












The effect of residual stresses on the strength, toughness and work of fracture of Si3N4/SiC multilayered composites with different SiC layers has been investigated. It may be an effective way to design and optimize the mechanical properties of Si3N4/SiC multilayered composites by controlling the properties of SiC layers. Si3N4/SiC multilayered composites with different SiC layers were fabricated by aqueous tape casting and pressureless sintering. Residual stresses were calculated by using ANSYS simulation, the maximum values of tensile and compressive stresses were 553.2MPa and −552.1MPa, respectively. Step-like fracture was observed from the fracture surfaces. Fraction of delamination layers increased with the residual stress, which can improve the reliability of the materials. Tensile residual stress was benefit to improving toughness and work of fracture, but the strength of the composites decreased.
Se ha investigado el efecto de las tensiones residuales en la resistencia, dureza y trabajo de fractura de los compuestos multicapa de Si3N4/SiC con diferentes capas de SiC. Puede ser una manera eficaz de diseñar y optimizar las propiedades mecánicas de los compuestos multicapa de Si3N4/SiC mediante el control de las propiedades de las capas de SiC. Los compuestos multicapa de Si3N4/SiC con diferentes capas de SiC se fabricaron por medio de colado en cinta en medio acuoso y sinterización sin presión. Las tensiones residuales se calcularon mediante el uso de la simulación ANSYS, los valores máximos de las fuerzas de tracción y compresión fueron 553,2MPa y −552,1MPa, respectivamente. Se observó una fractura escalonada a partir de las superficies de fractura. La fracción de capas de deslaminación aumenta con la tensión residual, lo que puede mejorar la fiabilidad de los materiales. La fuerza de tracción residual era beneficiosa para la mejora de la dureza y el trabajo de fractura, pero la resistencia de los compuestos disminuyó.
Ceramics, glasses and other inorganic non-metallic composites are characteristically brittle and their application is limited by the poor reliability. Lots of studies have been done to improve their toughness and reliability through phase transformation, addition of whisker or fiber, controlling or designing the microstructure and secondary phases [1–4]. However, high costs in association with low increment of toughness are the disadvantages of these methods.
Artificially multilayered composites with weak interfaces were firstly designed and fabricated by Clegg and co-wokers [5]. Lots of works have been done to fabricate the multilayered composites with weak interfaces which possessed high toughness and work of fracture, however, the strength of the composites were insufficient [6,7]. Liu and Hsu [8] fabricated Si3N4/BN multilayered composites by hot pressure sintering at 1750°C and 30MPa for 1.5h. These composites possessed high work of fracture (5500±1000J/m2), but the strength was low (181±51MPa). Another kind of multilayered composite with strong interface was firstly fabricated by Lange and co-works [9]. The multilayered composites with strong interfaces were difficult to show the crack deflection at the interface or not so significant. Generally the toughness and reliability of the composites were lower than the ones with weak interfaces under the same conditions but the strength was higher. Wang [10] prepared Si3N4/BN (SiC whiskers added in BN layers) multilayered composites by hot pressure sintering at 1820°C for 1.5h, the strength and fracture of the composite were up to 1124.6±143.2MPa and 7.8±0.6MPam1/2 respectively. However, no obvious layer delamination was found and the reliability of the samples was poor.
Residual stresses generated in the multilayered composites with strong interfaces, because of the differences in thermal expansion coefficient, Young's modulus, chemical reactions and phase transformations of the layers [11,12]. The compressive residual stresses developed in both surface and internal layers. The compressive stresses in the surface layer could enhance the strength of the samples, meanwhile, the internal compressive layer was used to design and improve the reliability of the composites [13,14]. Lots of works have been done to discuss the effect of residual stresses on the mechanical properties of multilayered composites, such as alumina–zirconia and alumina–mullite [15–18]. Bermejo and co-workers [15] prepared alumina–zirconia multilayered composites by slip casting. The compressive residual stresses generate by the phase transformation of ZrO2. The residual stresses were calculated using a 3D finite element model, the sample possessed high apparent fracture toughness (higher than twice of the monolithic material), however, the effects of tensile stresses were not discussed.
