=1−0.0032N | 0.94 |
| C0 | ɛCN/ɛC0=exp(0.0057N) | 0.96 | σCN/σC0=1−0.0035N | 0.86 |
| C6 | ɛCN/ɛC0=exp(0.0017N) | 0.89 | σCN/σC0=1−0.0029N | 0.96 |
| Mixtures | Relative elastic modulus | |
|---|---|---|
| Equation | R2 | |
| A0 | ECN/EC0=exp(−0.0098N) | 0.998 |
| A6 | ECN/EC0=exp(−0.0095N) | 0.994 |
| C0 | ECN/EC0=exp(−0.0143N) | 0.996 |
| C6 | ECN/EC0=exp(−0.0089N) | 0.993 |
The stress–strain curve of PFRGC includes the ascending and descending sections, which is a comprehensive macroscopic reflection of the mechanical performance of PFRGC. The stress–strain curve model recommended by Guo [45] was applied to fit the stress–strain curve of freeze-thawed PFRGC, and the model of Guo has adopted two stages: the ascending segment is fitted by polynomial and the descending segment is fitted by rational fraction.
where σD and σCD represent the compressive stress (MPa) and the peak stress (MPa), ɛD and ɛCD represent the compressive strain (MPa) and the peak strain (MPa), α and β represent the parameters in the established constitutive model.
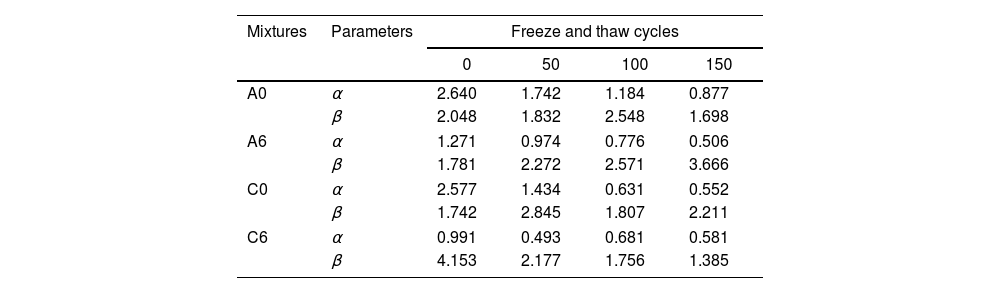
The characteristic parameter values of the stress–strain curve are shown in Table 4. It could be seen that the parameter α decreased gradually with the raise of freeze and thaw cycles. Meanwhile β remain stable in A0 and C0 specimens, this finding suggests that frost damage reduced the ductility performance of PFRGC specimens. Moreover, constitutive models of specimens under freeze and thaw cycles were established as follows.
Parameters of α and β of stress–strain curve.
| Mixtures | Parameters | Freeze and thaw cycles | |||
|---|---|---|---|---|---|
| 0 | 50 | 100 | 150 | ||
| A0 | α | 2.640 | 1.742 | 1.184 | 0.877 |
| β | 2.048 | 1.832 | 2.548 | 1.698 | |
| A6 | α | 1.271 | 0.974 | 0.776 | 0.506 |
| β | 1.781 | 2.272 | 2.571 | 3.666 | |
| C0 | α | 2.577 | 1.434 | 0.631 | 0.552 |
| β | 1.742 | 2.845 | 1.807 | 2.211 | |
| C6 | α | 0.991 | 0.493 | 0.681 | 0.581 |
| β | 4.153 | 2.177 | 1.756 | 1.385 | |
A0 specimen:

A6 specimen:

C0 specimen:

C6 specimen:
where y represents the relative compressive stress (y=σD/σCD), x represents the relative compressive strain (x=ɛD/ɛCD), and N represent the times of freeze and thaw.SEM
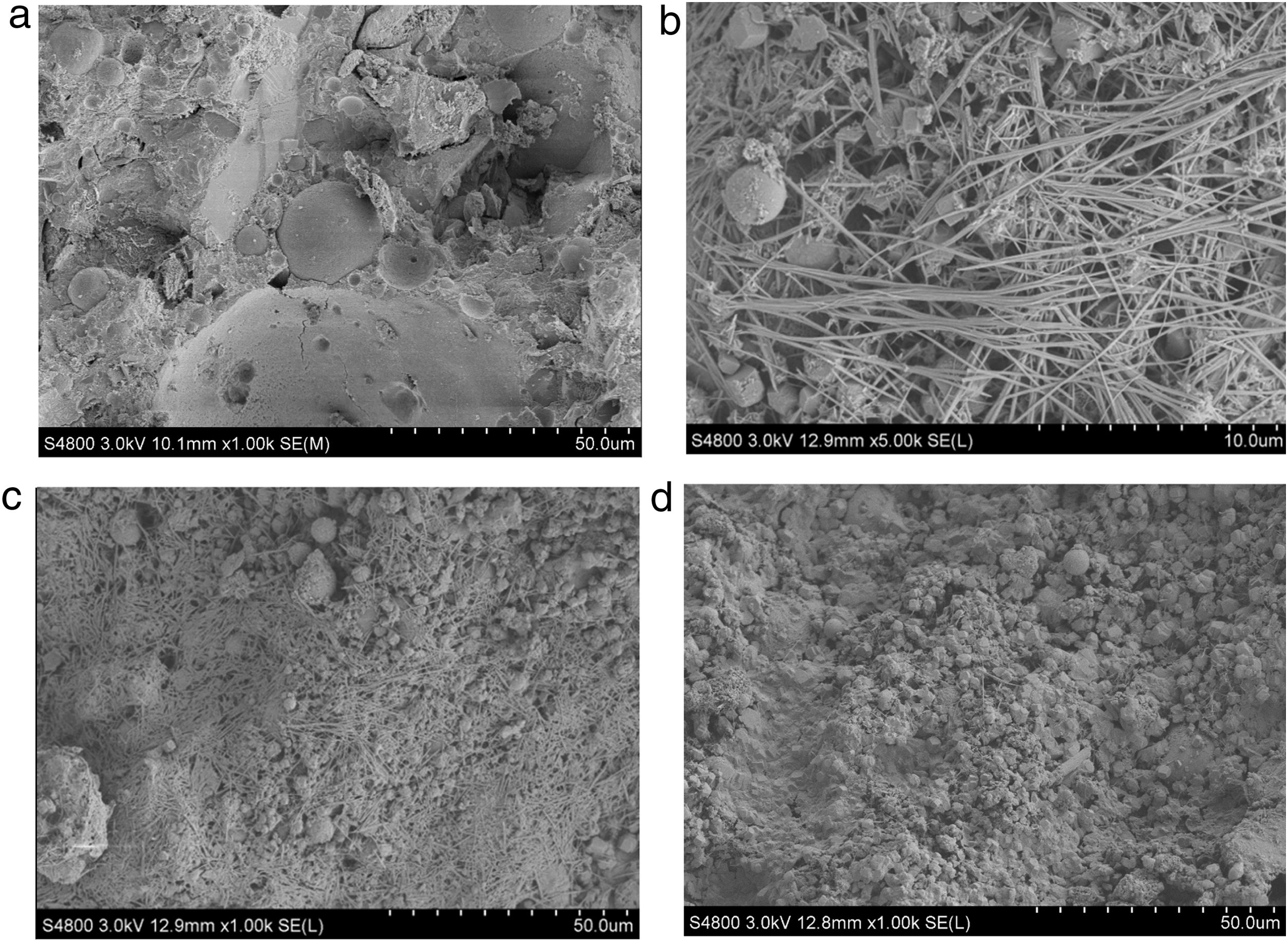
