









Este artículo presenta el desarrollo del Cuestionario de Compatibilidad Macroergonómica (CCM), el cual se enfoca en colectar datos sobre la aplicación de prácticas macroergonómicas respecto a los factores capital humano, organización, tareas, herramientas y tecnología, y condiciones ambientales en los sistemas de manufactura. El CCM comprende 3 secciones: datos demográficos, aplicación de prácticas macroergonómicas e importancia de estas. Las preguntas están formuladas con base en la revisión de literatura, y respondidas en escalas ordinales. La validación del CCM se realiza a través de un análisis factorial, y la opinión de los expertos. El CCM se aplicó a 188 empleados de sistemas de manufactura y 6 expertos en Ergonomía. De los empleados se obtuvo que solo 8 de las 23 variables analizadas tuvieron un valor de alfa de Cronbach<0.7, sin embargo, de los expertos se obtuvo que 5 de estas 8 variables fueron las más importantes dentro de su grupo, por lo cual se conservaron dentro del cuestionario.
This paper presents the development of a Macro-ergonomic Compatibility Questionnaire (MCQ), which focuses on collecting data about the implementation of macro-ergonomic principles which are related to human capital factors, organization, tasks, tools, technology as well as environmental conditions in manufacturing systems. The MCQ includes 3 sections: demographic data, application of macro-ergonomic principles and their importance. The questions are created according to the literature review, which are designed to be answered in ordinal scale. The MCQ validation is performed by a factorial analysis and experts’ opinion. This instrument was administered to 188 manufacturing systems’ employees and 6 ergonomics experts. The employees’ results showed that only 8 of the 23 variables analyzed presented a value of Cronbach's alpha<0.7, however, experts’ results presented that 5 of 8 variables were the most important in their group, therefore they were maintained in the questionnaire.
Ergonomía es la disciplina científica que se encarga del conocimiento teórico y fundamental del comportamiento y desempeño humano en los sistemas de interacción sociotécnica, así como de la aplicación de dicho conocimiento para el diseño de las interacciones en escenarios reales (Wilson, 2000). La Ergonomía puede traer varios beneficios para las empresas de manufactura que la aplican adecuadamente, como por ejemplo, mejorar los procesos de producción, disminuir el nivel de riesgos de trabajo y mejorar la calidad de vida laboral de los empleados, lo cual a su vez se traduce en una ventaja competitiva para la empresa (García-Acosta y Lange-Morales, 2008). La Ergonomía se divide en 2 subdisciplinas: la Microergonomía y la Macroergonomía. La Microergonomía se encarga del análisis de las interacciones hombre-máquina en contraposición a factores externos, mientras que la Macroergonomía hace hincapié en una visión más amplia de todo el diseño de sistemas de trabajo, examinando los entornos organizacionales, cultura, historia y objetivos definidos de manera amplia (Morel, Amalberti y Chauvin, 2009).
Varios cuestionarios han sido desarrollados y validados con el propósito de evaluar y mejorar el diseño del trabajo. Por ejemplo, Karasek et al. (1998) formularon el Cuestionario del Contenido de Trabajo (Job Content Questionnaire, JCQ), y Morgeson y Humphrey (2006) crearon el Cuestionario del Diseño del Trabajo (Work Design Questionnaire, WDQ). Ambos cuestionarios se enfocan en recabar información sobre las demandas, ventajas y condiciones de una tarea específica, es decir, a nivel microergonómico. Por otro lado, Carayon y Hoonakker (2004) desarrollaron el Cuestionario Organizacional Macroergonómico (Macroergonomic Organizational Questionnaire Survey, MOQS), el cual, más que ser un cuestionario, representa una metodología para desarrollar un cuestionario macroergonómico.