As described in this paper, the mechanical properties of SiC/Si3N4 multilayered materials can be optimized by adjusting SiC layers. SiC/Si3N4 multilayered composites with different SiC layers were fabricated by aqueous tape casting, laminating and pressureless sintering. High residual stresses generated during the sintering and cooling process because of the different thermal expansion coefficient and Young's modulus between Si3N4 and SiC layers. The residual stresses were calculated by ANSYS software via the properties of Si3N4 and SiC layers such as thermal expansion coefficient, Poison's ratio, Young's modulus and layer thickness. The effect of residual stresses on mechanical properties was discussed.
ExperimentalRaw materialsLow cost commercial α-Si3N4 powders (3–5μm, Qinhuangdao Yi-Nuo Nitride Co. Ltd. China) and β-SiC powders (3–5μm, Qinhuangdao Yi-Nuo Nitride Co. Ltd. China) were used as raw materials. The powder mixture of yttrium oxide (1–3μm, 99%, Fuguang Co. Ltd. China) and alumina (1–3μm, 99%, Fuguang Co. Ltd. China) in a weight ratio of 3:5 were used as sintering aids. The total concentration of the sintering aid was 10wt.% based on Si3N4 layers, and the concentration of the sintering aid based on SiC layers were 10wt.%, 20wt.% and 30wt.% respectively. Polyacrylic acid (PAA) (molecular weight 35,000, analytically pure, Fuguang Co. Ltd. China), polyvinyl alcohol (PVA) (molecular weight 1450, 99%, Zhongjia Co. Ltd. China), glycerol (analytically pure, Zhongjia Co. Ltd. China) and n-butyl alcohol (analytically pure, Zhongjia Co. Ltd. China) was used as a dispersant, binder, plasticizer and defoamer, respectively. The simethicone (analytically pure, Zhongjia Co. Ltd. China) was employed to treat the glass slab in order to strip the tapes easily.
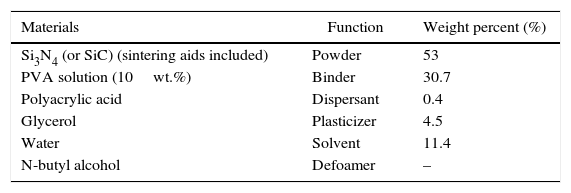
Preparation of green tapes and sintered samplesThe component of the slurry which was used to prepare Si3N4 and SiC green tapes was listed in Table 1. The slurry mentioned above was cast on a glass slab with a blade (LYJ, Beijing Dongfang Co. Ltd. China). The height of blade was 150μm and the casting speed was 0.2m/min. Drying process was conducted in open air at room temperature to obtain Si3N4 and SiC green tapes. Si3N4 and SiC green tapes were cut into roundness and the diameter was 60mm. The two kinds of green tapes were stacked and laminated each other at 60°C and 40MPa for 5min. The burning out process of the green tapes after lamination was conducted at 550°C in air for 2h with the heating rate of 0.5°C/min. The green samples after burning out were sintered at 1850°C for 1h under nitrogen atmosphere in a Si3N4/BN powder bed. The composites with different SiC layers which were adjusted by sintering aids, the labels and sintering aids content in Si3N4 and SiC layers were listed in Table 2.
The microstructure, fracture morphology and crack deflection of the multilayered composites were observed by scanning electron microscope (SEM, CamScan, Cambridge, UK). The universal testing machine (Instron-5500, Instron Engineering Corporation, USA) was employed to measure the flexural strength by three point bending, the size of the samples was 3mm×4mm×36mm with the span of the 30mm, the loading speed was 0.5mm/min. Single edge notched bend (SENB) method was used to measure the fracture toughness of the samples with the loading speed of 0.05mm/min, the size of the sample was 2mm×4mm×16mm and the depth of notch was 2mm. Work of fracture was obtained by calculating the area under the recorded load-displacement curve of the sample. The residual stresses were calculated by using ANSYS software. The strength, toughness and work of fracture of the composite were affirmed by the average of tens samples.
Results and discussionsMicrostructure of the compositesMicrograph of the Si3N4/SiC multilayered composites surface perpendicular to the stacking direction is shown in Fig. 1. There is no obvious difference between the three kinds of composites. Si3N4 (white) and SiC (black) layers have uniform thickness, which is benefited from the uniform thickness of the green tapes prepared in our previous work [19]. The thickness of the layers (∼150μm) is depended on the green tapes which can be controlled and adjusted easily. Because of the shrinkage of the composites during the sintering process, the layer thickness in the composites is thinner than the twice thickness of the green tapes.
