


Este trabajo trata el modelado numérico de los fluidos viscoplásticos de Bingham y de Herschel-Bulkley por medio del método de los elementos finitos mixtos estabilizados velocidad/presión. Se usa el modelo viscoplásticos regularizados de Papanastasiou así como la formulación estabilizada con los métodos de subescalas ortogonales (Orthogonal subgrid scale, OSS) en el modelo discreto.
En esta parte II se presentan las soluciones numéricas para 2 problemas de flujos confinados de Bingham y de Herschel-Bulkley. Las soluciones obtenidas validan la metodología propuesta en la parte I de este trabajo.
The objective of this work is to model computationally Bingham and Herschel-Bulkley viscoplastic fluids using stabilized mixed velocity/pressure finite elements. Numerical solutions for these viscoplastic flows are presented and assessed. The regularized viscoplastic models due to Papanastasiou is used. In the discrete model, the Orthogonal Subgrid scale (OSS) method is used.
In this part II, numerical solutions for two problems of Bingham and Herschel-Bulkley confined flows are presented. The solutions obtained validate the methodology proposed in part I of this work.
Los materiales viscoplásticos se encuentran presentes en la industria y en diversidad de procesos. Esto motiva el interés en modelarlos apropiadamente desde que Eugene Bingham [3] los definió reológicamente por primera vez en 1919, cuando estudiaba las pinturas. Los modelos viscoplásticos comúnmente utilizados son el modelo de Bingham [3] y el modelo de Herschel-Bulkley [12].
Estos materiales se caracterizan porque muestran una tensión de corte mínima para que se pongan en movimiento. La presencia de zonas que se desplazan como cuerpos rígidos con velocidad constante y otras que se mueven a diferentes velocidades es notoria en ensayos experimentales ([6,14,25]). Encontrar la ubicación de las zonas de fluencia y no fluencia para un problema específico es el objetivo principal de numerosas investigaciones relacionadas con estos fluidos viscoplásticos con tensión de fluencia. También lo es la caracterización de las zonas de localización de la velocidad de deformación (slip-lines) que permitan el mecanismo cinemático del flujo. La configuración de estas zonas de fluencia y no fluencia determina en gran medida el comportamiento del flujo. El problema de determinar esta configuración de forma analítica es un problema abierto en mecánica de fluidos. Esto se debe, por un lado, a las dificultades propias de los modelos ideales y, por otro, a la diversidad de formulaciones regularizadas existentes.
El modelo de Herschel-Bulkley es un modelo más general que el clásico modelo de Bingham de comportamiento viscoplástico. Es uno de los modelos que permite un mejor ajuste a datos reológicos y experimentales [9]. El nombre de este nuevo modelo se debe al trabajo de Herschel y Bulkley [12]. Estos científicos obtuvieron los parámetros de este modelo para 114 sustancias cuyo comportamiento tensión-velocidad de deformación se obtuvo en el laboratorio logrando ajustes altamente satisfactorios.
El flujo de Herschel-Bulkley es más complejo que el de Bingham, ya que, además de la tensión umbral de fluencia, el modelo incorpora una fuente de no-linealidad adicional, el índice potencial n. Para flujos dilatantes (n>1) las velocidades son menores que para el correspondiente fluido de Bingham. Por el contrario, para flujos pseudoplásticos (n<1) las velocidades son mayores que en el flujo de Bingham; esto provoca mayores gradientes de velocidad y localización de la velocidad de deformación, lo cual hace el problema mucho más no-lineal y difícil de resolver numéricamente. Los fluidos de Herschel-Bulkley dilatante (n>1), una vez que comienzan a fluir, presentan un comportamiento muy particular e interesante debido a que su estructura interna se expande con el aumento de la velocidad de deformación (se observa en el transporte de los granos de arena en las dunas). Son menos comunes que los fluidos de Herschel-Bulkley pseudoplástico (n<1) y han sido mucho menos estudiados.
En este trabajo se trata la modelización numérica de flujos viscoplásticos con fluidos de Bingham y de Herschel-Bulkley. Se presentan 2 soluciones numéricas que aplican los conceptos y estrategias desarrolladas en la parte I. Con este conjunto de soluciones numéricas se valida el modelo numérico desarrollado. Las soluciones numéricas se comparan con soluciones analíticas y resultados numéricos de otros autores.