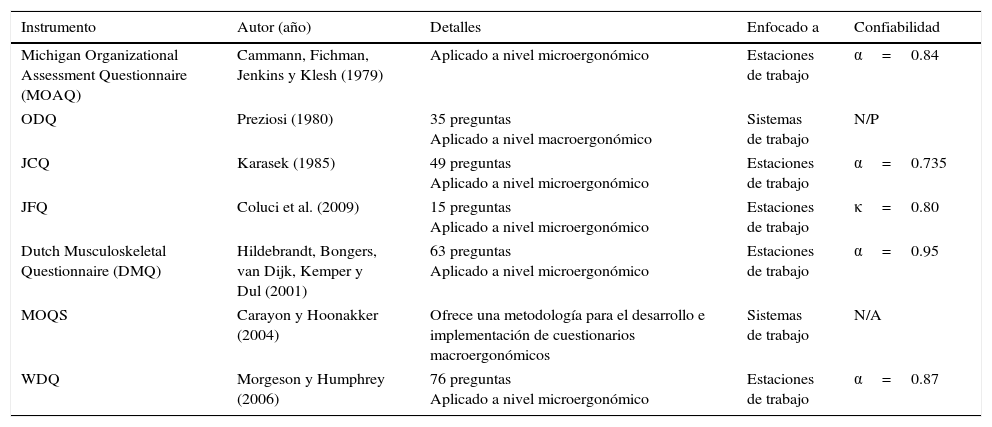
Algunos otros cuestionarios para evaluar y mejorar el diseño del trabajo son el Cuestionario de Diagnóstico Organizacional (Organizational Diagnosis Questionnaire, ODQ) (Preziosi, 1980) y el Cuestionario de Factores del Trabajo (Job Factors Questionnaire, JFQ) (Coluci, Alexandre y Rosecrance, 2009). Sin embargo, ninguno de ellos recoge de manera simultánea información sobre las prácticas macroergonómicas (PM) realizadas dentro de los sistemas de manufactura en relación con el capital humano, las condiciones organizacionales, las herramientas y tecnología utilizadas por los trabajadores, y las condiciones ambientales a las cuales estos están expuestos. La tabla 1 muestra cuestionarios utilizados para obtener información sobre aspectos ergonómicos.
Cuestionarios para la obtención de datos de Ergonomía
| Instrumento | Autor (año) | Detalles | Enfocado a | Confiabilidad |
|---|---|---|---|---|
| Michigan Organizational Assessment Questionnaire (MOAQ) | Cammann, Fichman, Jenkins y Klesh (1979) | Aplicado a nivel microergonómico | Estaciones de trabajo | α=0.84 |
| ODQ | Preziosi (1980) | 35 preguntas Aplicado a nivel macroergonómico | Sistemas de trabajo | N/P |
| JCQ | Karasek (1985) | 49 preguntas Aplicado a nivel microergonómico | Estaciones de trabajo | α=0.735 |
| JFQ | Coluci et al. (2009) | 15 preguntas Aplicado a nivel microergonómico | Estaciones de trabajo | κ=0.80 |
| Dutch Musculoskeletal Questionnaire (DMQ) | Hildebrandt, Bongers, van Dijk, Kemper y Dul (2001) | 63 preguntas Aplicado a nivel microergonómico | Estaciones de trabajo | α=0.95 |
| MOQS | Carayon y Hoonakker (2004) | Ofrece una metodología para el desarrollo e implementación de cuestionarios macroergonómicos | Sistemas de trabajo | N/A |
| WDQ | Morgeson y Humphrey (2006) | 76 preguntas Aplicado a nivel microergonómico | Estaciones de trabajo | α=0.87 |
N/A: no aplica; N/P: no proporcionado.
Fuente: Elaboración propia.
Se puede observar que solo 2 instrumentos (MOQS y ODQ) tienen un enfoque macroergonómico, sin embargo, de estos solo el ODQ representa un cuestionario, del cual se desconoce su confiabilidad, y únicamente recaba información sobre cuestiones organizacionales. Por otro lado el cuestionario presentado en este artículo es un cuestionario validado estadísticamente que recoge información sobre la aplicación de PM respecto a los factores de capital humano, organización, tecnología, tareas y condiciones ambientales en sistemas de manufactura.
Enfoque de la investigaciónEl principal propósito de esta investigación es desarrollar y validar un Cuestionario de Compatibilidad Macroergonómica (CCM) para obtener información sobre la aplicación de PM en los sistemas de manufactura. De manera más específica, el propósito del CCM es obtener información para medir la compatibilidad macroergonómica de los sistemas de manufactura, así como de los factores y elementos macroergonómicos que lo componen. Debido a que las PM sirven como punto de partida para medir dicha compatibilidad, se busca medir también la importancia asignada a estas prácticas para cada uno de los elementos macroergonómicos. De manera general, los 2 conceptos fundamentales de investigación en el CCM serían:
- 1.
Obtener información sobre la aplicación de PM en las empresas y la percepción que tienen los trabajadores sobre las mismas.
- 2.
Determinar la importancia que dan los trabajadores a la aplicación de PM respecto a un determinado elemento de su empresa.
