

















Junto a las estructuras de coronas y puentes, así como a los inlays, onlays y carillas, la confección de coronas telescópicas primarias de cerámica sin metal constituye una posibilidad, acreditada desde hace más de diez años, para la utilización del método asistido por ordenador en la prótesis dental. Con ayuda de la nueva generación de software inLab 4.0, resultan posibles el diseño y el fresado asistidos por ordenador de coronas telescópicas primarias. Las coronas brutas así obtenidas requieren tan solo un acabado mínimo. Mediante la galvanoformación se confeccionan las piezas secundarias y se integran en la estructura terciaria.
Introducción
Cuando, con los avances continuos en la cerámica dental, se dispuso de un material con la suficiente resistencia mecánica, se antojó perfectamente lógico su uso para la confección de coronas telescópicas primarias de cerámica sin metal. Además de ventajas estéticas, se evitan también problemas inherentes al sistema, como por ejemplo alteraciones de la fricción a causa de la soldadura en frío. Así lo confirman los estudios in-vitro realizados por Körber3 y Becker1. En consecuencia, Weigl9 presentó por primera vez coronas primarias de cerámica sin metal IPS Empress (Ivoclar Vivadent, Schaan, Liechtenstein) en combinación con coronas secundarias metálicas como un elemento de retención nuevo y biocompatible. Este sistema satisface, por lo menos en gran medida, los requisitos planteados a un elemento de retención ideal, tales como una escasa acumulación de placa, la facilidad de manipulación para el paciente, las fuerzas de arrancamiento constantes, la ausencia de desgaste así como una inversión protésica y clínica razonable9.
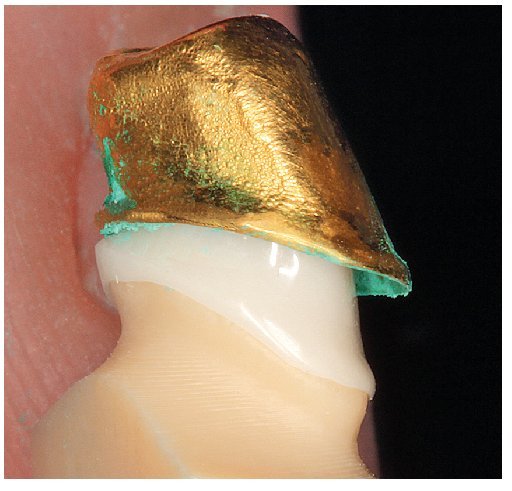
Lamentablemente, en última instancia el material utilizado en esta fase temprana (IPS Empress) se ha revelado como no lo suficientemente estable para el rendimiento a largo plazo. Con la consolidación de las primeras tecnologías CAD/CAM en el laboratorio protésico y, por consiguiente, la posibilidad de utilizar materiales nuevos y más estables, se retomó la idea5. Durante esta fase se utilizó cerámica de infiltración (VITA In-Ceram Alumina/Zirconia, Vita Zahnfabrik, Bad Säckingen, Alemania). En el curso de esta evolución, se optimizó el software con objeto de conseguir, una vez escogida, una dirección de inserción común para todas las coronas de un caso6. Sobre esta base, los autores trataron con prótesis telescópicas a un gran número de pacientes (fig. 1). Desafortunadamente, no se conservó esta opción al introducir la versión en 3D del software de laboratorio inLab (Sirona, Bensheim, Alemania). Además, en la cerámica de infiltración también surgieron problemas en cuanto al material. Dado que el producto de solubilidad de VITA In-Ceram se sitúa por debajo de la norma exigida para la permanencia en la cavidad oral, esta cerámica debe ser recubierta siempre mediante un glaseado2,7. Esto se opone al fresado final y el pulido necesarios de las coronas primarias. Sobre la base de las experiencias clínicas propias, actualmente tampoco puede recomendarse ya la utilización de VITA In-Ceram. Además de tinciones antiestéticas debidas al desgaste de las cofias galvánicas con elevado contenido en oro, en el curso de la utilización prolongada se produjeron también fracturas de la cerámica (figs. 2 y 3).

Fig. 1. Un trabajo con coronas primarias de cerámica sin metal confeccionadas de forma asistida por ordenador en el año 2002. En aquel entonces se utilizaba con material VITA In-Ceram Alumina.

Fig. 2. Lamentablemente, con frecuencia se producían fracturas en la cerámica de infiltración utilizada. Aquí se aprecia un típico desconchamiento cervical tras cinco años de utilización.

Fig. 3. Asimismo, con relativa frecuencia se observaban en la cerámica tinciones antiestéticas que además eran muy difíciles de eliminar.
En la actualidad, el dióxido de zirconio se ha consolidado como el material estándar en el ámbito de la cerámica sin metal. Posee una resistencia considerablemente superior a la de la cerámica de infiltración, y es fresable y pulible en la fase final. Pese a que también con el dióxido de zirconio surgen problemas a causa de la absorción de agua, en este caso el procedimiento hace innecesario el recubrimiento mediante glaseado. Un inconveniente claro radica en el hecho de que las cofias fresadas en estado bruto no pueden probarse ni trabajarse en la fresadora paralela, puesto que el material todavía se contrae considerablemente en el curso del proceso de sinterización. Durante la manipulación en estado sinterizado deben observarse estrictamente las reglas habituales, y no está exenta de problemas debido al grosor de capa muy reducido en algunos casos. A diferencia del software inLab, en el que durante años se ignoró la necesidad de una confección cualificada de las coronas primarias de cerámica sin metal, hoy en día están disponibles para esta aplicación softwares de laboratorio de otros proveedores. Por lo tanto, actualmente existen valores empíricos para el uso del dióxido de zirconio en la técnica de prótesis telescópicas4. Los resultados a largo plazo se sitúan en el rango de las formas de restauración acreditadas y permiten contemplar con optimismo el uso futuro de la cerámica sinterizada10. Estas perspectivas se han visto confirmadas también por las experiencias propias.
Confección de las coronas telescópicas primarias asistida por ordenador
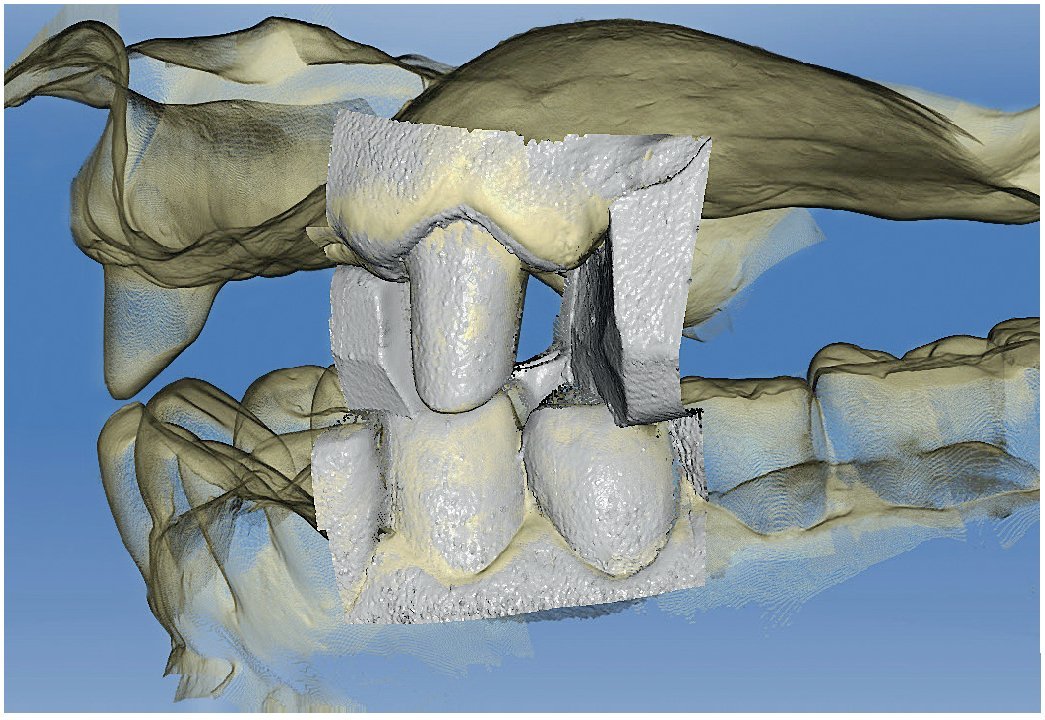
Mientras que en la primera versión de un software para coronas primarias en el año 2003 todavía no eran posibles algunas funciones, como por ej. la determinación de una dirección de inserción común, debido a la insuficiente potencia de los ordenadores, en la actualidad ya nada se opone apenas a una aplicación compleja (fig. 4). Idealmente, los datos de la situación clínica se registran intraoralmente mediante la unidad de captura CEREC AC (Sirona) inmediatamente después de la preparación (figs. 5 a 8). De este modo se prescinde de la toma de impresión convencional, de la confección del modelo y sobre todo del escaneo posterior del modelo en el laboratorio, lo cual se traduce en una considerable reducción de los errores. Antes del envío de los datos, el responsable del tratamiento puede verificar aproximadamente el paralelismo de los muñones tras el escaneo en el software. Esto brinda la posibilidad de realizar correcciones inmediatas, y de este modo se evitan pérdidas de tiempo innecesarias. Mediante un denominado escaneo lateral, asistido por una llave de silicona fenestrada en el maxilar no apoyado, también puede llevarse a cabo directamente una fijación aproximada de las relaciones de mordida (figs. 9 a 11). Los datos se transmiten al laboratorio a través del CEREC Connect Portal. Naturalmente, continúa estando disponible el método clásico mediante una toma de impresión convencional y la confección del modelo. Se confecciona un modelo segueteado y a continuación se digitaliza mediante el escáner inEOS blue (Sirona) para su procesamiento posterior en el software.
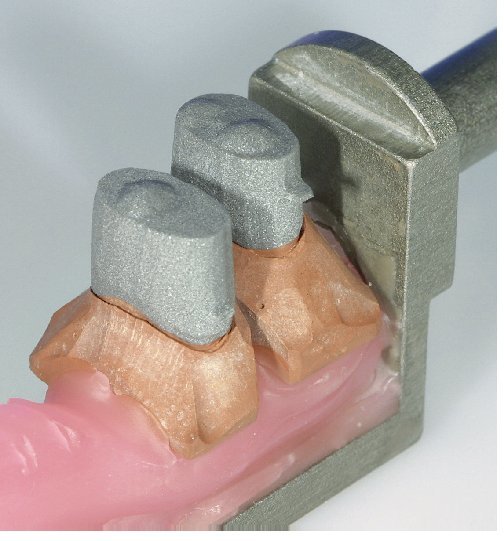
Fig. 4. Ya en la antigua versión en 2D del software Sirona inLab existía la posibilidad de confeccionar coronas telescópicas primarias de cerámica sin metal con asistencia CAD/CAM.