 P10, (b) P20 and (c) P30.")
The sample P20 was used as an example to observe the microstructure of the multilayered composite. The SEM micrographs of P20 with dense Si3N4 and porous SiC layers are shown in Fig. 2. As can be seen from Fig. 2(a), no delamination and cracks was found and the thickness of Si3N4 and SiC layers is uniform. Si3N4 and SiC layers have similar thickness thus the effect of thickness ratio on the residual stresses can be eliminated [20]. The Si3N4 layers possessed high density (∼93.7%) no obvious residual pores was found. The size of β-Si3N4 grains in Si3N4 layers exhibits small bimodal distribution which is good for increasing the strength and toughness of the composites [21]. Amount of secondary phases (white parts) was observed, which was formed by the sintering aids (Y2O3 and Al2O3). The density of SiC layers is low (∼78.6%) and lots of pores were found in SiC layers (Fig. 2(c)). Low sintering active of SiC powder is the main reason for the low density of SiC layers. No defect such as delamination and cracks was found in the interface of the Si3N4 and SiC layers (Fig. 2(d)). Silicon nitride and SiC layers bonded tightly and the composites owned strong interfaces, thus the residual stresses took effect during the bending test.
Residual stresses of the composites laminated materials, (b) Si3N4 layers have high density, (c) porous SiC layers and (d) the interface of Si3N4 and SiC layers.")
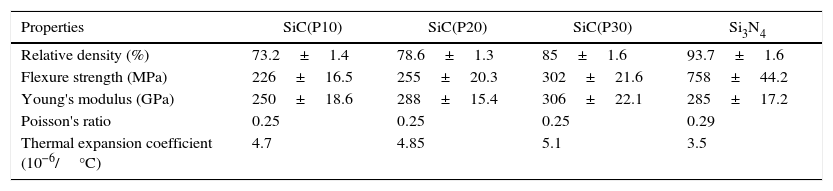
Residual stresses of the composites were calculated using ANSYS software by considering the deformation of the samples during the sintering process. The properties of Si3N4 and SiC layers gave great effects on the residual stresses of the composites as mentioned in introduction section. The properties of SiC and Si3N4 layers are listed in Table 3. Si3N4 and SiC ceramics were prepared as the same process with multilayered composites and the properties of SiC and Si3N4 were obtained by testing the sintered samples respectively. As can be seen in Table 3, Young's modulus and thermal expansion coefficient of the SiC layers increased with the content of sintering aids, which may be attributed to the increasing of density. Distribution of residual stresses is shown in Fig. 3. Tensile stresses existed in SiC layers and the Si3N4 layers suffered to compressive stresses. Residual stresses increased with the density of SiC layers which may be caused by increasing the distinction of thermal expansion coefficient, Young's modulus and Poisson's ratio between Si3N4 and SiC layers. The slight change of residual stresses along the thickness direction is caused by the deformation of the samples during the sintering and cooling process.
The properties of the Si3N4 and SiC layers in the multilayer composites.
| Properties | SiC(P10) | SiC(P20) | SiC(P30) | Si3N4 |
|---|---|---|---|---|
| Relative density (%) | 73.2±1.4 | 78.6±1.3 | 85±1.6 | 93.7±1.6 |
| Flexure strength (MPa) | 226±16.5 | 255±20.3 | 302±21.6 | 758±44.2 |
| Young's modulus (GPa) | 250±18.6 | 288±15.4 | 306±22.1 | 285±17.2 |
| Poisson's ratio | 0.25 | 0.25 | 0.25 | 0.29 |
| Thermal expansion coefficient (10−6/°C) | 4.7 | 4.85 | 5.1 | 3.5 |
 P10, (b) P20, and (c) P30, calculated by using the ANSYS software.")
Zhang and co-workers [22] estimated the residual stresses of the interface between SiC and YAlO3 by using the following equations. The tensile stress was up to 1335MPa which can weaken the inter-phase boundaries and improve the toughness of the sample. Eqs. (1) and (2) are employed in this paper to calculate the residual stresses and compared with the ones calculated by ANSYS simulation X.