El sector maquilador es clave en la industria de México, ya que incluye 5,024 establecimientos manufactureros, lo que genera un total de 2,280,504 empleos directos a nivel nacional y una facturación de 7,233.37 millones de US$ por trimestre. El estudio aquí presentado analiza la industria maquiladora del estado de Chihuahua, uno de los 31 estados que conforman el país. El Estado de Chihuahua representa el 13.6% de los ingresos totales de la industria maquiladora de México, empleando a 323,794 trabajadores y se encuentran establecidas 477 empresas. (Instituto-Nacional-de-Estadística-Geografía-e-Informática-(INEGI) (INEGI, 2015).
Debido al entorno de trabajo industrial que se tiene en esa región, el objetivo de este artículo es presentar el desarrollo y validación del CCM, el cual se enfoca en obtener información sobre las PM efectuadas dentro de los sistemas de manufactura para cada uno de los factores macroergonómicos. La información obtenida a través del CCM podrá ser utilizada para evaluar la compatibilidad macroergonómica de los sistemas de manufactura, así como sus factores y elementos macroergonómicos.
MetodologíaLa metodología para la obtención del CCM comprende el desarrollo del mismo, su aplicación a empresas de la industria de manufactura de Chihuahua, México y la validación del mismo. La figura 1 muestra la secuencia de la metodología aplicada.
Desarrollo del CCMFormulación inicial de preguntas
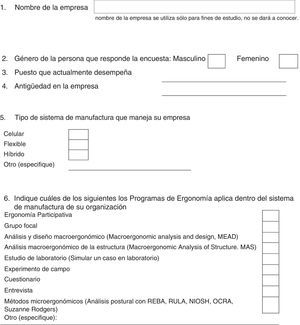
El desarrollo del CCM comprende 3 secciones: datos demográficos de la empresa, aplicación de PM y la importancia asignada a estas.
La sección de datos demográficos recaba información sobre género de la persona encuestada, el puesto que actualmente desempeña y antigüedad en el mismo; además del tipo de sistema de manufactura utilizado en esta y los métodos macroergonómicos que aplica.
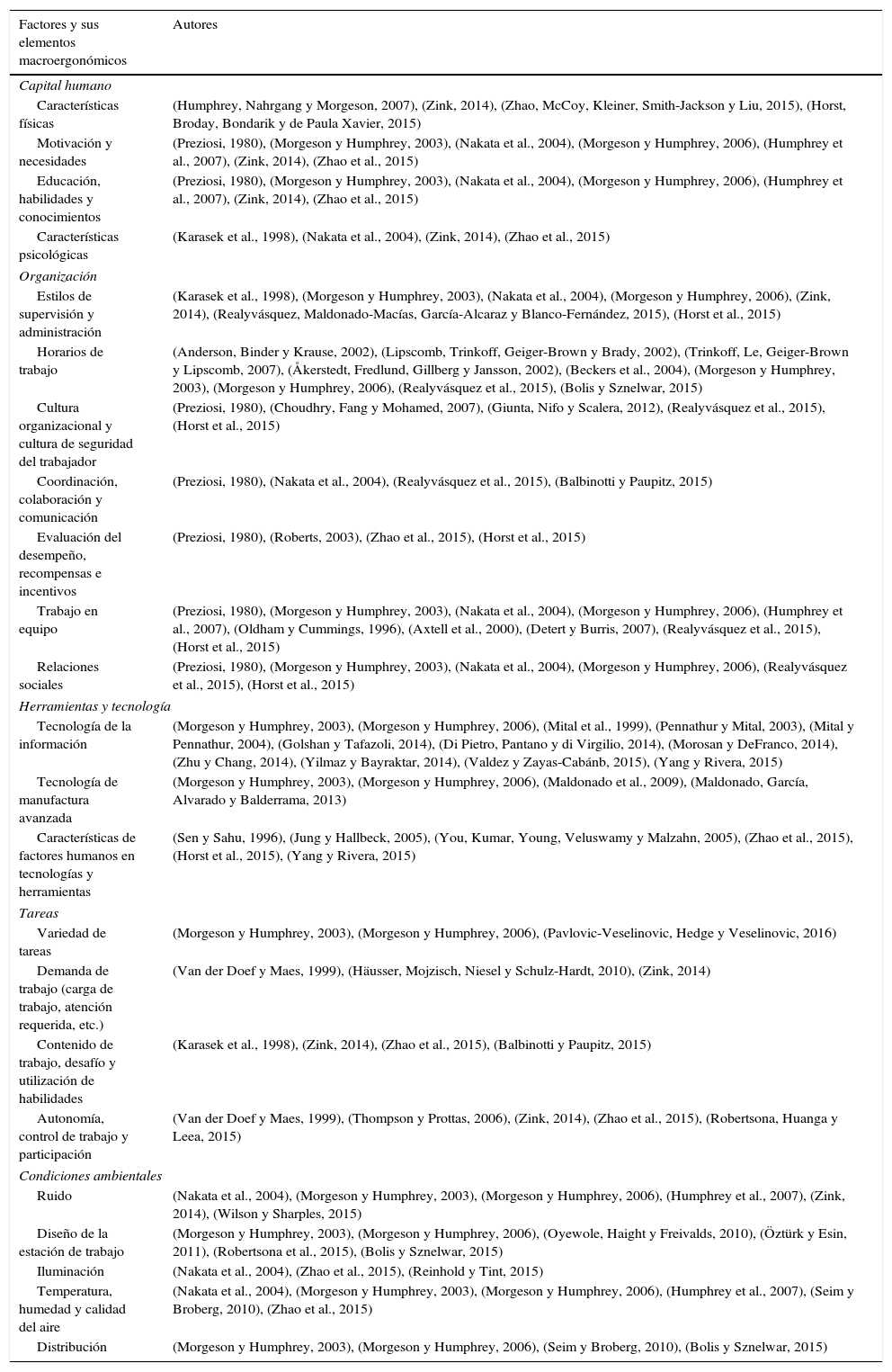