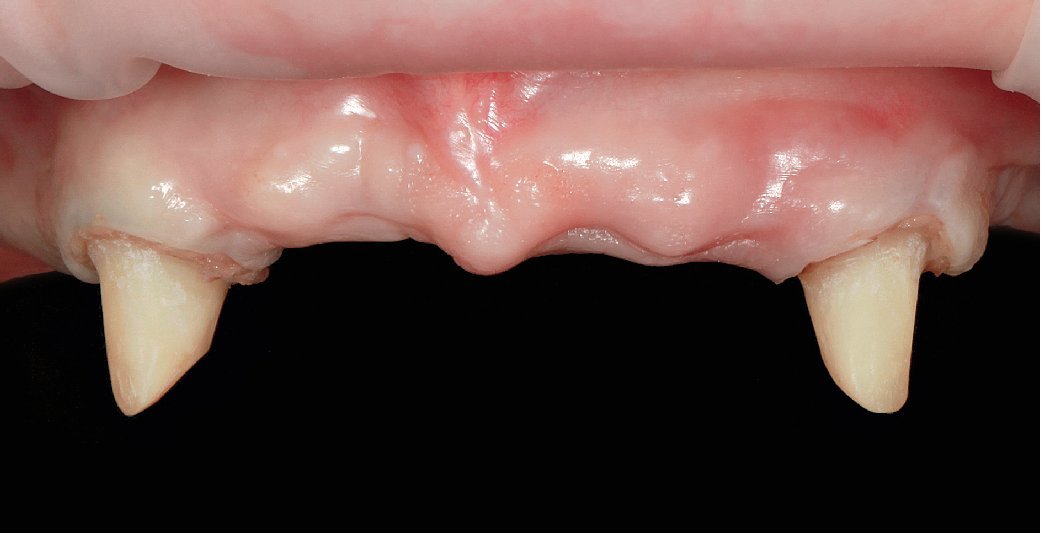
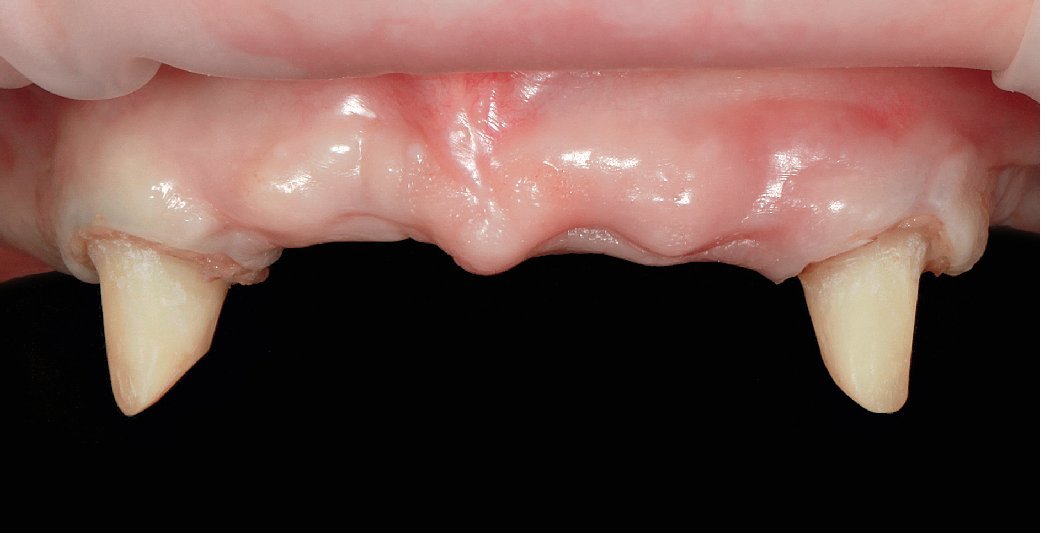
Fig. 5. Situación de partida clásica para una restauración telescópica con preparación en chamfer de los muñones.

Fig. 6. Tras la aplicación de un hilo de retracción se aplica spray de contraste para la captura mediante la Cerec Bluecam.
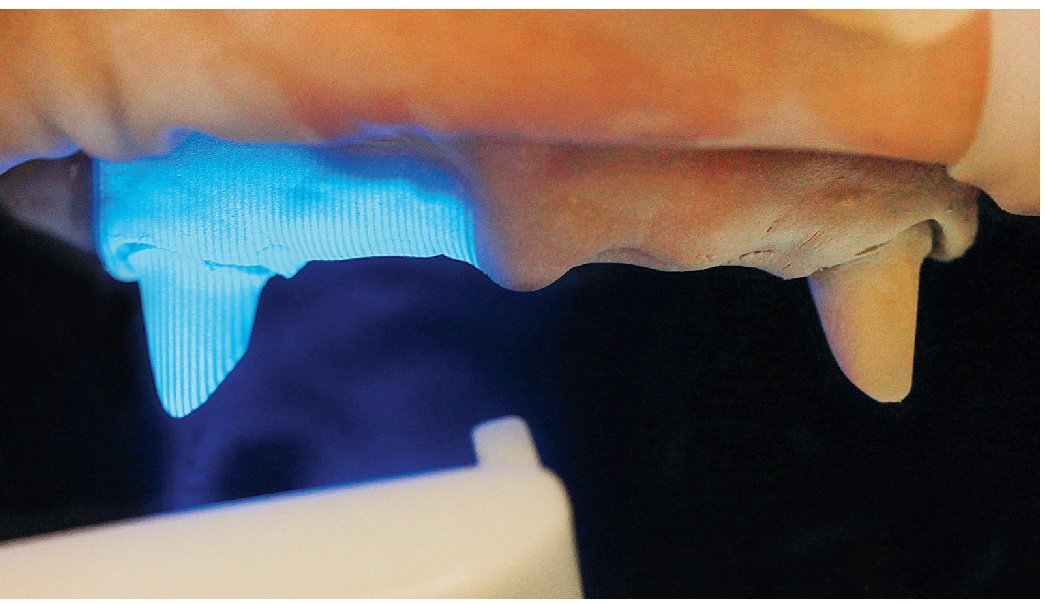
Fig. 7. La toma de impresión óptica directa es un método sencillo y seguro, y se ha consolidado junto a la toma de impresión convencional.
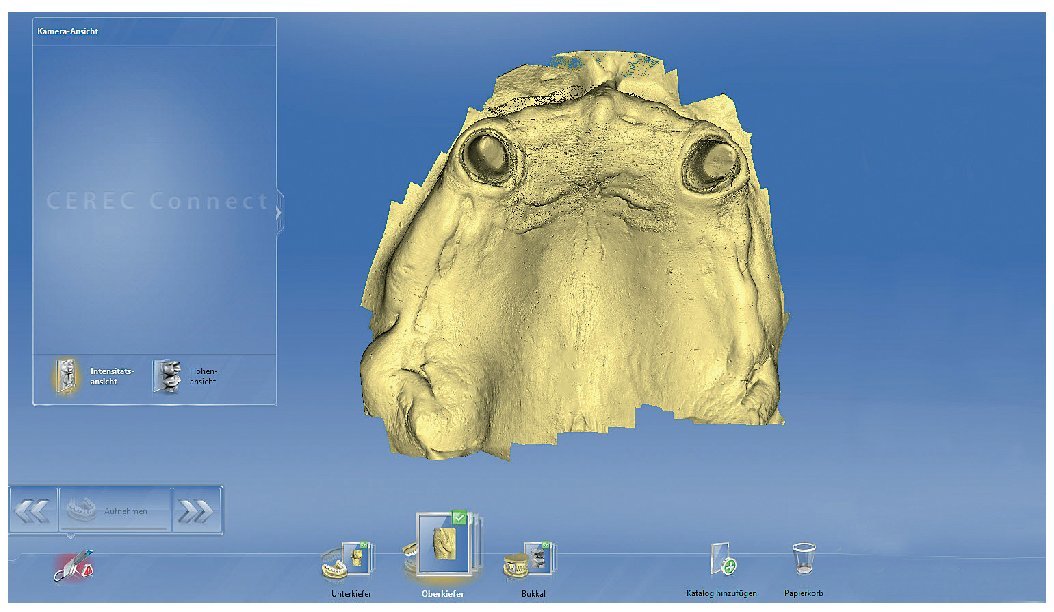
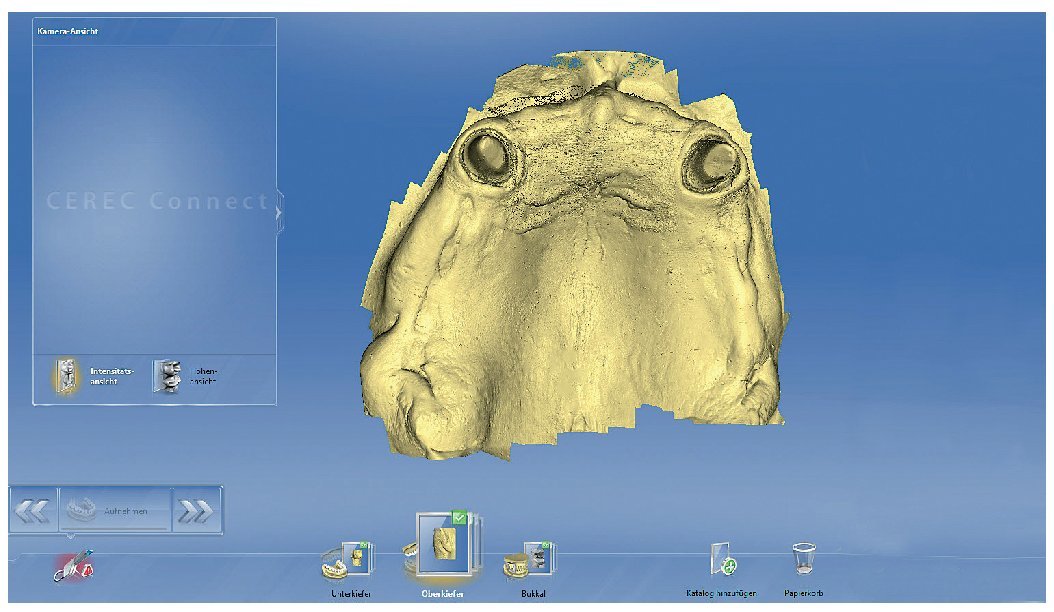
Fig. 8. Para el tratamiento de los datos, así como para su transmisión al laboratorio protésico, se utiliza el software Cerec Connect.

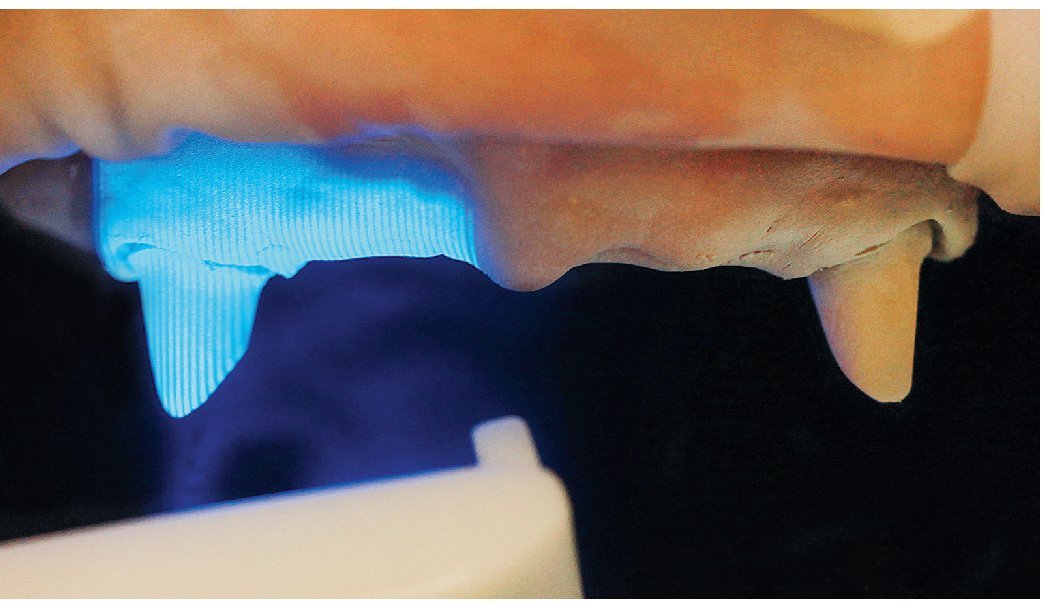
Fig. 9. Para una primera determinación aproximada de la relación intermaxilar se utiliza en la zona relevante una llave de silicona cortada libremente.

Fig. 10. La situación de mordida se digitaliza mediante un escaneo lateral.
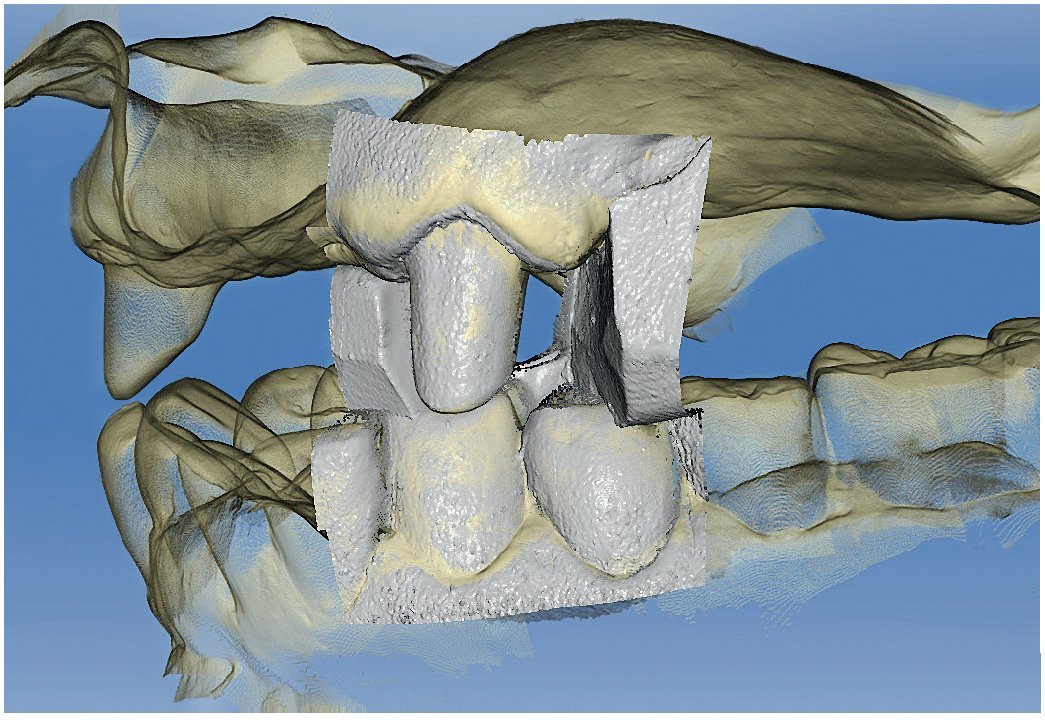
Fig. 11. En el software se asigna la mordida digital a los modelos virtuales.