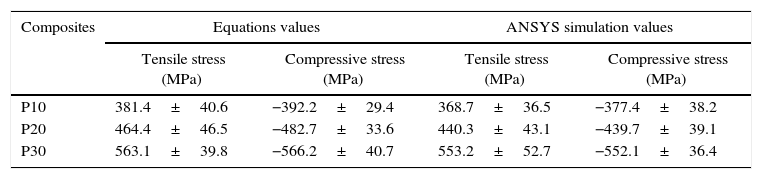
where Ei′=Ei(1−νi), Ec, En, νc and νn are the Young's modulus and Poisson's ratio of SiC and Si3N4, respectively. tc and tn are the thickness of SiC and Si3N4 layers and the value of the thickness ratio is 1 in this work. N is the number of the layers for SiC and Si3N4 and the value of N are 10. Δ¿ is the difference value of the thermals expansion coefficient between SiC and Si3N4 layers from the sintering temperature to the room temperature. The factors including Young's modulus, thermals expansion coefficient and Poisson's ratio of the layers have great effects on the residual stresses. The calculated values from equations and maximum values obtained from the ANSYS simulation are listed in Table 4. The results obtained by the given equations and ANSYS simulation are similar, which indicated that the ANSYS software can be used to calculate the residual stresses in this condition. The maximum tensile stresses can be developed as high as 563.1MPa and 553.2MPa for P30 obtained by using Eq. (1) and ANSYS software respectively. As known to all, the formation can release the residual stresses during sintering and cooling process. The values obtained from equations are slightly larger than the ones calculated from ANSYS simulation which was attributed to the consideration of formation in ANSYS software.

Residual stresses calculated by the given equations and the highest ones obtained by ANSYS simulation for the Si3N4/SiC multilayered composites.
| Composites | Equations values | ANSYS simulation values | ||
|---|---|---|---|---|
| Tensile stress (MPa) | Compressive stress (MPa) | Tensile stress (MPa) | Compressive stress (MPa) | |
| P10 | 381.4±40.6 | −392.2±29.4 | 368.7±36.5 | −377.4±38.2 |
| P20 | 464.4±46.5 | −482.7±33.6 | 440.3±43.1 | −439.7±39.1 |
| P30 | 563.1±39.8 | −566.2±40.7 | 553.2±52.7 | −552.1±36.4 |
The mechanical properties of the Si3N4/SiC multilayered composites are shown in Fig. 4. The samples P20 possess highest strength (455.6±30.2MPa) which may be caused by the high strength of SiC layers and low residual stresses. The samples P30 own best toughness (12.5±0.49MPam1/2) and work of fracture (6854±306.8J/m2) but the strength of P30 is lowest (278.2±24MPa). The value of work of fracture for the P30 was much higher even than the composites with weak interfaces [8], high tensile stresses in the composites may weaken the interface in this work, increase the number of delaminated layers, then improve the work of fracture of the composite. The strength of the samples was lower than the compressive stresses, which may be caused by the high tensile stresses in SiC layers, the results are in good agreement with the literature [14,18]. Higher strength values should be obtained because of the compressive stresses in the outer layers according to the literature [12], but the strength of P30 was only 278.2±24MPa, which was lower than the SiC ceramics. High tensile stresses were the main reason for the phenomenon. SiC layers of P30 have highest strength as shown in Table 3, and P30 should own higher strength than P10 and P20 according to the mixture rule. But the result was different with the predicted value. The residual stresses especially the tensile stresses in SiC layers may decrease the strength and improve the toughness and work of fracture of the samples. The influence of the residual stresses on the mechanical properties of the multilayered composites will be discussed in the following part.

Fig. 5 shows the load–displacement curves of the composites with different SiC layers. The load–displacement curves of the composites were obtained by using universal testing machine which conducted under high bending speed (0.5mm/min). Obvious graceful failure occurred for the composites which was good in agreement with the literatures [16–18]. The samples of P20 possessed highest load and the samples of P30 owned highest displacement which were good agreement with the mechanical properties showed in Fig. 4. No obvious slope change was found in the elastic region in the load–displacement curves. The displacements and load of the composite of P20 and P30 were higher than the literature [7], which caused higher work of fracture of the composites. High work of fracture gave good reliability of the composites. The high displacement of the samples may be caused by the high tensile stresses in the composites which will be discussed in the following section.