Un paso básico en la investigación es la determinación de las variables que permiten medir la compatibilidad macroergonómica de los sistemas de manufactura y formular preguntas sobre las PM en dichas variables. Algunos autores, como Kleiner (1998, 2006, 2008), definen 4 principales variables macroergonómicas: capital humano, condiciones organizacionales, herramientas y tecnología, y condiciones ambientales. Por otro lado, el modelo de Carayon et al. (2006) incluye, además de las 4 variables definidas por Kleiner (1998, 2006, 2008), la variable tareas. Estas variables son conocidas como factores macroergonómicos y son divididos en variables más simples conocidas como elementos macroergonómicos, los cuales son tomados como base y adaptados para la formulación de preguntas sobre las PM en sistemas de manufactura.
La tabla 2 muestra la revisión de literatura para cada factor macroergonómico y sus correspondientes elementos.
Revisión de literatura para los elementos macroergonómicos
Fuente: Elaboración propia.
A partir de 150 preguntas iniciales se realiza una revisión de su contenido con la finalidad de eliminar aquellas que tengan significados similares. La revisión se lleva a cabo en colaboración con personal experto en Ergonomía y/o personal con experiencia en la elaboración de cuestionarios.
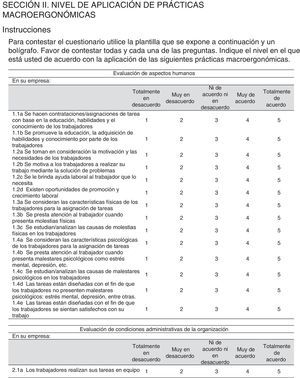
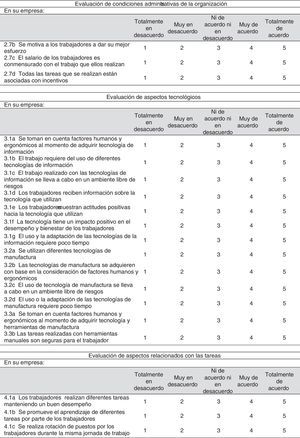
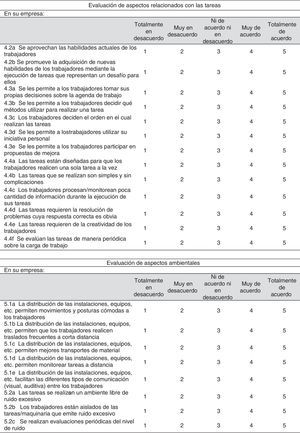
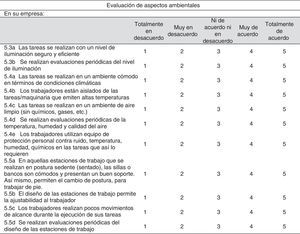
Definición de escalas de respuestaPara las respuestas del CCM se utiliza una escala tipo Likert difusa de 5 pasos, la cual ha sido aplicada de manera efectiva en otros estudios recientes y similares (García, Maldonado, Alvarado y Rivera, 2014; Glover, Farris, van Aken y Doolen, 2011; Li, 2013; Likert, 1932), la cual permite medir el grado en el cual los sistemas de manufactura aplican las PM. Los pasos de dicha escala son: 1) Totalmente en desacuerdo, 2) Muy en desacuerdo, 3) Ni de acuerdo ni en desacuerdo, 4) Muy de acuerdo, 5) Totalmente en desacuerdo. Esta escala se utiliza para medir el grado de aplicación de PM en los sistemas de manufactura.