Una vez que los datos digitales de la situación clínica están disponibles en el software inLab 4.0, en primer lugar se ejecutan los pasos de trabajo para el encargo de un modelo digital. Para ello se utiliza el portal Sirona Infinident (fig. 12). Como norma general, es necesario comprobar la calidad de la toma de impresión digital, para confirmar que los datos sean suficientes para el procesamiento manteniendo el estándar de calidad habitual. De lo contrario, el laboratorio debería rechazar el encargo. En caso de que no se haya hecho ya durante el escaneo en la clínica odontológica, es preciso marcar los límites de la preparación. A continuación se procede a cargar los datos al portal Sirona para la confección de los modelos digitales. Normalmente, este proceso requiere de tres a cuatro días de trabajo.
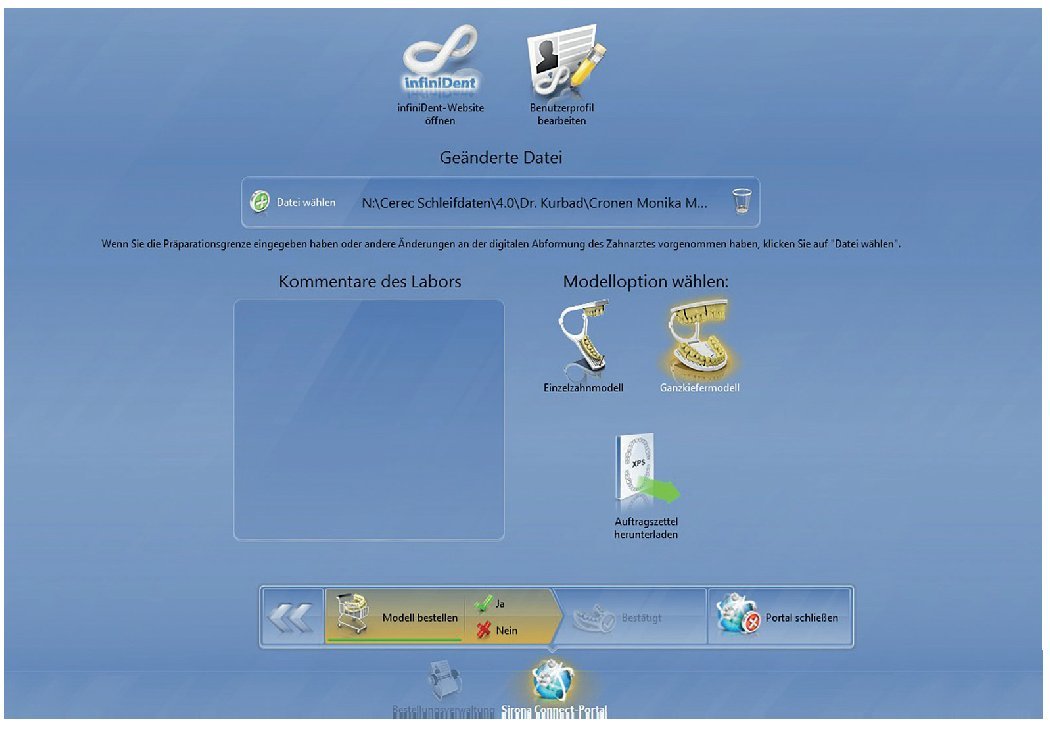
Fig. 12. Sobre la base de los datos digitales, se encarga mediante el Sirona Infinident Portal un modelo SLA confeccionado digitalmente.
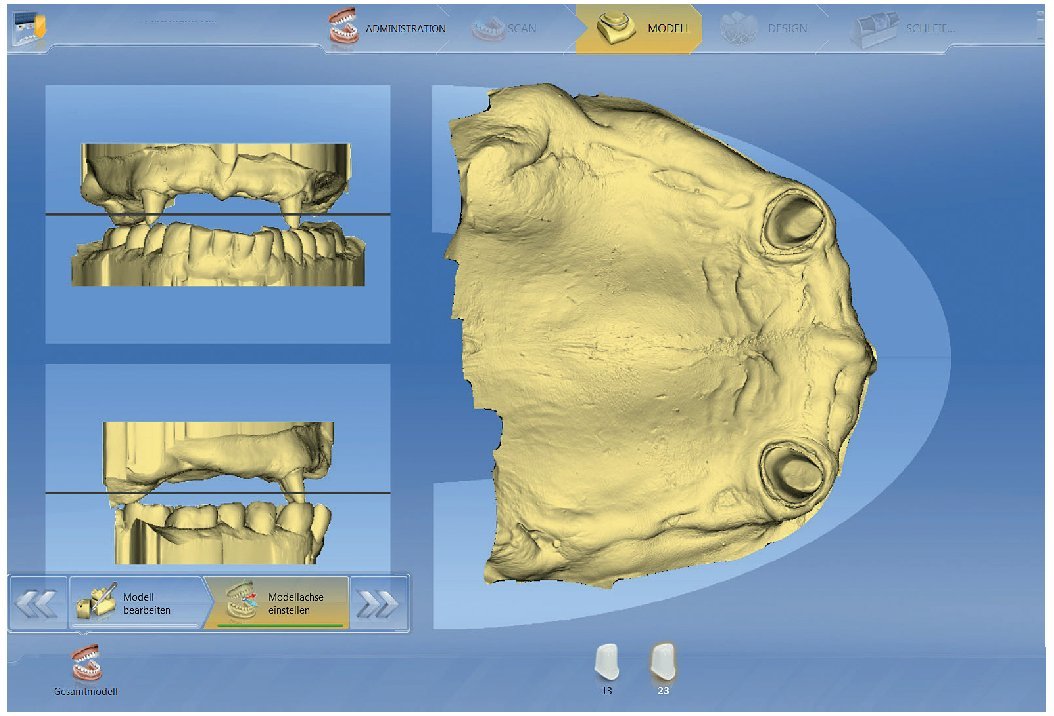
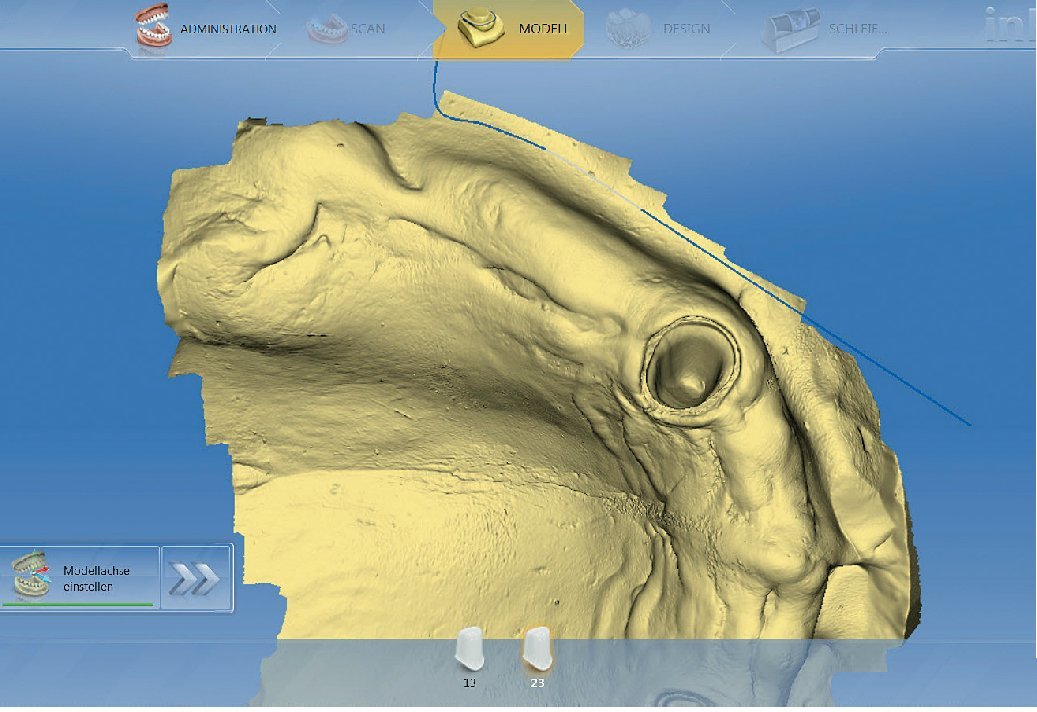
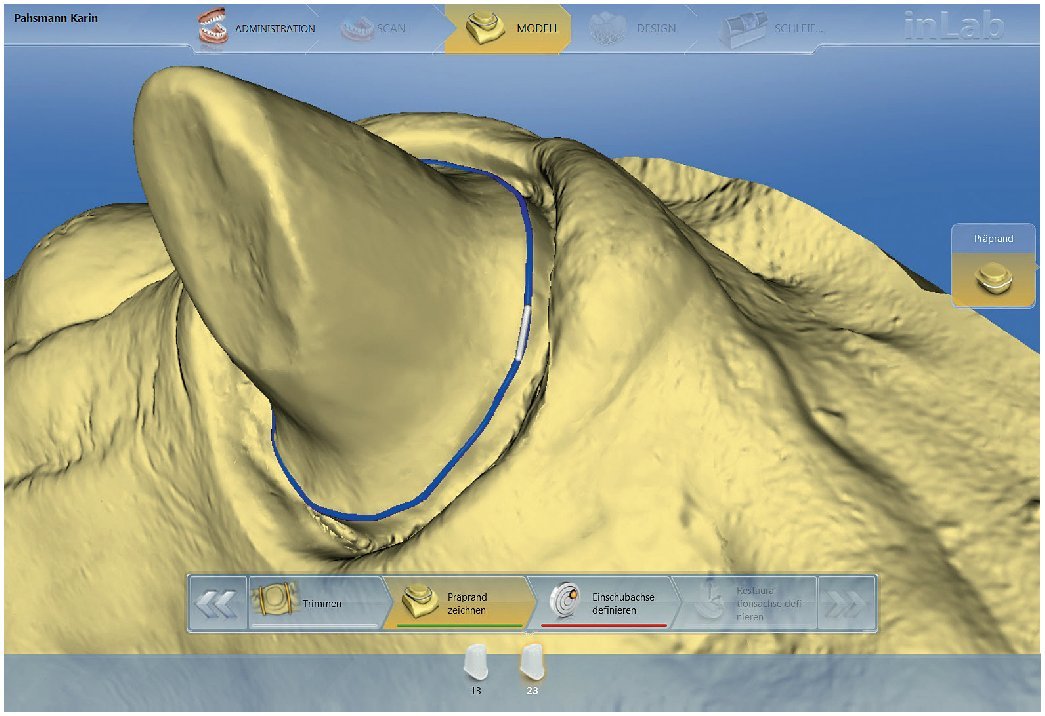
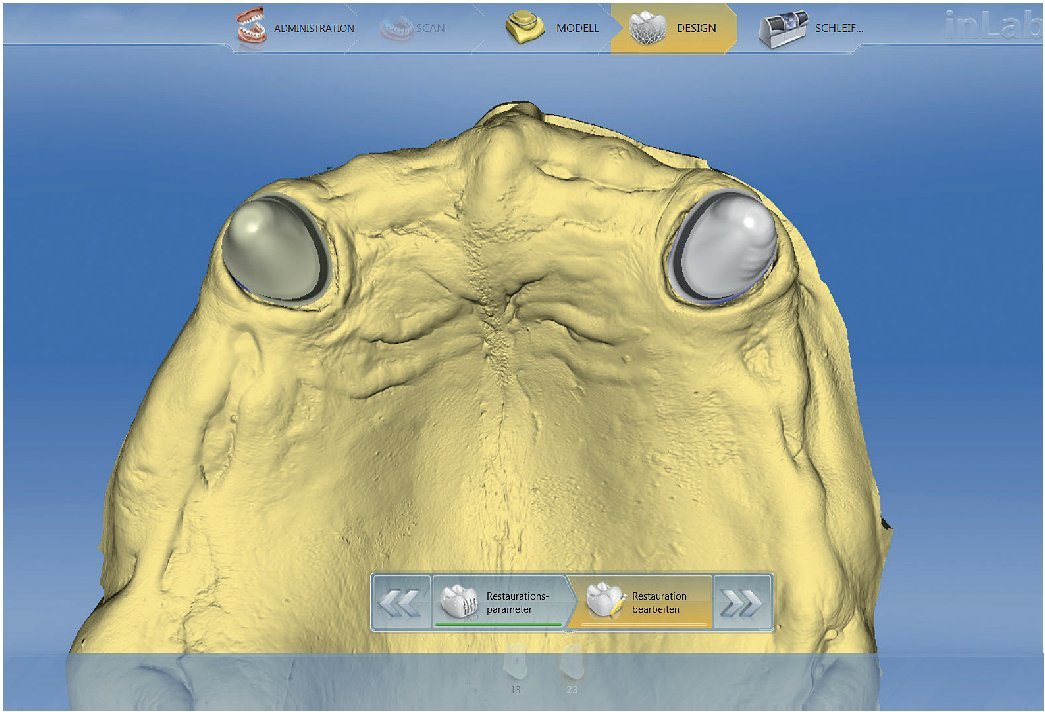
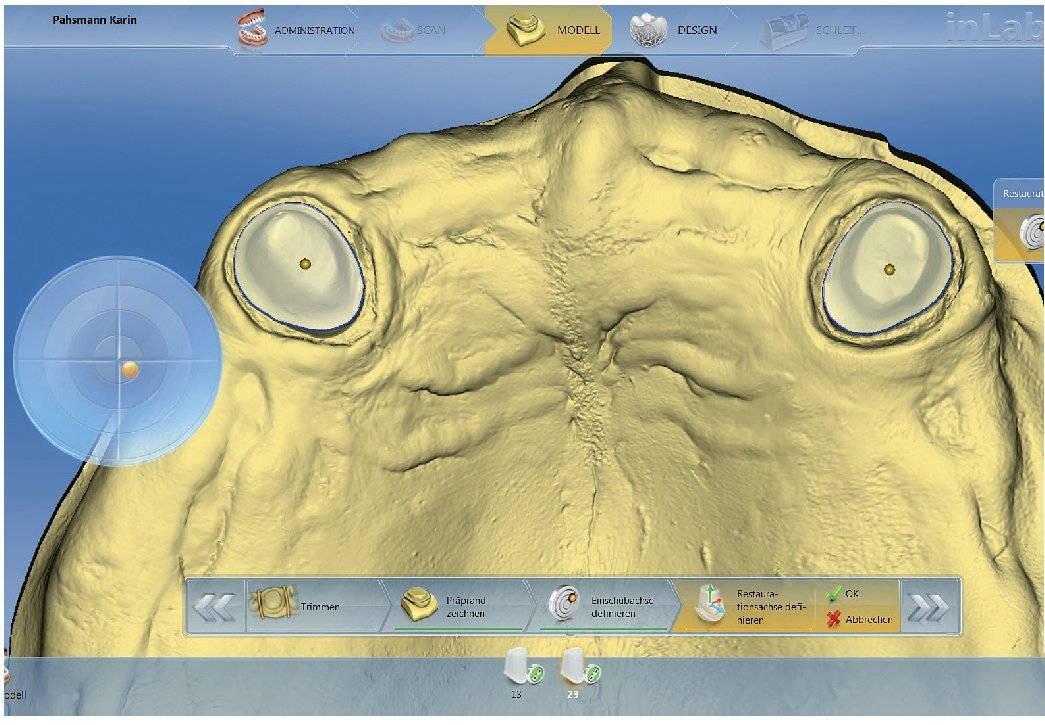
Sin embargo, el tiempo de espera hasta la recepción de los modelos puede aprovecharse trabajando en el ámbito del software. El primer paso a este respecto es la correcta formulación del encargo, dado que la versión actual de Cerec Connect tan solo permite al odontólogo la introducción sumamente incompleta del encargo. Dentro de un caso pueden escogerse y trabajarse al mismo tiempo tantas coronas telescópicas como se desee (fig. 13). En este proceso se especifican la fresadora a utilizar y el material deseado. De forma similar al método clásico, es posible y aconsejable recortar los modelos (fig. 14). Una novedad en el procedimiento inLab es la orientación del modelo. Este paso de trabajo regula la orientación