El problema a analizar para el fluido de Bingham es:
- •
Flujo de extrusión.
El problema a analizar para el fluido de Herschel-Bulkley es:
- •
Flujo alrededor de un cilindro que se desplaza y rota sobre su eje.
Para ambos problemas se tiene que, en el problema continuo:
- •
Las ecuaciones de gobierno que definen el modelo matemático son las ecuaciones de Navier-Stokes para flujo incompresible e isotérmico, ecs. (1, parte I) y (3, parte I), en condiciones no inerciales (ecuaciones de Stokes o creeping flow).
- •
Se usa el modelo regularizado de Papanastasiou [21] para la viscosidad, ec. (26, parte I) en el fluido de Bingham y de Herschel-Bulkley, ec. (32, parte I). Se usa un valor mínimo de velocidad de deformación con el fin de evitar la singularidad numérica que presenta este modelo.
- •
La condición de fluencia y no fluencia para la determinación de las zonas rígidas o sólidas y las zonas en las que el fluido fluye es el del modelo ideal: si τ>τy, el fluido está en fluencia y, caso contrario, no.
- •
Las líneas de corriente del flujo se determinan resolviendo la ecuación (6, parte I).
En el problema discreto:
- •
Se usa una formulación mixta (u/p) de elementos finitos de acuerdo con la metodología presentada en la sección 8, parte I. Esto es:
- •
Elementos finitos triangulares con interpolación lineal tanto para la velocidad como para la presión (P1-P1).
- •
τ>τy Estabilización con el método OSS (ecs. 44 y 45, parte I).
- •
Linealización de Picard.
- •
La convergencia en cada paso se alcanza cuando la relación entre la norma iterativa y la norma incremental de las velocidades es menor que 1e-04.
- •
Discretización temporal BDF1.
- •
Los flujos considerados en este trabajo son flujos estacionarios desarrollados en una malla fija. El fluido se supone inicialmente en reposo.
- •
Se considera que se ha alcanzado el estado estacionario cuando la variación de la norma de velocidad entre pasos sucesivos de tiempo es menor de 1e-04.
Las implementaciones del modelo viscoplástico regularizado Bingham-Papanastasiou, Herschel-Bulkley-Papanastasiou y las simulaciones respectivas se realizaron en el programa de elementos finitos Zephyr desarrollado por el Prof. Codina y sus colaboradores en el Centro Internacional de los Métodos Numéricos en Ingeniería (CIMNE). El preproceso y el posproceso de los problemas a estudiar ha sido realizado con Geometría y Data (GiD), desarrollado también en el CIMNE.
2Flujo de extrusión con fluido de Bingham2.1Descripción del problemaEl proceso de extrusión consiste en colocar una lámina de material dentro de un molde forzándolo a fluir a través de este para producir la forma deseada. Este proceso es muy usado en la industria, en el área del conformado de metales, en productos manufacturados como envases, tubos, revestimiento de cables, entre otros. La extrusión consiste en empujar la lámina de material con un punzón a través del cual se aplica la presión necesaria para que comience a fluir. El proceso es directo cuando la lámina y el punzón de presión se mueven juntas contra un molde que está fijo, la dirección del flujo del material extruido coincide con la dirección del movimiento del punzón; es indirecto cuando el molde está unido al punzón y juntos se mueven sobre la lámina, el material extruido se mueve en dirección opuesta a la dirección del punzón.
Aunque las aplicaciones industriales suelen ser tridimensionales, una simulación bidimensional simplificada provee información cualitativa de la naturaleza de la región plástica y permite estimar las fuerzas requeridas en el proceso de extrusión.
Prandtl introdujo en 1920 el método de las líneas de deslizamiento (slip-line theory)[23] como método sistemático para determinar los campos de tensiones y los campos de velocidades asociados a estas tensiones en cuerpos perfectamente plásticos que obedecen el criterio de fluencia de Von Mises [19] (o Tresca) en deformación plana. Este método fue generalizado por Mandel [18] con el fin de incluir otros criterios de fluencia e incluir el caso de tensión plana [17].