Para las preguntas sobre la importancia que asignan los empleados de los sistemas de manufactura y el personal experto en ergonomía a la realización de PM en cada uno de los elementos macroergonómicos se utiliza la escala difusa (Celik, Kahraman, Cebi y Er, 2009), la cual también comprende 5 pasos: 1) Muy bajo, 2) Bajo, 3) Medio, 4) Alto, 5) Muy alto.
Aplicación del CCMSelección del ámbito de la muestraEl personal encuestado comprende 2 grupos: 1) mandos medios y superiores de sistemas de manufactura, y 2) personal experto en Ergonomía. Del primer grupo se obtiene información sobre las PM aplicadas en los sistemas de manufactura, mientras que el segundo grupo permite acceder a información relacionada con la importancia de las PM para cada uno de los elementos macroergonómicos, por lo que para este último grupo solo aplica la sección 3 del CCM.
La información de contacto para los miembros del primer grupo se ha obtenido de las base de datos del INEGI, y de la Asociación de Maquiladoras, A. C. (AMAC), actualmente denominada INDEX. Estas listas permiten el acceso a listas de registro de empresas del sector industrial en Chihuahua, México.
Criterios de inclusión para la aplicación del CCMComo se ha indicado en el párrafo anterior, el cuestionario se aplica a mandos medios y superiores de sistemas de manufactura. Para los empleados de sistemas de manufactura, la elección de los encuestados entre los mandos medios y superiores se debe a que estos tienen una visión más general del sistema de manufactura en el que trabajan, sus operaciones, deficiencias y oportunidades de mejora. El personal encuestado incluye ingenieros, supervisores, gerentes y jefes de grupo.
Para el personal experto en Ergonomía se aplica un cuestionario que únicamente incluye la tercera sección del CCM. A continuación se listan los principios de inclusión de los expertos en Ergonomía:
- 1.
Poseer experiencia en la industria de manufactura.
- 2.
Estar en posesión de una certificación en Ergonomía.
- 3.
Pertenecer, o haber pertenecido a organizaciones nacionales y/o internacionales de Ergonomía.
- 4.
Tener publicaciones en revistas y/o congresos.
- 5.
Contar con una experiencia mínima de 10 años en el área de Ergonomía.
- 6.
Poseer experiencia en Salud Ocupacional.
- 7.
Contar con un título de posgrado relacionado con Ergonomía.
Los datos obtenidos de las empresas de manufactura son capturados en el software Pasw Statistic 21®. Antes del proceso de validación, se ha realizado una depuración de los datos sustituyendo los valores perdidos por la mediana, esto debido a que los datos se encuentran en una escala ordinal (en una escala tipo Likert) (García et al., 2014; Hair, Tatham, Anderson y Black, 2006), pero también se han estandarizado los ítems o variables para identificar posibles valores extremos, para lo cual se realizaron diagramas de caja y un proceso de estandarización, donde se considera valor extremo a una observación que tiene un valor absoluto estandarizado mayor a 4. Esos valores extremos fueron sustituidos con la mediana de los datos también.
La validación del cuestionario se ha realizado en 2 etapas, la primera validación se ha obtenido mediante el índice alfa de Cronbach para cada dimensión (elemento macroergonómco), para los cuales se busca que existan valores superiores a 0.7, ya que ese es el valor de corte recomendado por varios autores (Cronbach, 1951; Fornell y Larcker, 1981; García et al., 2014; Nunnally, 1978; Nunnally y Bernstein, 2005). Después, se ha realizado un análisis factorial a cada uno de los elementos macroergonómicos, donde se aplica la prueba de esfericidad de Bartlett y la prueba de Kaiser-Meyer-Olkin para determinar la viabilidad del mismo (Schulze, Hilger y Engelberg, 2015). La rotación elegida fue varimax por ofrecer una mayor extracción de la varianza y asignarla a solamente un factor (Wang, Liu y Tu, 2005), pero además, con la finalidad de minimizar el número de ítems en cada una de las variables analizadas, se ha hecho uso de aquellas que tuvieran una comunalidad mayor a 0.5 (Kamboj et al., 2014).
Opinión de expertos en ergonomíaAl igual que los datos proporcionados por las empresas, los datos ofrecidos por los expertos también son capturados en el software Pasw Statistic 21®, con la finalidad de obtener la mediana de la importancia en una escala de 1 a 5, proporcionada para cada uno de los elementos macroergonómicos.