del modelo y resulta sumamente útil tanto para la manipulación en la pantalla como para la obtención de propuestas de diseño acertadas (fig. 15). El paso de recorte subsiguiente se lleva a cabo siguiendo el procedimiento habitual. Tras la nueva introducción del margen de la preparación (fig. 16), a continuación se establece la dirección de inserción individual para la corona concreta (fig. 17). Estos pasos de trabajo se repiten para cada corona telescópica individual. Lógicamente, acto seguido es preciso hallar una dirección de inserción común para el conjunto de la restauración. Para ello se agrupan las coronas telescópicas individuales. De forma análoga a la mesa orientable en la fresadora, es posible inclinar el modelo virtual por los ejes espaciales, de manera que pueden hallarse todas las posibilidades para una dirección de inserción correcta y puede escogerse la variante óptima (fig. 18). Los criterios estéticos aconsejan llevar a cabo la orientación de la inserción total de tal manera que en las superficies labiales de los dientes pueda posibilitarse una configuración con el menor grosor de pared posible y se puedan situar las zonas problemáticas en el sector no visible de la arcada dentaria. A fin de facilitar al paciente la incorporación de la prótesis extraíble, debería mantenerse una posición axial básicamente neutra, que se corresponda con la inclinación de los dientes naturales.

Fig. 13. Como primer paso del diseño digital se establece el tipo de restauración.
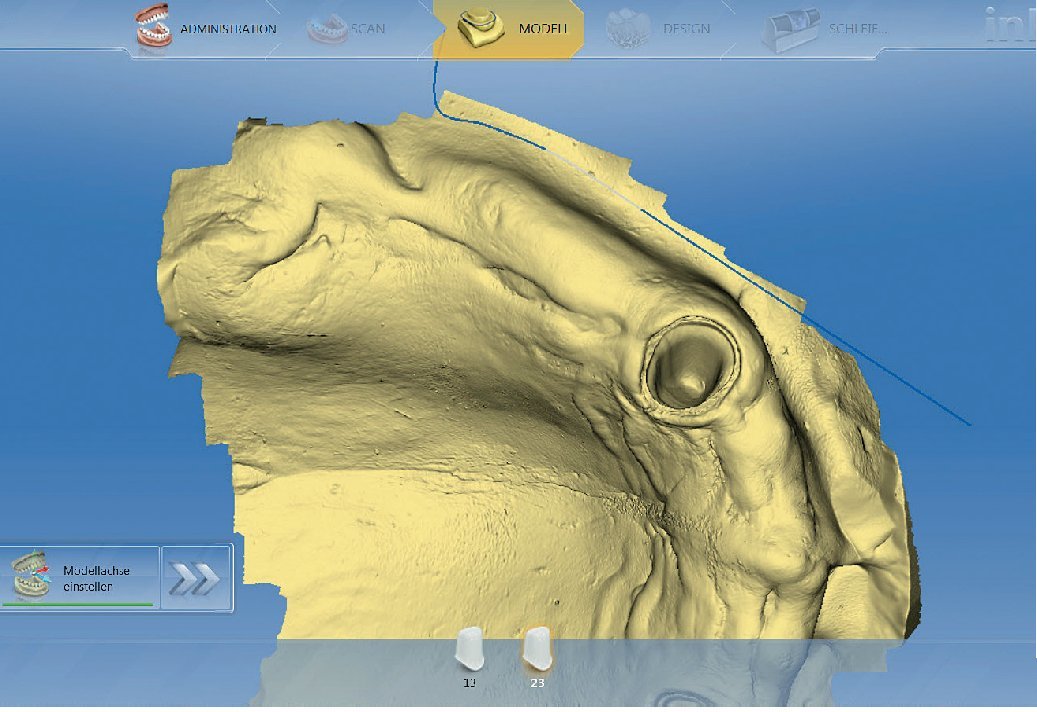
Fig. 14. Mediante el nuevo software inLab 4.0, no solo es posible recortar los modelos, sino que además pueden realizarse pequeñas rectificaciones.
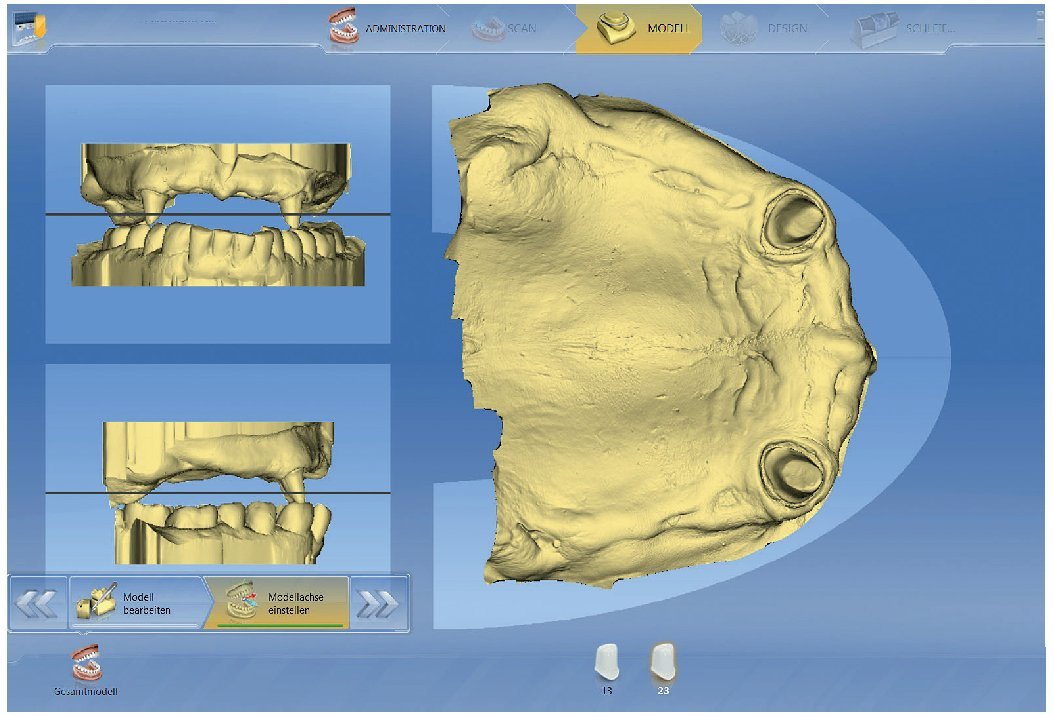
Fig. 15. Posteriormente se orienta el modelo virtual en los ejes espaciales.
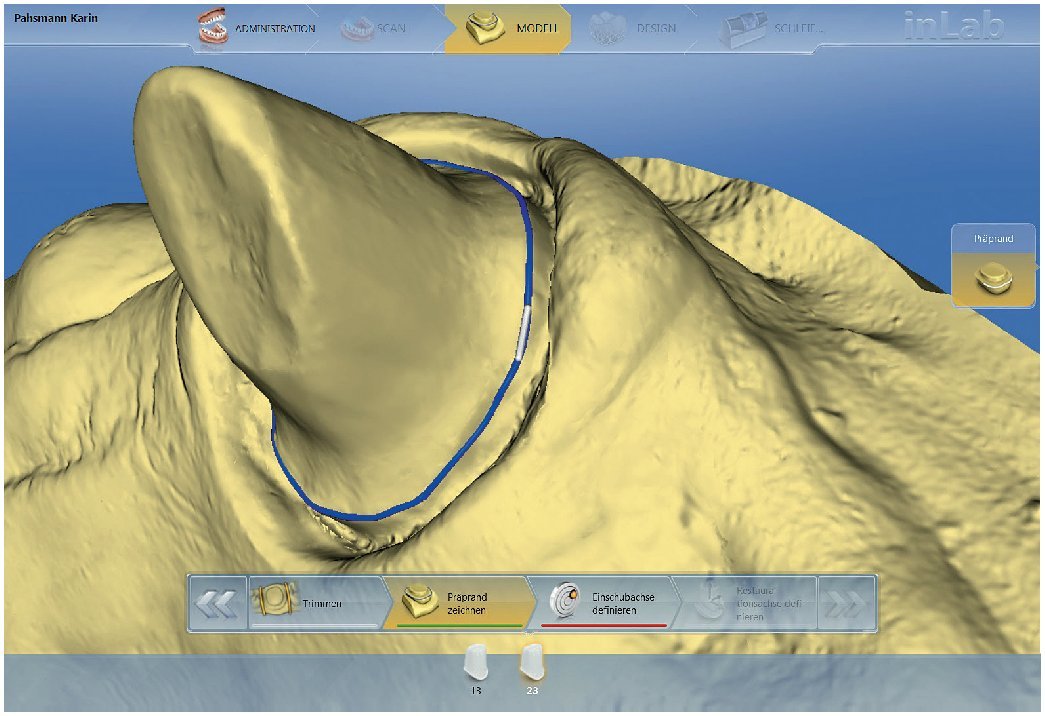
Fig. 16. El usuario establece el límite de la preparación.