Las líneas de deslizamiento son las líneas tangentes a las direcciones de máxima tensión tangencial (2 direcciones ortogonales en cada punto, a 45° con las direcciones de las tensiones principales en problemas planos). Esto las define como las trayectorias de las máximas tensiones de cortante.
En deformación plana, el flujo plástico coincide con las direcciones de máxima tensión cortante. Por tanto, en un material rígido-plástico, el material desliza a lo largo de las líneas de máxima tensión cortante. De ahí el nombre de líneas de deslizamiento (slip-lines).
Las líneas de deslizamiento forman un campo de familias ortogonales de curvas cuyas envolventes permiten definir zonas del dominio que deslizan sobre otras como sólidos rígidos, formando un mecanismo cinemático admisible. A partir de este mecanismo y utilizando las ecuaciones de Hencky [11] se puede calcular la carga de fluencia en un problema dado. También se pueden usar los teoremas del máximo y del mínimo para acotar la carga de extrusión superior e inferiormente.
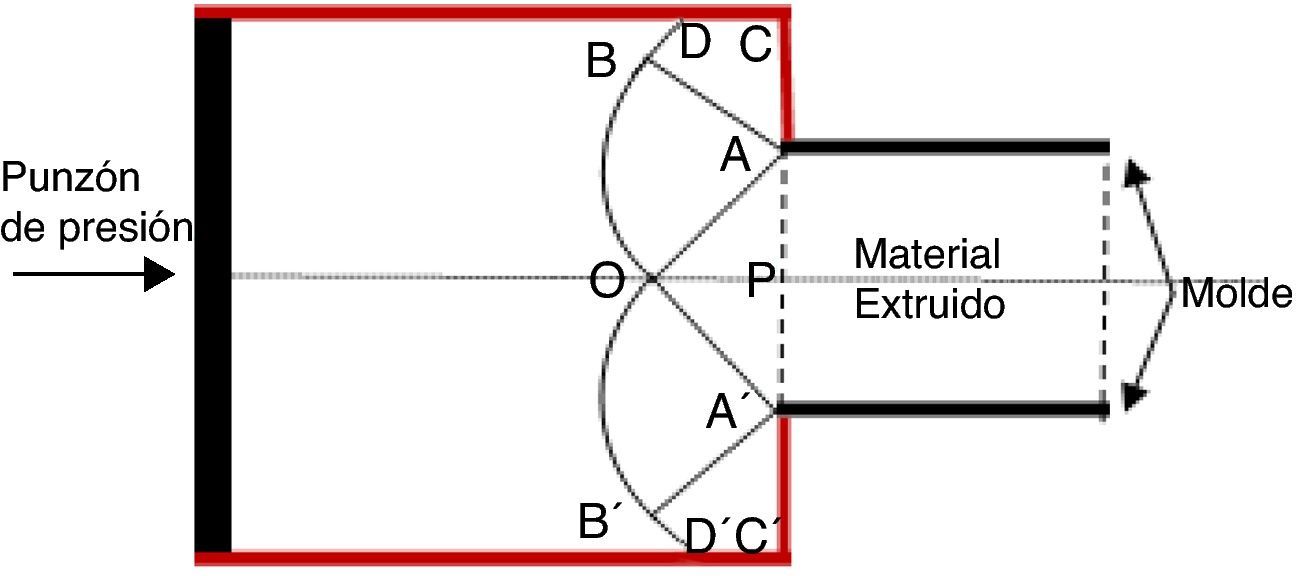
Con la teoría de las líneas de deslizamiento, Hill desarrolló en 1948 la solución para una extrusión directa sin fricción con el molde [13], con una reducción del cincuenta por ciento en la sección transversal. Posteriormente, Alexander [1] muestra que en una reducción de la cavidad en dos tercios (2/3) (fig. 1) existe una extensión (zona ABDC) de la zona en fluencia cuya tensión promedio es igual a la presión de extrusión:
donde p es la presión de extrusión y τy es la tensión de fluencia.
.")
El problema de extrusión puede formularse en una forma lagrangeana bajo la aproximación de flujo plástico o como un sólido elasto-plástico.