La opinión del personal experto en Ergonomía es comparada con los resultados obtenidos en el análisis factorial, con la finalidad de determinar si aquellos elementos macroergonómicos que tengan un valor de alfa de Cronbach menor a 0.7 son realmente importantes para medir la compatibilidad macroergonómica según los expertos, y así justificar su inclusión en el CCM. Como se observa en la figura 1, se retorna a la etapa 1 de la Metodología, al paso selección, revisión y reducción de preguntas, para definir la cantidad final de estas.
Resultados y discusiónDesarrollo del CCMDe las 150 preguntas originales, se eliminaron 30, 23 de las cuales correspondieron a una sección llamada frecuencia, la cual se fusionó con la sección de importancia, debido a que, según los revisores, cuanto más frecuente se aplique una PM, mayor es su importancia. Las otras 7 preguntas se eliminaron debido a que tenían significados similares con otras. Al final el CCM se desarrolló dividido en 3 secciones y comprendiendo un total de 120 preguntas divididas de la siguiente manera:
- 1)
Sección 1: 6 preguntas para la sección de datos demográficos.
- 2)
Sección 2: 92 preguntas para la aplicación de PM.
- 3)
Sección 3: 22 preguntas para la asignación de importancia de las PM.
A su vez, las 92 preguntas de la sección 2 quedan divididas en los 5 factores macroergonómicos, tal como se indica en la tabla 3.
El CCM está estructurado de manera que permite obtener información detallada respecto a la aplicación de PM en cada uno de los factores macroergonómicos y sus respectivos elementos. La cantidad de 120 preguntas resulta relativamente muy alta en comparación con otros cuestionarios, esto debido a la cantidad de información que el CCM pretende recabar. Sin embargo, el CCM tiene la característica de ser flexible en cuanto a que puede ser contestado en diferentes sesiones de acuerdo a la disponibilidad de tiempo del encuestado.
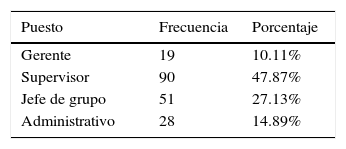
Aplicación del CCMEl CCM se aplica a 188 empleados con cargos de mandos medios y superiores en empresas de manufactura de Chihuahua, México. La tabla 4 muestra la distribución de frecuencias y los porcentajes de aplicación de las encuestas del CCM.
Se puede observar que la mayoría de los participantes (75%) son jefes de grupo y supervisores, los cuales tienen más interacción con la tecnología y las tareas incluidas dentro de los procesos de manufactura dentro del grupo de encuestados. Esto incrementa la credibilidad en cuanto a la aplicación de PM en las instalaciones del proceso de manufactura. Por otro lado, la cantidad de encuestados en puestos gerenciales y administrativos (25%) representa un complemento a la aplicación de PM en los procesos de manufactura, ya que esto proporcionó información sobre las PM aplicadas principalmente en tareas de oficina.
En el caso de los expertos en Ergonomía se cuenta con la opinión de 6 profesionales del área. Los expertos cumplen ampliamente los requisitos de inclusión, tales como una amplia experiencia profesional en la industria maquiladora y poseer certificaciones en Ergonomía. También es importante señalar que prácticamente la totalidad de ellos son miembros de organizaciones internaciones o nacionales de Ergonomía, han presentado ponencias en congresos científicos o son autores de artículos de investigación en el ámbito ergonómico.
El cumplimiento de todas las características por la mayoría de los expertos garantiza una mayor confiabilidad de los resultados de la importancia de las PM y en la validación final del CCM.