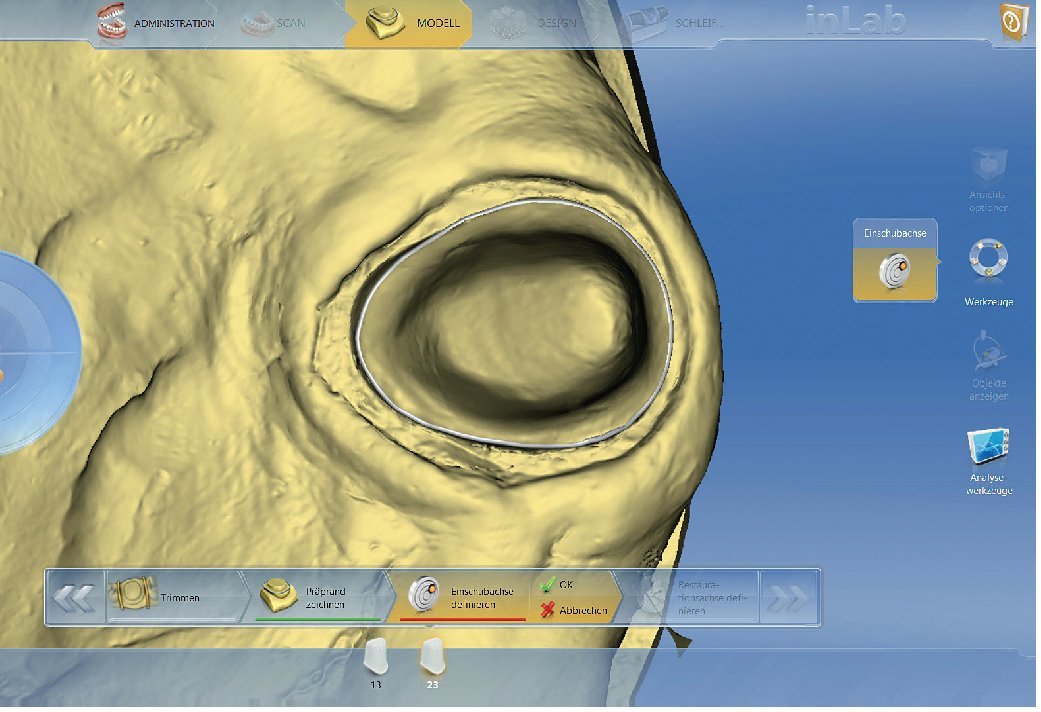
Fig. 17. En primer lugar se establece un eje de inserción individual para cada corona.
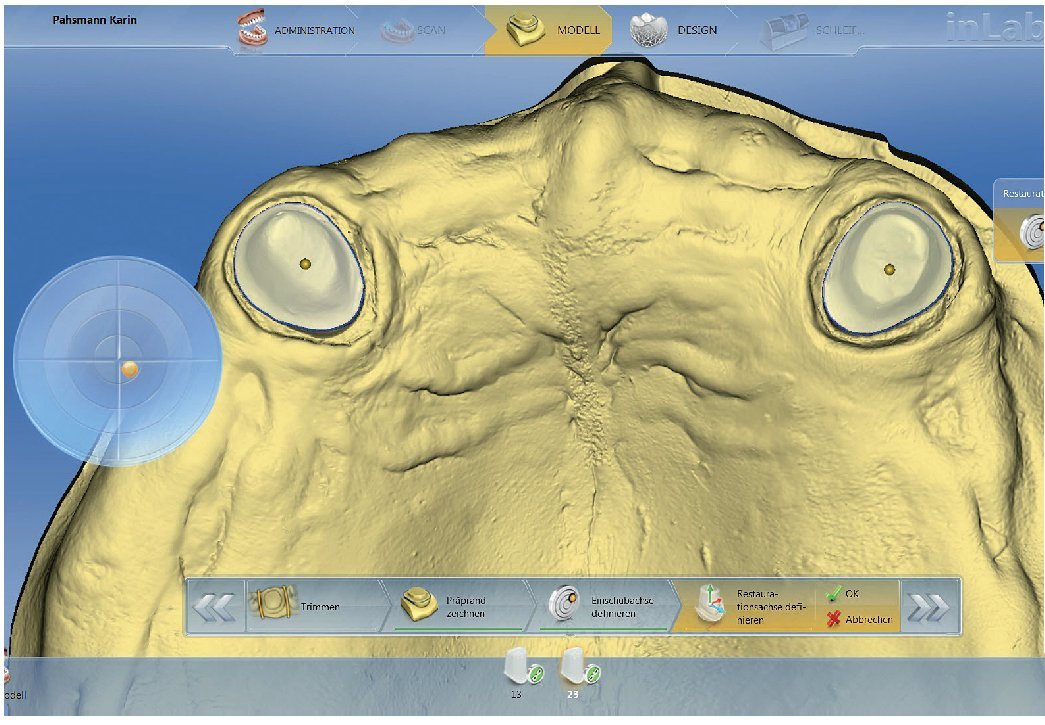
Fig. 18. Para la determinación del eje de inserción común necesario, posteriormente se agrupan las coronas individuales en una unidad conjunta.
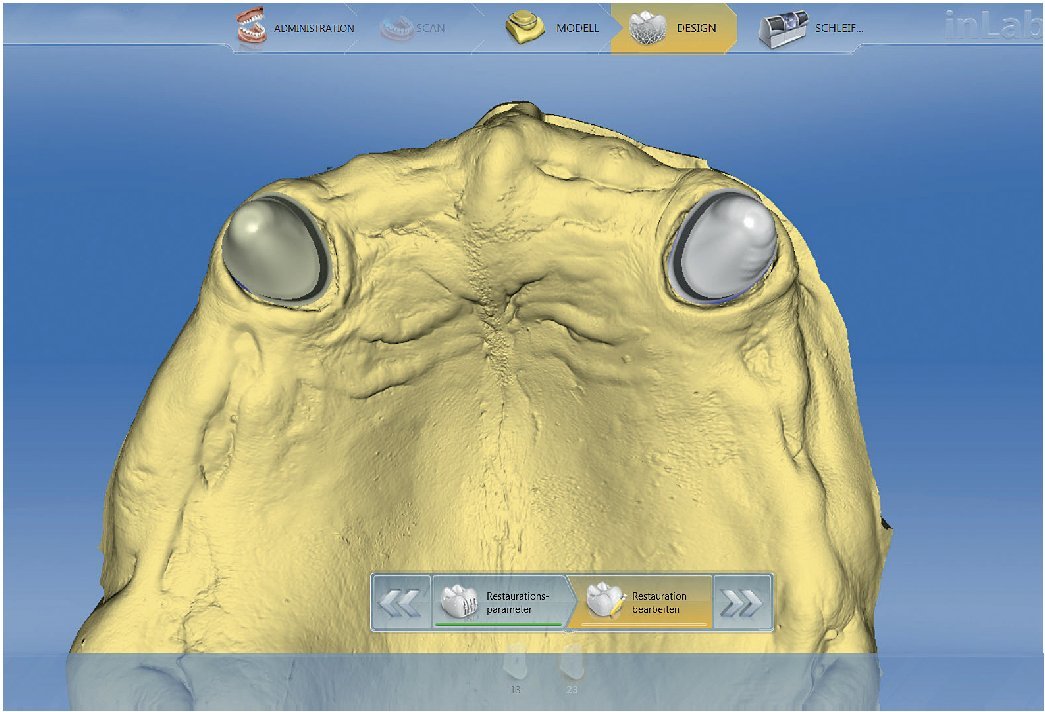
Fig. 19. Sobre esta base, el sistema genera de manera totalmente automática una primera propuesta.
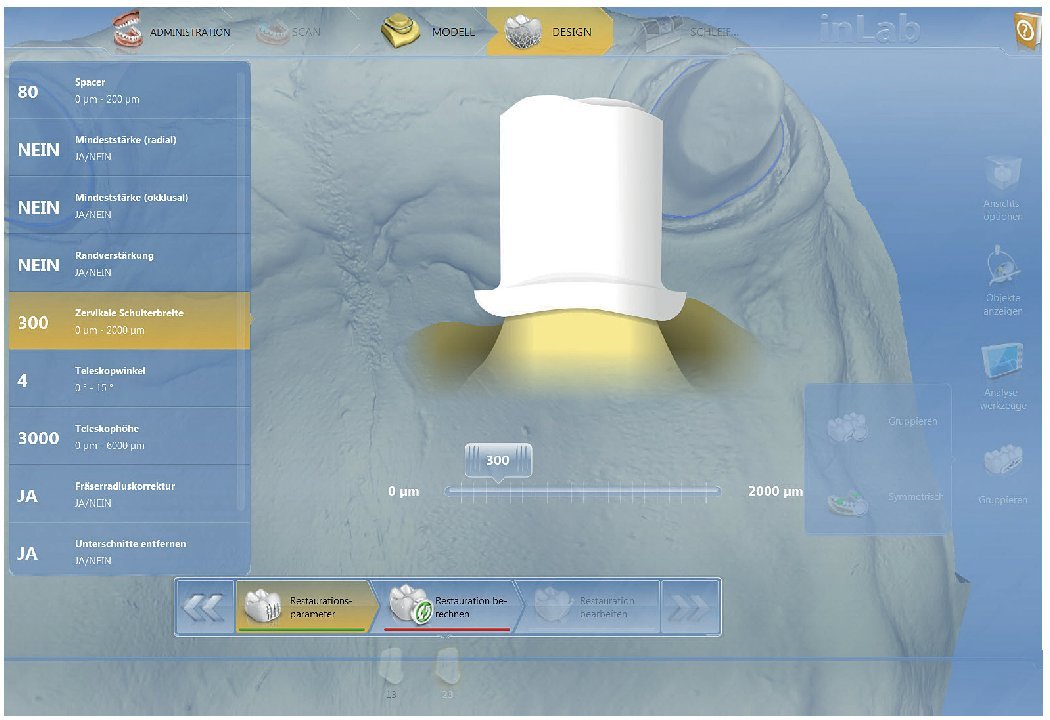
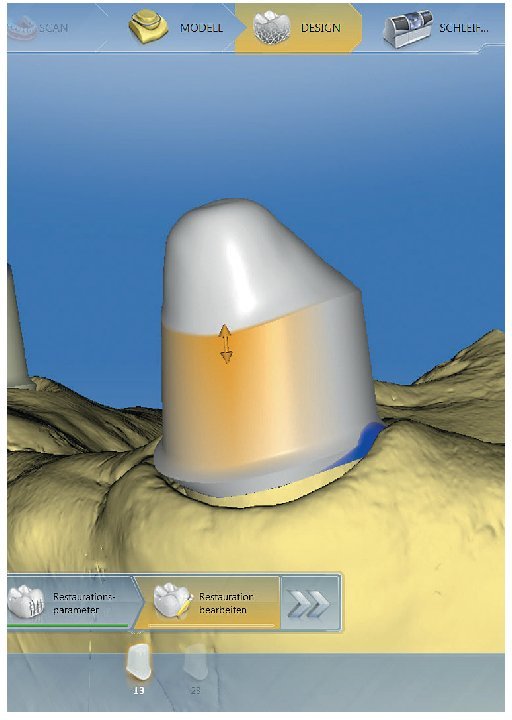
Con objeto de lograr un apoyo óptimo y una mejor integración en la forma dental global, se incorpora por vestibular y por oral un escalón en chamfer con una anchura aproximada de 0,5 mm en la corona telescópica primaria de cerámica sin metal. El escalón se lleva a la altura del margen gingival hasta el espacio proximal, a fin de evitar irritaciones del tejido periodontal. El hombro, la altura y el ángulo de la corona telescópica, así como el hombro oclusal, pueden preajustarse mediante los parámetros previstos especialmente a tal efecto. De esta manera se garantiza una superficie uniforme, que presenta tanto una cierta inclinación en grados de las superficies de fricción como un contorno idéntico de los bordes de las coronas telescópicas individuales. Las superficies uniformes de las coronas telescópicas primarias presentan también una fricción y una fuerza adhesiva uniformes.