 P10, (b) P20 and (c) P30, P20 has highest load at the same time P30 own highest displacement value.")
The sample P20 was used as an example to reveal the fracture behavior of the multilayered composites. The fracture surface of P20 was shown in Fig. 6. Step-like fracture was observed. SiC and Si3N4 layers bonded together tightly and no obvious reaction was found. The density of Si3N4 layers were high and the strength of the Si3N4 layers was up to (758±44.2MPa), which was much higher than the porous SiC layers (255±20.3MPa). The pullout and broken rod-like β-Si3N4 grains, which provide high bending strength of Si3N4 layers, were observed in Si3N4 layers (shown in Fig. 6(b)). Rod-like β-Si3N4 grains exhibited small bimodal distribution which was beneficial to increasing the toughness and strength. The excellent mechanical properties of Si3N4 layers provided the strength and toughness of the multilayered composites.
Effect of residual stresses
The interfaces of the multilayered composites with different SiC layers were showed in Fig. 7. The interface de-bonded obviously with the increasing of tensile stresses, but the interface bonded tightly as showed in Fig. 7. The composites even P30 possessed strong interface and the residual stresses took effect during the bending test as showed in Fig. 8 in the next section. However, the tensile stresses weakened the interface greatly and the cracks expended along the interface with lower resistance. The weakened interface was beneficial for cracks expending and increasing the cracks length. Thus, the weakened interface, which caused by the increasing of tensile stresses was helpful for improving the fracture toughness of the composites.
 P10, (b) P20 and (c) P30.")
 P10, (b) P20 and (c) P30, obvious delaminated layers were observed.")
The side surfaces of the multilayered composites with different SiC layers after bending test at room temperature are shown in Fig. 8. The cracks generated from Si3N4 or SiC layers deflected into next layer and grew along the interfaces. The dense Si3N4 layers with high strength are the main load bearer, meanwhile, the strength of porous SiC layers is low, and the composites exhibited step-like fracture. As can be seen from Fig. 8, obvious delaminated layers were found (pointed by arrows). But as known to all, the multilayered composites with strong interface will be difficult to show the crack deflection at the interface because the strong bonding between the adjacent layers [9]. Zhang [22] thought that the interface could be weakened by high residual stress and then the cracks deflection and even layers delamination occurred, but the weakened interface may decline the strength of the sample. Increasing of cracks length, including cracks deflection and layers delamination, could improve the fracture toughness and work of fracture. First-level toughening mechanisms, generated by interfacial layers, were mainly contributed to high toughness of the laminated composites [10].
The effect of residual stresses on the fraction of delaminated layers of the composites is shown in Fig. 9. The measurement of the fraction of delaminated layers had been discussed in our previous work [23]. The number of delaminated layers increased with the tensile stresses which indicated that high tensile residual stresses are favor to delamination of the layers. The results are confirmed to the load–displacement curves of the composites. The delaminated layers can increase the crack length effectively and improve the reliability of the materials like the multilayered composites with weak interfaces. However, high residual stress can decrease the strength as discussed in previous section. The residual stress can be controlled by adjusting the properties of the layers including density, Young's modulus and thermal expansion coefficient. Thus it may be an effect way to design and optimize the multilayered composites by controlling the residual stresses.
Conclusions
Residual stresses of the Si3N4/SiC multilayered composites can be adjusted by controlling the properties of the SiC layers. The tensile residual stress increased from 368.7MPa to 553.2MPa in SiC layers whereas the compressive residual stress rose from −337.4MPa to −552.1MPa in Si3N4 layers when the density of SiC increased from ∼73.2% to ∼85%. The maximum strength was up to 455.6±30.2MPa for P20 at the same time the sample P30 had highest toughness (12.5±0.49MPam1/2) and work of fracture (6854±306.8J/m2). Obvious step-like fracture was found in the multilayered composites. The residual stresses can weaken the interface, increase the fraction of delaminated layers and improve the reliability of the materials, but decrease the strength. Consequently, it is feasible to design and optimize the SiC/Si3N4 multilayered composite by adjusting the properties of SiC layers.
This work was financial supported by the National Natural Science Foundation of China no. 51021002 and no. 51321061.