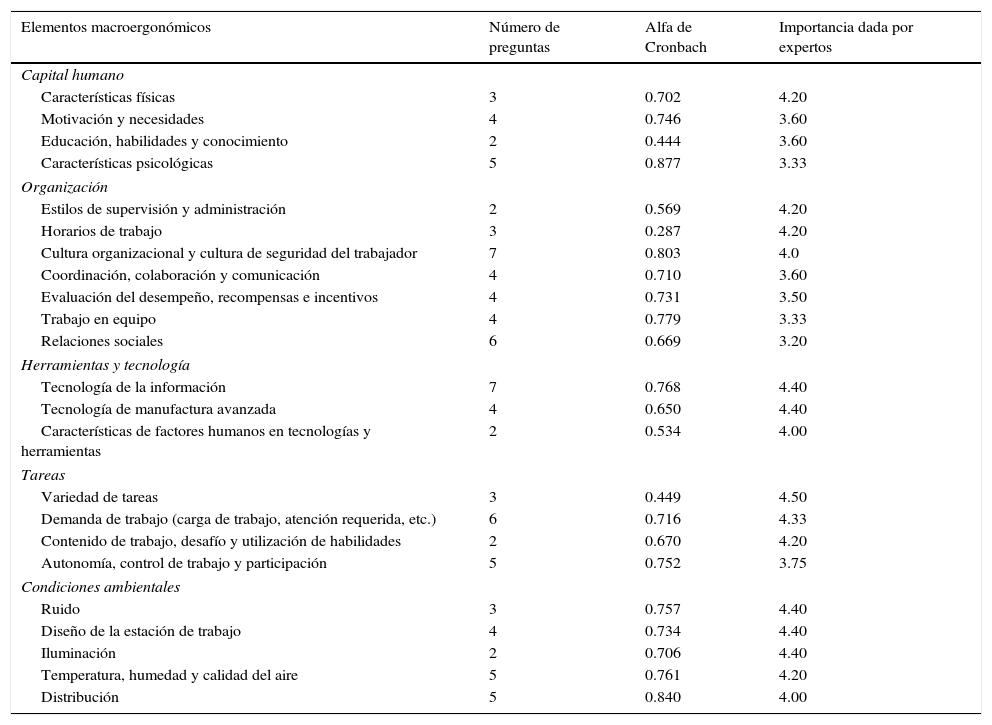
Validación del CCMEn la tabla 5 se ilustra el análisis estadístico para la validación del cuestionario, en el que se muestra que la mayoría de los elementos macroergonómicos, con sus correspondientes preguntas, tienen un valor de alfa de Cronbach mayor a 0.7. Sin embargo, se puede apreciar que para algunos elementos esta condición no se cumple. En la tabla 5 también se muestra cada elemento macroergonómico con su correspondiente cantidad de preguntas formuladas, y la mediana de la importancia asignada por expertos (en una escala de 1 a 5), agrupados por factores y ordenados de manera descendente de acuerdo a la importancia dada.
Validación e importancia de los elementos macroergonómicos
| Elementos macroergonómicos | Número de preguntas | Alfa de Cronbach | Importancia dada por expertos |
|---|---|---|---|
| Capital humano | |||
| Características físicas | 3 | 0.702 | 4.20 |
| Motivación y necesidades | 4 | 0.746 | 3.60 |
| Educación, habilidades y conocimiento | 2 | 0.444 | 3.60 |
| Características psicológicas | 5 | 0.877 | 3.33 |
| Organización | |||
| Estilos de supervisión y administración | 2 | 0.569 | 4.20 |
| Horarios de trabajo | 3 | 0.287 | 4.20 |
| Cultura organizacional y cultura de seguridad del trabajador | 7 | 0.803 | 4.0 |
| Coordinación, colaboración y comunicación | 4 | 0.710 | 3.60 |
| Evaluación del desempeño, recompensas e incentivos | 4 | 0.731 | 3.50 |
| Trabajo en equipo | 4 | 0.779 | 3.33 |
| Relaciones sociales | 6 | 0.669 | 3.20 |
| Herramientas y tecnología | |||
| Tecnología de la información | 7 | 0.768 | 4.40 |
| Tecnología de manufactura avanzada | 4 | 0.650 | 4.40 |
| Características de factores humanos en tecnologías y herramientas | 2 | 0.534 | 4.00 |
| Tareas | |||
| Variedad de tareas | 3 | 0.449 | 4.50 |
| Demanda de trabajo (carga de trabajo, atención requerida, etc.) | 6 | 0.716 | 4.33 |
| Contenido de trabajo, desafío y utilización de habilidades | 2 | 0.670 | 4.20 |
| Autonomía, control de trabajo y participación | 5 | 0.752 | 3.75 |
| Condiciones ambientales | |||
| Ruido | 3 | 0.757 | 4.40 |
| Diseño de la estación de trabajo | 4 | 0.734 | 4.40 |
| Iluminación | 2 | 0.706 | 4.40 |
| Temperatura, humedad y calidad del aire | 5 | 0.761 | 4.20 |
| Distribución | 5 | 0.840 | 4.00 |
Fuente: Elaboración propia.
Un ordenamiento general con base en la importancia dio como resultado que los expertos en Ergonomía consideran más importantes elementos como la variedad de tareas que realizan los trabajadores, la tecnología de la información y la tecnología de manufactura avanzada utilizada dentro de la empresa, el diseño de la estación de trabajo, y el ruido al que están expuestos los empleados. Mientras que los menos importantes son las relaciones sociales, el trabajo en equipo, las características psicológicas de los empleados, la evaluación del desempeño, recompensas e incentivos hacia los trabajadores, y la coordinación, colaboración y comunicación.