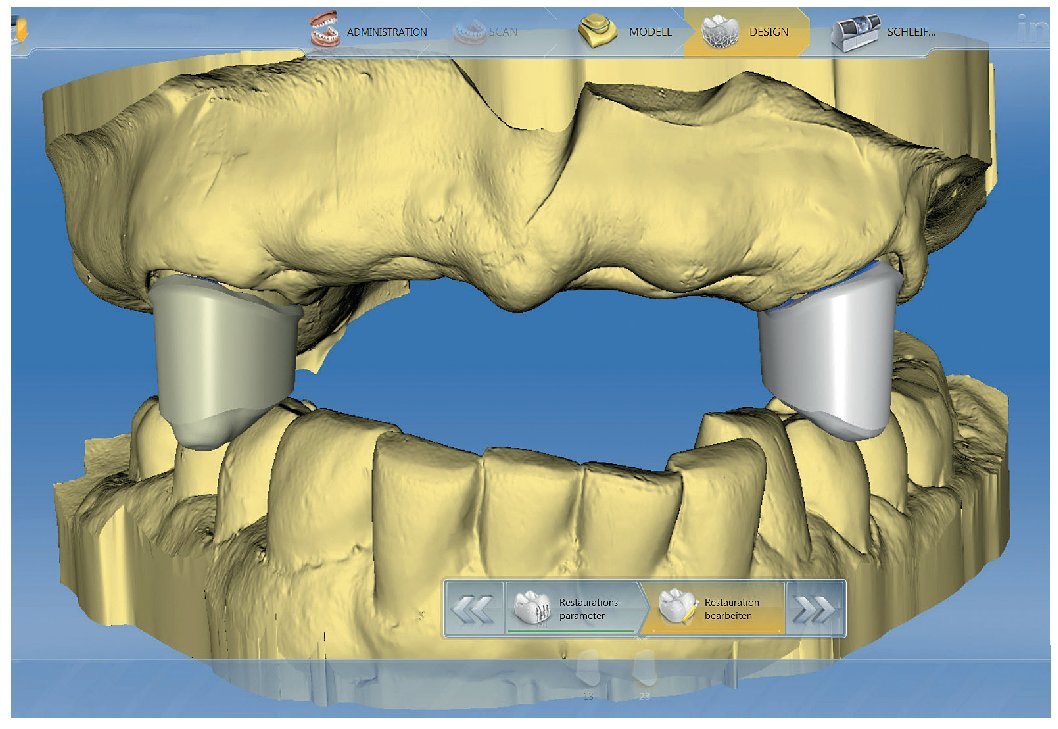
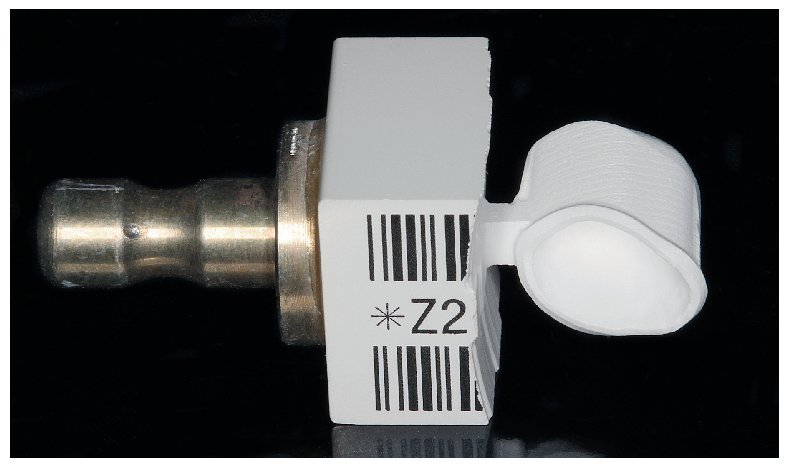
A este respecto, es importante que en todas las restauraciones esté disponible un grosor del material suficiente. La parametrización necesaria para ello se establece asimismo en este paso, dado que solo así puede adoptarse en la misma medida para todas las coronas (figs. 20 y 21). Posteriormente se calcula una primera propuesta, que en muchos casos arroja ya un resultado excelente. Naturalmente, sobre todo en caso de muñones muy irregulares, todavía pueden ser necesarias algunas modificaciones de la forma, las cuales pueden realizarse utilizando las herramientas digitales habituales (figs. 22 y 23). El fresado tiene lugar sin complicaciones en la unidad de fresado inLab MC XL. También puede optimizarse la posición de la futura corona en la pieza de cerámica bruta (fig. 24).
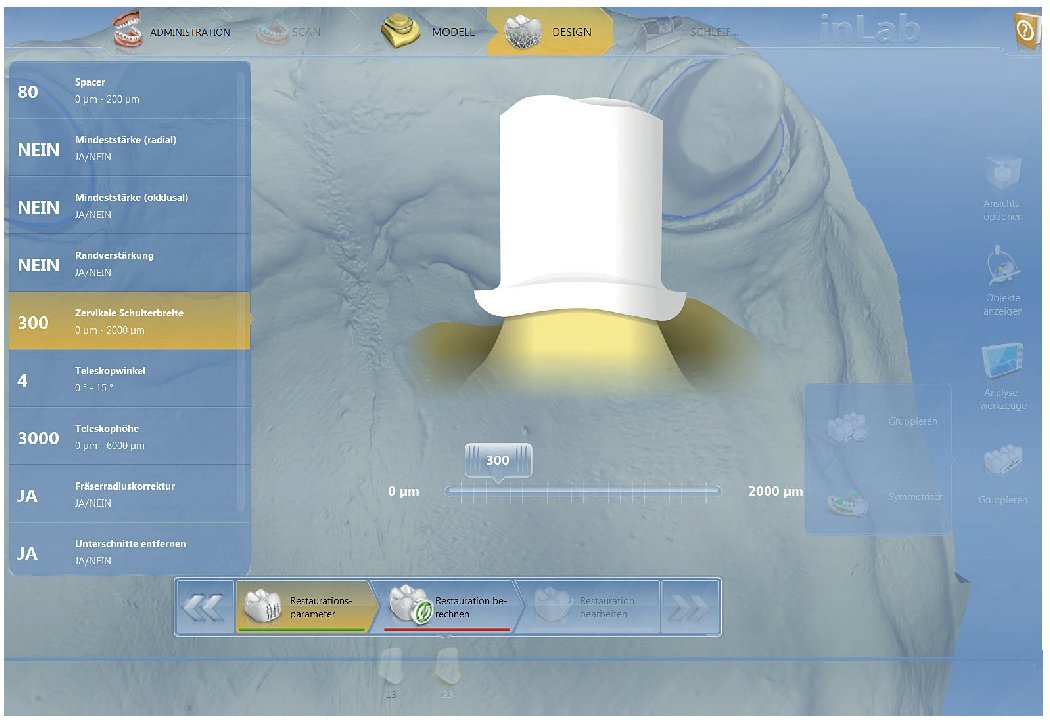
Fig. 20. En el menú de ajuste de los parámetros de la restauración pueden definirse características individuales.
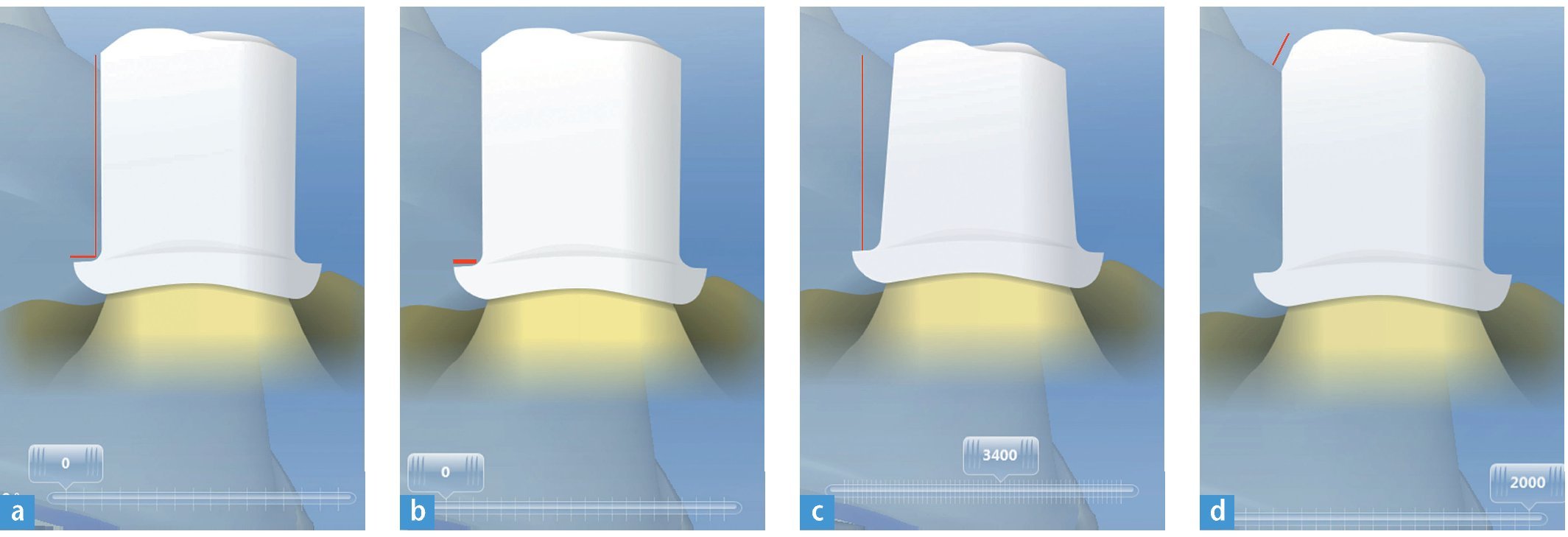
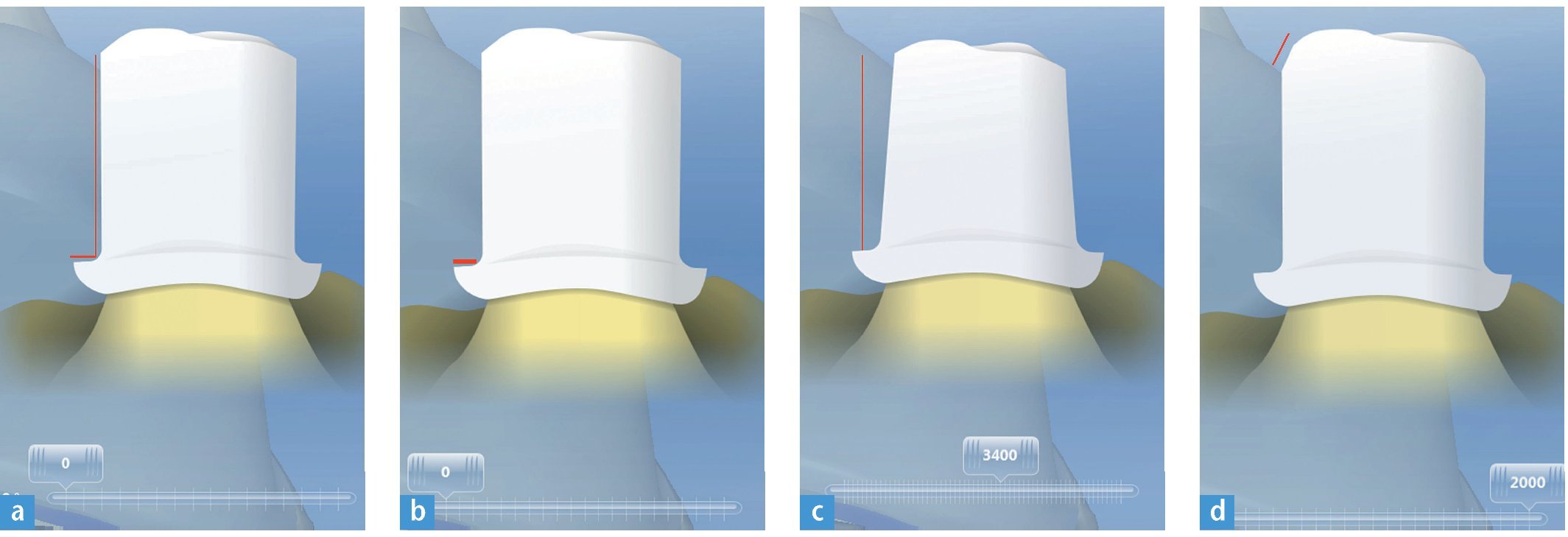
Fig. 21. En el detalle se definen el ángulo de la corona telescópica (a), la anchura del hombro cervical (b), la altura de la corona telescópica (c) y la anchura del hombro oclusal (d).