En el primer caso, donde se ignoran completamente las deformaciones elásticas, el material obedece el criterio de Von Mises y una regla de flujo asociada. Zienkiewicz et al. [27] y Oñate [20] obtuvieron con esta formulación resultados para extrusión en deformación plana de un material sin endurecimiento en una malla lagrangeana que se deforma con el material. El problema es análogo al problema de elasticidad incompresible intercambiando los conceptos de desplazamiento, deformación y módulo de rigidez en el problema elástico por los de velocidad, velocidad de deformación y viscosidad no-Newtoniana en la formulación de flujo.
El segundo caso, considerando las deformaciones elásticas, es más complicado debido a la no linealidad geométrica y no linealidad del material. Lee [16] presentó uno de los primeros ejemplos de la aplicación del método de grandes deformaciones elasto-plásticas al problema de extrusión, utilizando un esquema lagrangeano actualizado y un modelo de material basado en el criterio de Von Mises con endurecimiento.
Alternativamente, este problema puede estudiarse en forma euleriana, como un flujo viscoplástico obedeciendo el criterio de Von Mises ([7,10,22]). En esta formulación el material se comporta como rígido-plástico o perfectamente plástico, con una viscosidad plástica muy pequeña. En este contexto, una vez se alcanza la tensión de fluencia, el material fluye casi sin resistencia adicional. Dentro de las zonas de fluencia se forman líneas con alta localización de la velocidad de deformación que pueden identificarse con las líneas de deslizamiento de la teoría de Prandtl. Estas líneas forman un mecanismo cinemático que permite que otras zonas del material se muevan casi como un sólido rígido. La envolvente de las líneas de deslizamiento puede identificarse con los límites de las zonas de fluencia.
Esta es la formulación que se sigue en este trabajo. El objetivo principal es encontrar las zonas de fluencia y no fluencia, las líneas de corriente y el campo de las líneas de deslizamiento. Se obtiene también el correspondiente valor de la presión de extrusión, y se compara con la solución analítica dada por la teoría de las líneas de deslizamiento, ecuación (1).
El material se modela como un fluido regularizado de Bingham de manera similar al planteado por Perić y Slijecpčević [22]. Este problema también ha sido estudiado por Larese de Tetto [15].
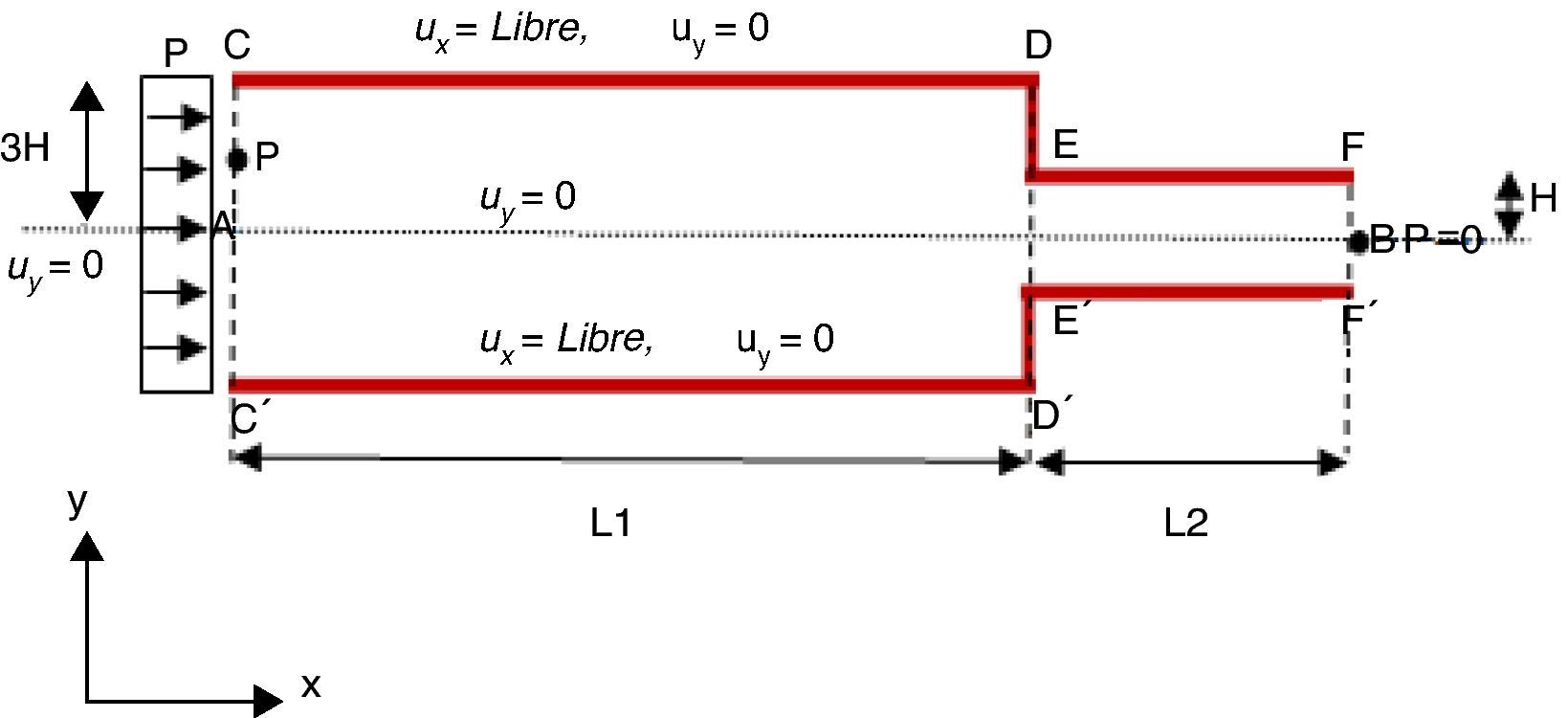
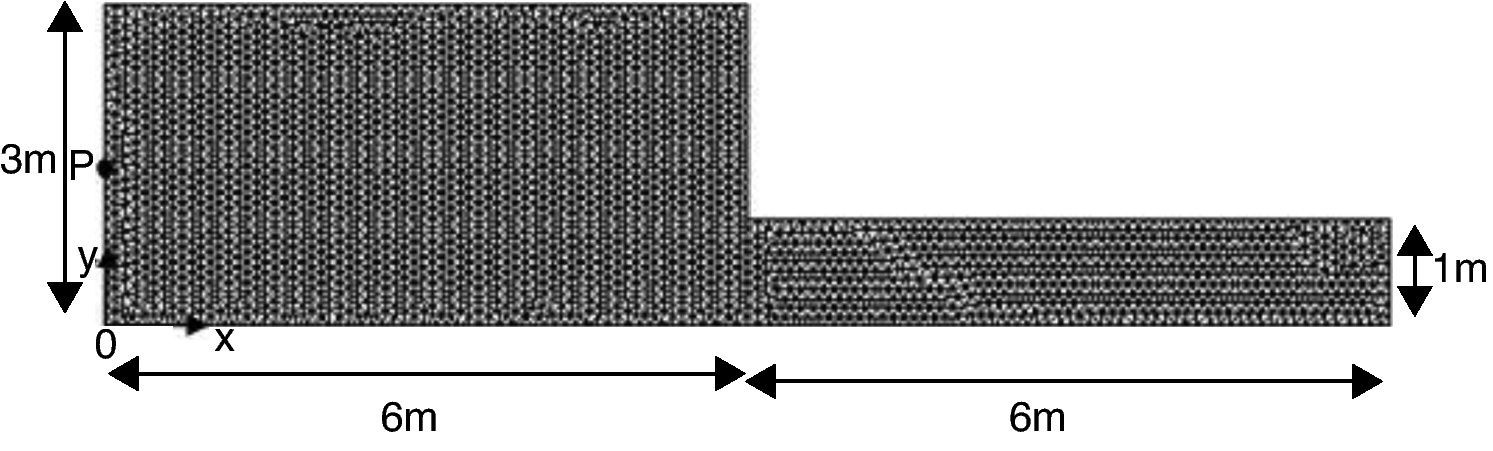
2.2Geometría y condiciones de contornoEn la figura 2 se muestran la geometría y las condiciones de contorno para una cavidad plana con una reducción de dos tercios (2/3).