Fig. 10 displays the SEMs of PFRGC at different F–T stages, it can be seen from Fig. 10(a) and (d) that before experiencing F–T damage, the integrity of the sample is relatively complete, but after 150 F–T cycles, the microstructure of the sample is relatively loose, and it could be found that one of the reasons why the addition of bentonite and fly ash can improve the frost resistance of concrete is that its particles are small and its specific surface area is large, it has a filling effect when mixed into concrete, and acts as a dense accumulation of powder particles, filling the internal pores of concrete and increasing the structural compactness of concrete. Secondly, because bentonite and fly ash have ultra-high volcanic ash activity, when concrete is in an alkaline environment, a large amount of active silica and alumina will be dissolved internally, and these active substances will react with the CH crystals precipitated by the hydration of cement in a secondary hydration reaction, thus promoting the production of CSH gels and Aft, Afm crystals in the hydration products. In addition, the interface transition zone (ITZ) between the aggregate and the slurry in concrete has an important influence on the mechanical properties, and the presence of large CH crystal orientated growth or porosity in the ITZ can have a detrimental effect on the mechanical and durability performance. For ordinary concrete, the state of bonding between the aggregates and the cement paste is usually poor. Therefore, one of the keys to improving the frost resistance of ordinary concrete is to improve the properties of its ITZ. From the microscopic morphology of the concrete slurry interface area in the above figure, it can be seen that there are no large size pores or CH crystals oriented growth at the ITZ, and the slurry structure at the interface is relatively dense. Therefore, the incorporation of bentonite and fly ash can effectively enhance the ITZ properties and optimize the bonding state between the aggregate and the slurry, thus enhancing the mechanical strength and frost resistance of concrete.
Conclusions before damage, (b) 50, (c) 100, and (d) 150.")
In this study, accelerated freeze–thaw cycle experiments were performed to investigate the effect of adding fly ash and bentonite on the mass change rate, compressive strength and stress–strain relationship of concrete. In addition, the frost durability of the concrete was analyzed using SEM techniques to investigate the combined effects of fly ash and bentonite. Based on the results of the study, the following conclusions can be reached:
- (1)
The basic physical properties of concrete are significantly influenced by fly ash and bentonite. The rate of mass change of concrete during freeze–thaw cycles can be divided into two stages: a gentle increase and a faster increase. In addition, the rate of mass increase of concrete specimens increases gradually with increasing fly ash and bentonite content as the number of freeze–thaw cycles increased.
- (2)
Fly ash and bentonite play a key role in the basic mechanical properties of concrete. A gradual decrease in the compressive strength of concrete specimens containing fly ash and bentonite can be seen as the number of freeze–thaw cycles increases. PFRGC specimens with high FA/C ratios (2.4:1) experienced more severe frost damage compared to specimens with low FA/C ratios (1.2:1 and 1.8:1), as evidenced by the reduction in compressive strength.
- (3)
During the progress of freeze–thaw damage, the stress–strain relationship of PFRGC was close to that of ordinary concrete. The slope of the rising section of the stress–strain curve reduced moderately, and the peak point showed a downward and right shifting trend, the curve became wider and flattened gradually. And the addition of bentonite and fly ash had significant impact on the characteristic of the stress–strain curves. The peak stress marginally reduced and peak strain gradually increased with the increased volume of bentonite and fly ash.
- (4)
By analyzing the SEM images, it can be observed that the incorporation of fly ash and bentonite leads to enhanced frost durability of concrete due to the increased densification of the interfacial transition zone (ITZ) region. From the microscopic morphology of the concrete slurry interface area, it can be seen that there are no large size pores or CH crystals oriented growth at the ITZ, and the slurry structure at the interface is relatively dense.
None declared.
This research was supported financially by various funding sources including Natural Science Basic Research Program of Shaanxi (Program No. 2022JQ-497, No. 2023-JC-QN-0549), the Scientific Research Program for Youth Innovation Team Construction of Shaanxi Provincial Department of Education (22JP098), and the National Natural Science Foundation (No. 51678480).