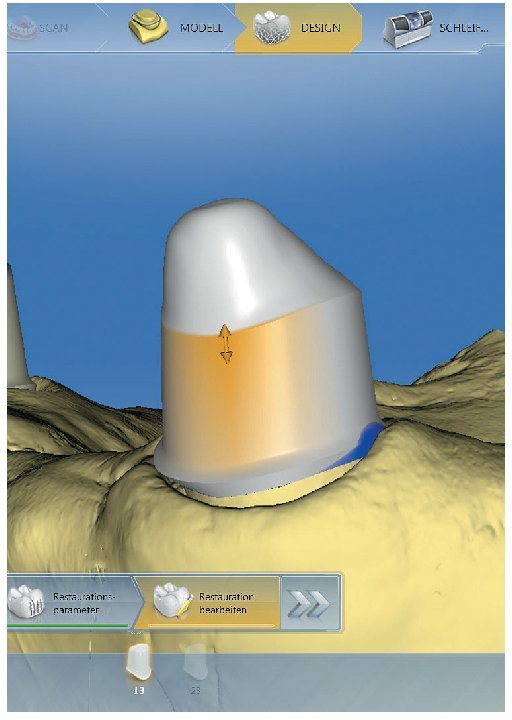
Fig. 22. Naturalmente, todavía es necesario individualizar las primeras propuestas. Para ello están disponibles distintas herramientas.
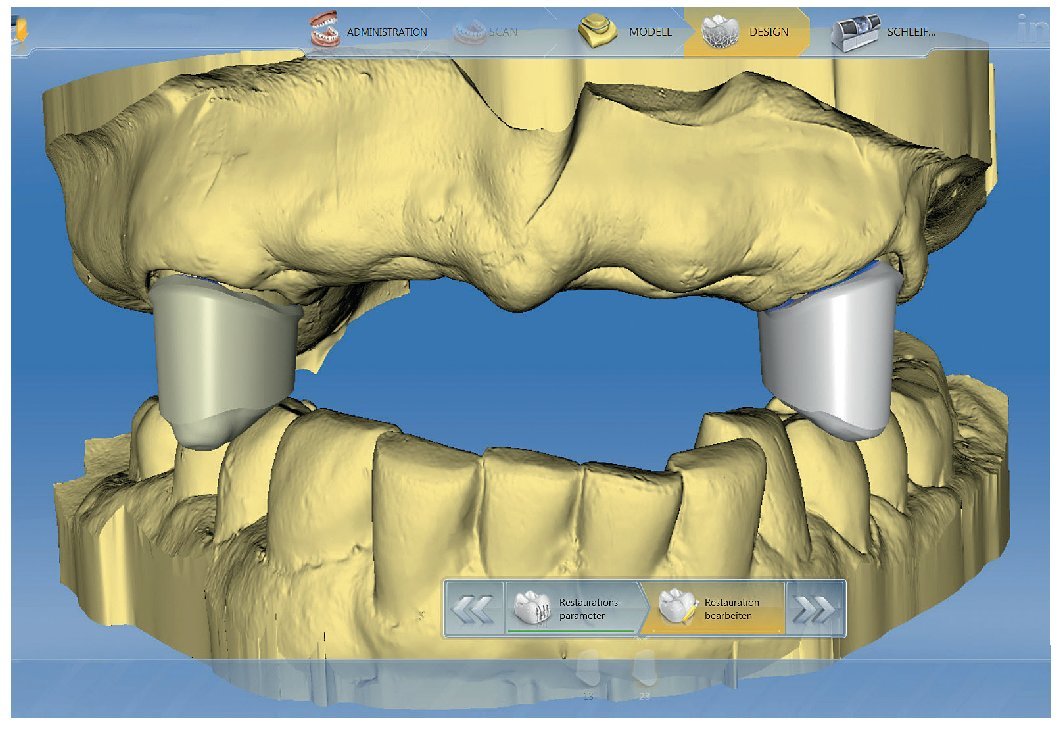
Fig. 23. Vista general de las coronas primarias ya diseñadas.

Fig. 24. Se fresan individualmente las coronas y para ello se posicionan en un bloque adecuado.
Los restantes pasos de trabajo en el laboratorio
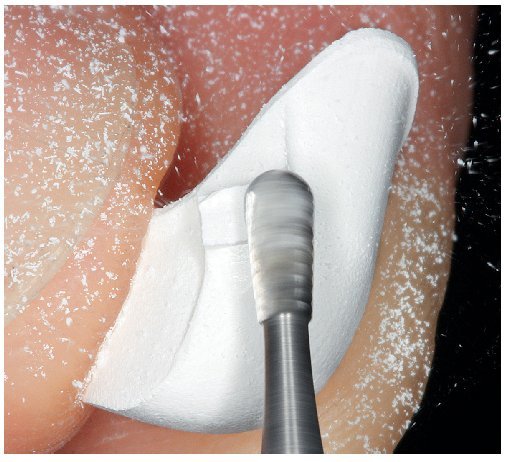
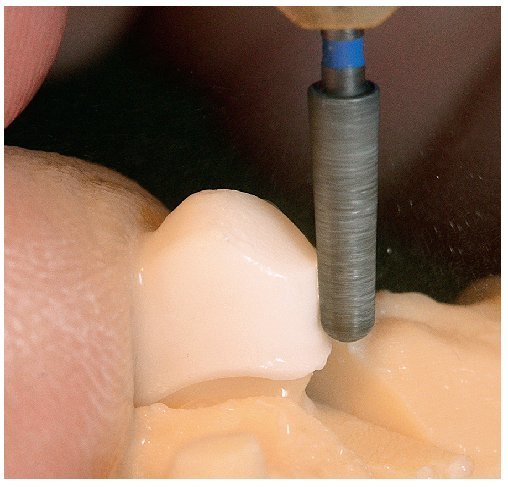
Una vez concluido el proceso de fresado en el aparato inLab MC XL, puede trabajarse de manera relativamente sencilla la corona bruta en el denominado estado verde. Este proceso incluye la separación del punto de sangría y correcciones bastas de la forma (figs. 25 y 26). Lamentablemente, en este estadio todavía no es posible la adaptación sobre el muñón ni los trabajos posteriores, dado que la restauración no posee su tamaño definitivo. El proceso de sinterización se lleva a cabo siguiendo las reglas habituales para el procesamiento del dióxido de zirconio. Actualmente, los hornos especiales posibilitan unos tiempos de sinterización relativamente cortos, de unos 90 min, lo cual agiliza en gran medida el proceso de trabajo. Dependiendo del color básico utilizado de la pieza bruta de dióxido de zirconio, es aconsejable una coloración (fig. 27). Tras la sinterización, se deben adaptar las coronas telescópicas sobre los muñones. Es imprescindible el fresado final de las coronas primarias, dado que el procesamiento en la fresadora automática no proporciona la calidad superficial requerida. Se utilizan fresas abrasivas diamantadas en cuatro tamaños de grano distintos (juego para coronas primarias de 0 grados, Gebr. Brasseler, Lemgo, Alemania). Por regla general se fresa con un ángulo de cero grados, dado que es así como se obtiene la máxima fricción (fig. 28). Un hombro lo más ancho posible resulta conveniente para garantizar la estabilidad suficiente de la cofia. El grosor de pared de los elementos puede mantenerse muy fino gracias a la posibilidad de fijación adhesiva de la cerámica. Sin embargo, dicho grosor no debería ser inferior a 0,4 mm.
Fig. 25. Actualmente se prefiere el dióxido de zirconio como material para coronas primarias de cerámica sin metal.
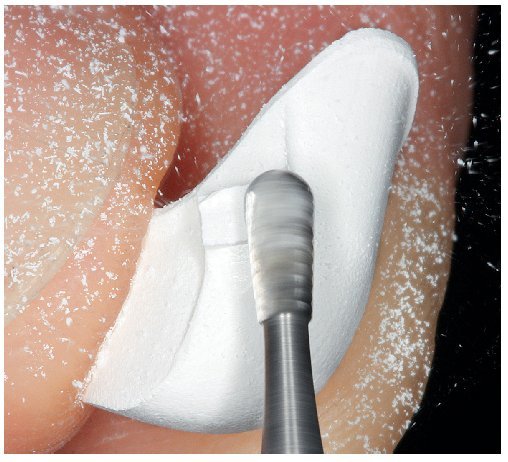
Fig. 26. Los retoques en estado no sinterizado son necesarios y relativamente sencillos.

Fig. 27. Se colorean y sinterizan las coronas primarias.
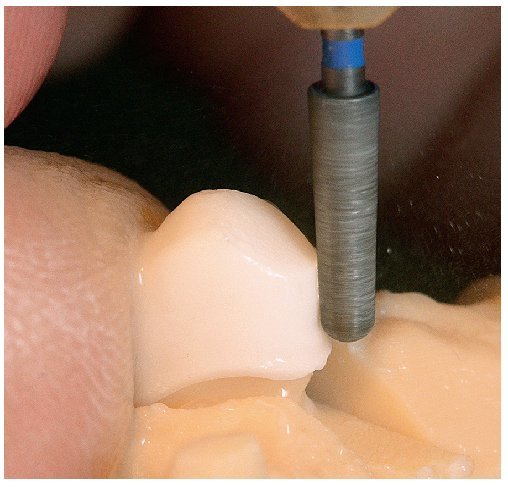
Fig. 28. Tras la sinterización, se procede al fresado de precisión de las coronas telescópicas primarias en la fresadora paralela. Para esta precisión extremadamente elevada todavía es necesario el trabajo manual.
Finalmente, debería incorporarse un biselado incisal por labial, a fin de crear espacio para correcciones estéticas. Estos trabajos se ejecutan fácilmente mediante un pulidor de goma. Debe tenerse en cuenta que para trabajar el dióxido de zirconio es necesaria una refrigeración por agua suficiente. Finalmente se lleva a cabo el pulido de la superficie exterior hasta alcanzarse un brillo intenso visible. Para ello se utilizan cepillos de pulido de bisonte (Renfert GmbH, Hilzingen, Alemania) y pasta de pulido Fegupol (Feguramed GmbH, Buchen, Alemania) (figs. 29 y 30).

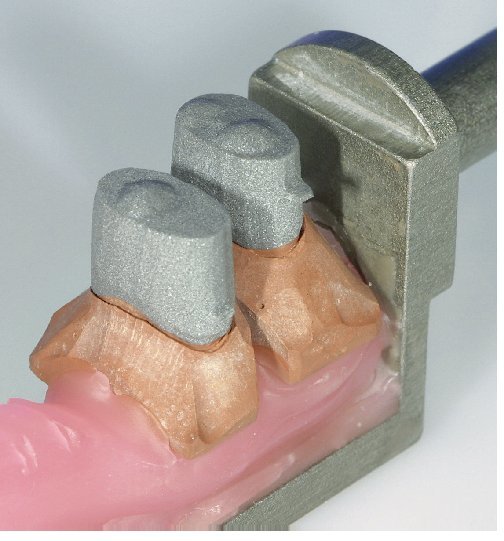
Fig. 29. Finalmente se pulen las coronas primarias hasta obtener un brillo intenso. Para ello se utilizan inicialmente pulidores de goma y posteriormente pasta de pulido para cerámica.

Fig. 30. Coronas primarias terminadas sobre los muñones correspondientes.
El proceso básico de la confección de las coronas secundarias mediante galvanoformación ya ha sido descrito exhaustivamente en publicaciones previas5.
La corona exterior se confecciona mediante la galvanización directa de oro fino. Dado que este material no posee un grado de dureza elevado, la estabilidad se garantiza mediante la forma. Es absolutamente imprescindible fresar las coronas telescópicas primarias con un escalón circular. De este modo se obtiene como corona telescópica secundaria una cofia dotada de un efecto de zuncho de barril en virtud de su recorrido en el chamfer, y que por lo tanto posee una forma muy estable.
Esta configuración aporta una ventaja en cuanto a la estabilidad propia, pero también por lo que respecta a la estética futura del trabajo en su conjunto. Ya no es indispensable llevar la estructura terciaria hasta la zona marginal. Es posible un menor grosor del material en la región marginal mediante la entalladura de la estructura terciaria, y por consiguiente son posibles unos márgenes finos.