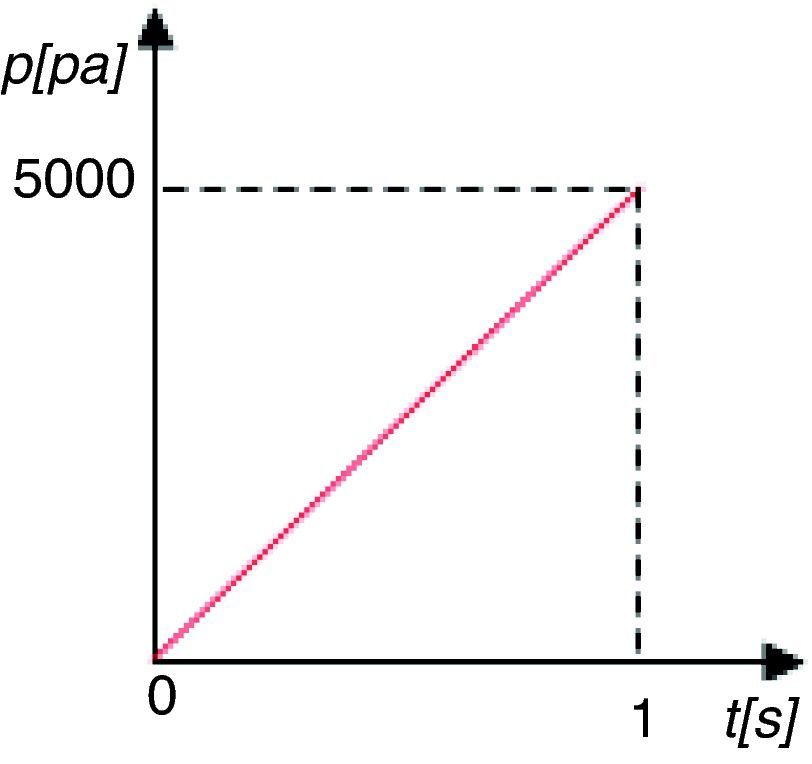
Se impone la condición de deslizamiento en las paredes CDEF y C′D′E′F′. Se aplica una condición de tracción normal impuesta a lo largo de la línea CC′, que representa la presión aplicada por la almohadilla. La componente vertical de la velocidad en CC′ es nula. La presión aplicada sigue la función lineal de carga que se muestra en la figura 3. En el punto B se impone una presión nula con el fin de determinar el campo de presiones. En el punto E se deja libre la componente horizontal de la velocidad.
2.3Propiedades constitutivas y parámetro de regularización
Las propiedades constitutivas y el parámetro de regularización usado en la simulación numérica para el fluido de Bingham en el flujo de extrusión se muestran en la tabla 1.
2.4Descripción del problema discretoEl problema se resuelve mediante sucesivos problemas estacionarios a medida que se incrementa la presión. Es un problema bidimensional de deformación plana. La simulación se realizó considerando el término convectivo en la ecuación de conservación de momentum y sin este.
2.5DiscretizaciónPor simetría solo se analiza la mitad superior de la cavidad. Se utilizó una malla uniforme no estructurada de elementos triangulares P1P1, con número de nodos de 2.821 y elementos de 5.340. La malla M se muestra en la figura 4.