Algunos elementos como educación, habilidades y conocimiento, estilos de supervisión y administración, horarios de trabajo, tecnología de manufactura avanzada y variedad de tareas tienen un valor alfa de Cronbach menor a 0.7. Por lo cual, en primera instancia deben ser eliminados del cuestionario, ya que no se tiene la suficiente confiabilidad de que explican la compatibilidad macroergonómica. Sin embargo, al comparar la segunda y tercera columna de la tabla 5 se puede ver que estos elementos tienen los valores más altos en cuanto a la importancia asignada por expertos. Por esta razón se decide conservarlos como elementos macroergonómicos dentro del CCM, aunque la estructura y legibilidad de las preguntas debe ser mejorada. Por lo anterior, se puede decir que el CCM es plenamente validado.
Al hacer un ordenamiento por grupos, tomando en cuenta la cantidad de preguntas para cada elemento, dio como resultado que, por lo general, a mayor cantidad de preguntas se obtenía un mayor valor de alfa de Cronbach. Una excepción fue el elemento de relaciones sociales, para el cual, con 6 preguntas (segundo en su grupo), se obtuvo un valor alfa de Cronbach igual a 0.669, que es menor a 0.7. En el anexo I se muestra el cuestionario con todas las preguntas de las secciones 1 y 2. La sección 3 fue excluida, ya que solo recoge información sobre la importancia de aplicación de PM para cada uno de los elementos macroergonómicos.
Conclusiones y recomendacionesSe ha desarrollado un CCM, el cual se diferencia de otros cuestionarios macroergonómicos en que contiene secciones que permiten recolectar información para tener una visión más clara, detallada, y a la vez general de la aplicación e importancia de PM en las empresas de manufactura. Esto es debido a que ofrece una cobertura detallada de cada elemento macroergonómico a través de las preguntas, y una cobertura general al incluir en un solo instrumento los 5 factores macroergonómicos más mencionados en la literatura. Por esto, y por los resultados obtenidos en la validación del CCM, se concluye que este es efectivo y eficiente, conteniendo las siguientes ventajas:
- •
Representa una herramienta y un avance en uno de los mayores desafíos que enfrentan actualmente los investigadores en el área de Ergonomía: el de crear un modelo matemático que permita medir la compatibilidad de sistemas de trabajo de manera amplia y detallada.
- •
Permite recabar datos para realizar análisis estadísticos tanto a nivel empresa como a nivel sector.
- •
Facilita la detección de elementos y factores macroergonómicos que requieren mayor nivel de aplicación de PM para así mejorar la sustentabilidad de los sistemas de trabajo.
- •
Permite monitorizar el avance en la aplicación de PM y comparar resultados a través del tiempo.
En un sentido académico, el CCM representa un nuevo instrumento que puede ser aplicado para evaluar la compatibilidad macroergonómica de diferentes sectores de trabajo (manufactura, salud, educación, etcétera) realizando las adaptaciones necesarias.
Como recomendaciones de futuro, los autores de este artículo consideran que es importante realizar estudios e investigaciones en cuanto a:
- •
Incrementar la cantidad de preguntas en aquellos elementos macroergonómicos para los cuales se obtuvo un valor alfa de Cronbach menor a 0.7.
- •
La aplicación del CCM a más empresas dentro de México, EE. UU. y países de otras regiones, esto con la finalidad de incrementar la validez del CCM y el conocimiento de la aplicación de PM.
- •
El desarrollo de un programa informático que facilite la aplicación de CCM y el procesamiento de los datos.
- •
El desarrollo de un índice que permita medir la compatibilidad macroergonómica de los sistemas de manufactura a partir de la aplicación de PM, y la importancia asignada a estas por las empresas y por expertos en Ergonomía.
- •
Difundir y aplicar el CCM dentro de instituciones académicas con la finalidad de extender su aplicación a otros sectores industriales.
Los autores de esta investigación quieren agradecer a las empresas del sector maquilador del Estado de Chihuahua, México, la aportación de su valiosa información, lo mismo que a los expertos en Ergonomía por ayudar a definir los niveles de importancia de la aplicación de PM. De igual forma se agradece al Consejo Nacional de Ciencia y Tecnología (CONACYT) su valioso apoyo económico para la investigación.

La revisión por pares es responsabilidad de la Universidad Nacional Autónoma de México.