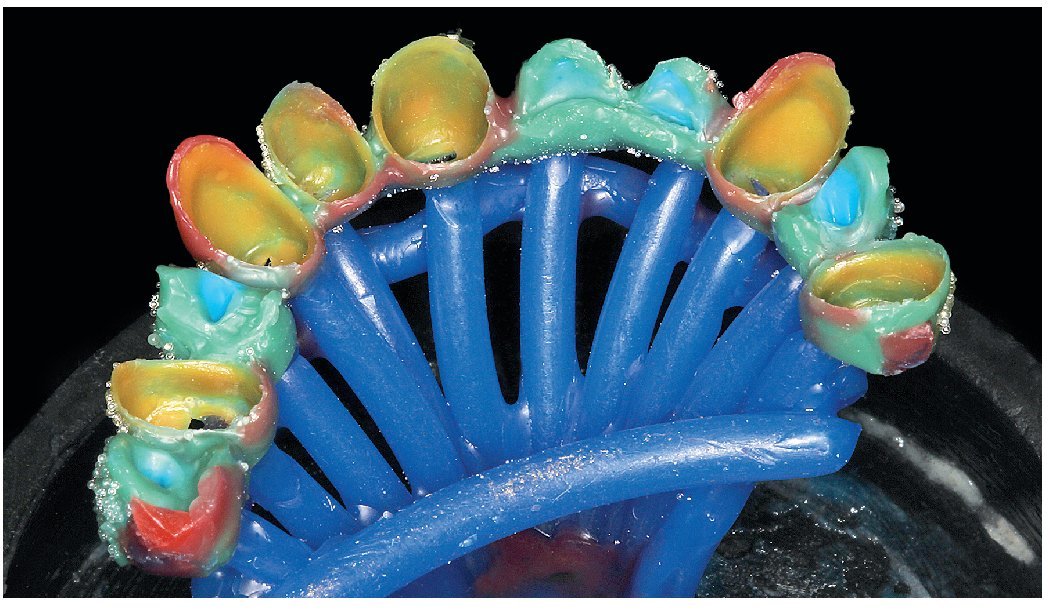
Se aplica una capa de barniz de plata conductor sobre el contorno exterior de la corona primaria de cerámica sin metal. Para la confección de las cofias se utiliza la máquina AGC® Micro (Wieland Edelmetalle, Pforzheim, Alemania). El proceso se desarrolla de manera totalmente automática. Se escogen el tiempo de galvanización y la intensidad de la corriente de tal manera que se obtenga un grosor de capa aproximado de entre 0,1 y 0,2 mm. La cofia galvánica puede separarse fácilmente de la corona primaria. El barniz de plata conductora se elimina de la cofia mediante un breve tiempo de acción de ácido nítrico de alto porcentaje. No obstante, bajo ningún concepto deben tratarse con el ácido las coronas primarias de cerámica sin metal. En contraposición con el método de galvanización directa sobre la cerámica previamente publicado, actualmente se ha impuesto el procedimiento sobre modelos duplicados de yeso especial. Este método permite un mejor control de la fricción de las piezas secundarias. Además, de este modo se excluye la posibilidad de fracturas de la cerámica al soltar las cofias (figs. 31 a 33). Un montaje con dientes prefabricados proporciona información importante para el diseño de la estructura terciaria. Una llave de silicona está perfectamente indicada para tener un control reproducible del objetivo perseguido de la restauración. Mediante la aplicación de barniz distanciador se obtiene un intersticio de unos 100 μm de anchura entre las matrices y la estructura, necesario para la posterior adhesión. Se duplica el modelo maestro. Se modela la estructura sobre el modelo de material de revestimiento. En el proceso se modelan uniones y retenciones estables en la zona de los dientes a montar. A menudo, por motivos estéticos, las cofias de los pilares se configuran abiertas hacia labial. La estructura se confecciona mediante el método de colado en una pieza. Debería asentarse de forma suelta y sin tensión sobre las matrices. Como ya se ha mencionado, estos dos elementos se unen entre sí mediante adhesión con AGC®

Fig. 31. Para la confección de las piezas secundarias se duplican las coronas primarias y se confeccionan modelos de yeso sobre los cuales se aplica barniz de plata conductora de la manera acostumbrada.
Fig. 32. La confección de las piezas secundarias es un proceso automatizado.
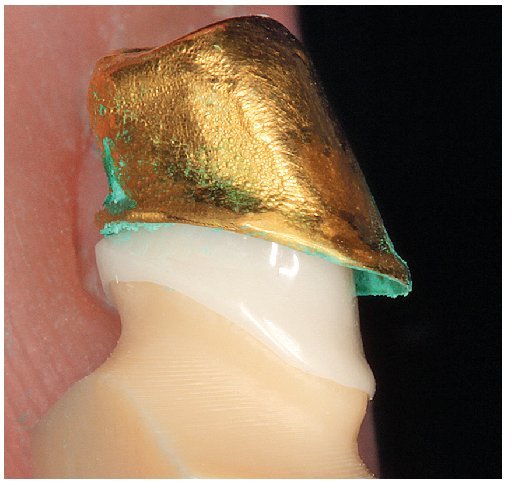
Fig. 33. Ajuste cuidadoso de las piezas secundarias sobre las coronas primarias.
Cem (Wieland Edelmetalle) (figs. 34 y 35). Una posibilidad alternativa consiste en una soldadura láser, la cual presenta el inconveniente de la aparición de tensiones estructurales. Ambos métodos tienen la ventaja de que no es necesario utilizar en forma de metal de aportación aleaciones adicionales, las cuales conducen siempre a reacciones electroquímicas y por ende a la corrosión.
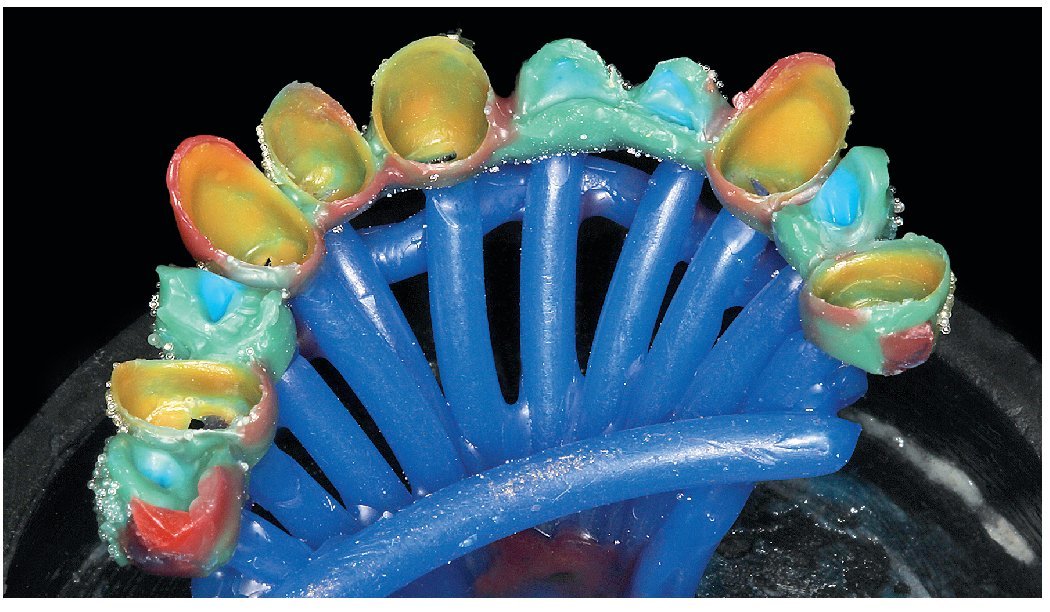
Fig. 34. Se confecciona la estructura terciaria mediante un modelado en cera convencional y la técnica de esqueléticos. Las zonas cervicales estéticamente críticas no están cubiertas por la estructura.

Fig. 35. También aquí se requiere un trabajo manual cuidadoso durante el ensamblaje final.
Los siguientes pasos de trabajo se concentran en el restablecimiento de la función masticatoria y la estética. En la mayoría de los casos se utilizan dientes de resina. Se individualizan en la medida adecuada su forma y su color. La simulación de los movimientos masticatorios en el articulador posibilita un montaje funcional de los dientes. Para la configuración de las porciones de mucosa perdidas se sigue con la mayor fidelidad posible el modelo natural.
Se silaniza la estructura y se dota de opaquer convenientemente coloreado. Durante el acabado se procura obtener una configuración que facilite la higiene oral con buenas posibilidades de limpieza.
Criterios estéticos
A continuación, las piezas llegan junto con la cubeta funcional para la prueba clínica en boca. Es aconsejable identificar exactamente todos los elementos, indicando el diente y la superficie.
A diferencia de las coronas telescópicas primarias metálicas, los elementos de cerámica sin metal no adquieren su estabilidad definitiva hasta después de la fijación adhesiva sobre el muñón dental. Pese a que el dióxido de zirconio posee una resistencia muy elevada y en principio es posible una cementación convencional, se recomienda encarecidamente una fijación adhesiva debido al grosor muy reducido del material en algunos casos y a las elevadas cargas mecánicas que aparecen. Muy especialmente, las piezas no adheridas reaccionan en ocasiones de forma muy sensible a las cargas mecánicas. Este hecho comporta consecuencias en la gestión clínica, las cuales difieren del proceso con coronas telescópicas metálicas.
Proceso convencional modificado
Tras la preparación se toma una impresión óptica o una impresión de precisión y se coloca una restauración profesional. En el laboratorio se confeccionan las coronas primarias de cerámica sin metal, las piezas secundarias formadas galvánicamente y los muñones de resina especiales para dichas piezas secundarias, así como una cubeta funcional. Durante la toma de impresión funcional clínica se toma la impresión de las coronas primarias de cerámica sin metal, y además se montan sobre los muñones dentales las piezas secundarias y se toma la impresión conjunta. En el laboratorio se retiran cuidadosamente de la impresión las piezas primarias. Se confecciona un modelo con muñones de resina previamente creados. Sobre estos tienen lugar la confección de la estructura terciaria y el resto del acabado hasta la prueba en boca. La prueba general en boca con cofias no adheridas presenta muchos riesgos. Por un lado, las fuerzas de cizallamiento que aparecen incontroladamente pueden provocar fracturas en los muñones, y por otro lado existe peligro de daños a las coronas primarias al retirarlas de las coronas secundarias galvánicas ya fijadas a la estructura terciaria. El proceso acostumbrado se ve simplificado por la posibilidad de prescindir de una prueba general en boca con coronas telescópicas primarias. Se lleva a cabo únicamente una prueba general en boca orientadora sin las cofias de cerámica sin metal. Esta prueba permite extraer conclusiones sobre el asiento de la estructura terciaria sobre las áreas de mucosa, y sobre todo sobre el efecto estético. Naturalmente, no es posible evaluar completamente la posición de mordida y la relación intermaxilar, mientras que no es posible evaluar en absoluto el ajuste global y el asiento de las coronas secundarias sobre las cofias primarias en condiciones clínicas. Una vez realizada con éxito la prueba en boca, se procede al acabado del trabajo. También durante la inserción se adhieren en primer lugar las coronas primarias de cerámica sin metal sin un control previo, y tan solo después se coloca completamente el trabajo. Este procedimiento exige trabajar sin errores y requiere una cooperación estrecha y presidida por la confianza entre el laboratorio protésico y el odontólogo.
Adhesión inicial de las coronas primarias
Después de la preparación y de la toma de impresión de precisión, se confeccionan también en el laboratorio, tras la obtención del modelo, tanto las coronas primarias de cerámica sin metal como las piezas secundarias formadas galvánicamente. Como en el primer método, se confeccionan muñones de resina directamente adaptados a las piezas secundarias y una cubeta funcional. Sin embargo, durante la prueba clínica en boca se adhieren definitivamente las coronas primarias de cerámica sin metal directamente sobre los muñones dentales y a continuación se toma una impresión con las piezas secundarias. En este proceso, estas funcionan como cofias de transferencia. Para la confección del modelo se utilizan los muñones de resina ya creados. Durante la sesión clínica todavía debe confeccionarse una nueva prótesis provisional. Alternativamente puede colocarse una prótesis de viaje confeccionada previamente en el laboratorio. Esta prótesis se entrega también al paciente tras la colocación definitiva del trabajo terminado, y puede utilizarse como repuesto en casos de emergencia (de ahí que se conozca como prótesis de viaje). En el laboratorio protésico se confecciona a continuación la estructura terciaria. La única particularidad reside en el hecho de que la adhesión de las piezas secundarias a al estructura también puede tener lugar alternativamente en la boca, a fin de lograr un asiento absolutamente pasivo. Finalmente, también en este caso se procede al acabado. En este método, la colocación tendrá lugar con mucha menos tensión que al aplicar el procedimiento anteriormente mencionado.
En la segunda parte del artículo se describirá un caso clínico concreto.
Correspondencia
Sonja Ganz
Reichel Zahntechnik
Trierer Strabe 3
54411 Hermeskeil, Alemania
Correo electrónico: Sonja.ganz@reichel-zahntechnik.de
Dr. Andreas Kurbad
Kurbad+Plus,
Überregionale Gemeinschaftspraxis Viersen & Wintzingerode Viersener Strabe 15
41751 Viersen, Alemania
Correo electrónico: info@kurbad.de