2.6Presión de extrusión
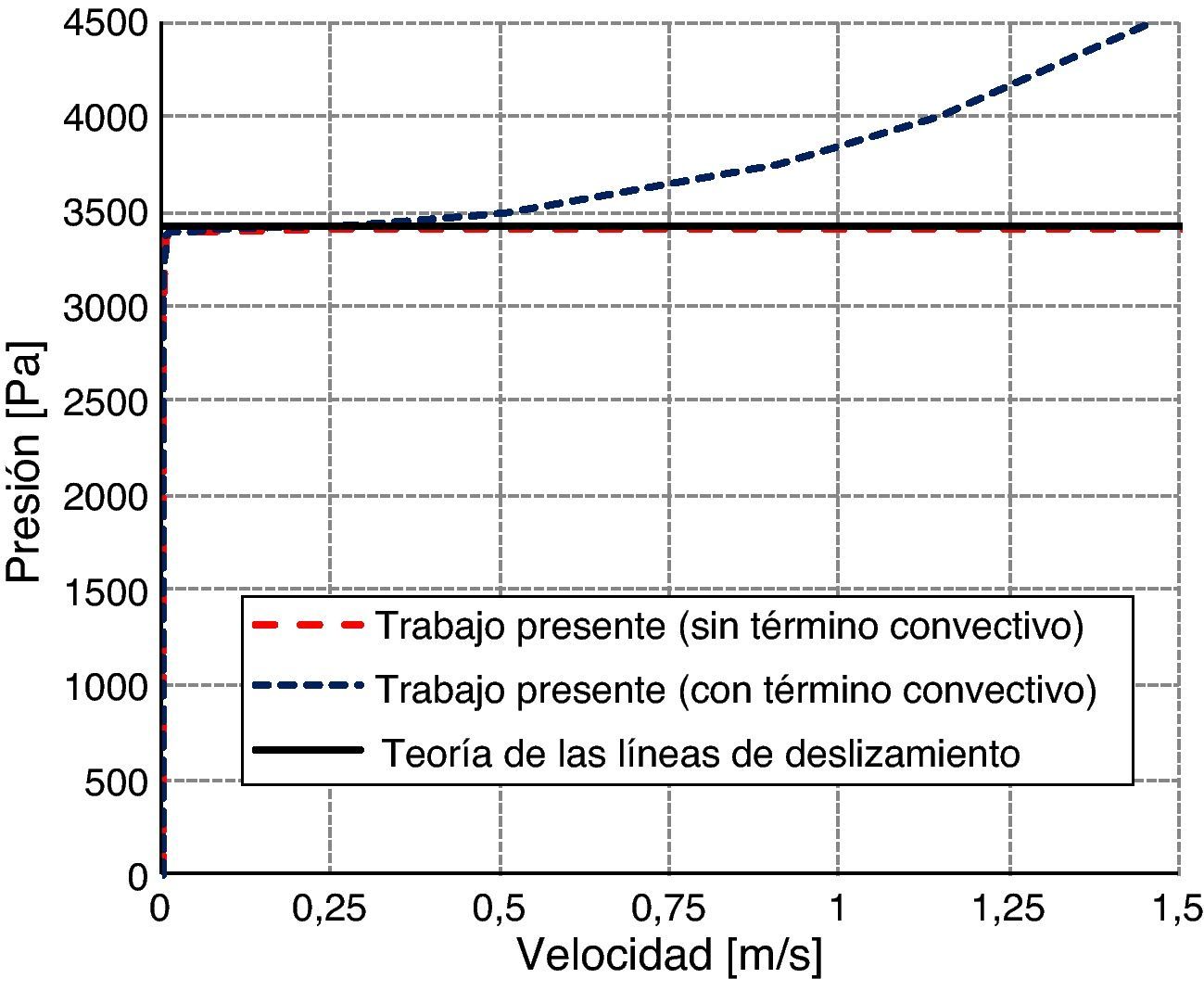
La figura 5 muestra la velocidad del punzón respecto a la presión aplicada, considerando el término convectivo en la ecuación de conservación de momentum y sin este. Se muestra también la solución analítica obtenida de la teoría de las líneas de deslizamiento. En la solución numérica, el flujo está desarrollado y las zonas de fluencia están conformadas para una presión P=3.400Pa para el instante t=0,68s. La solución analítica de la teoría de líneas de deslizamiento, ec. (1), es Pana=3.428Pa.
. Comparación entre la solución analítica y la numérica.")
En la solución sin el término inercial, una vez formado el mecanismo de las líneas de deslizamiento, y dada la muy baja viscosidad del fluido, el flujo alcanza velocidades muy grandes para pequeños incrementos de presión.
Esto no ocurre si se considera el término convectivo. En este caso, es necesario seguir aumentando la presión para vencer los efectos inerciales después de formarse el mecanismo de las líneas de deslizamiento y conseguir velocidades importantes. Esta dependencia velocidad-fuerza de inercia es cuadrática.
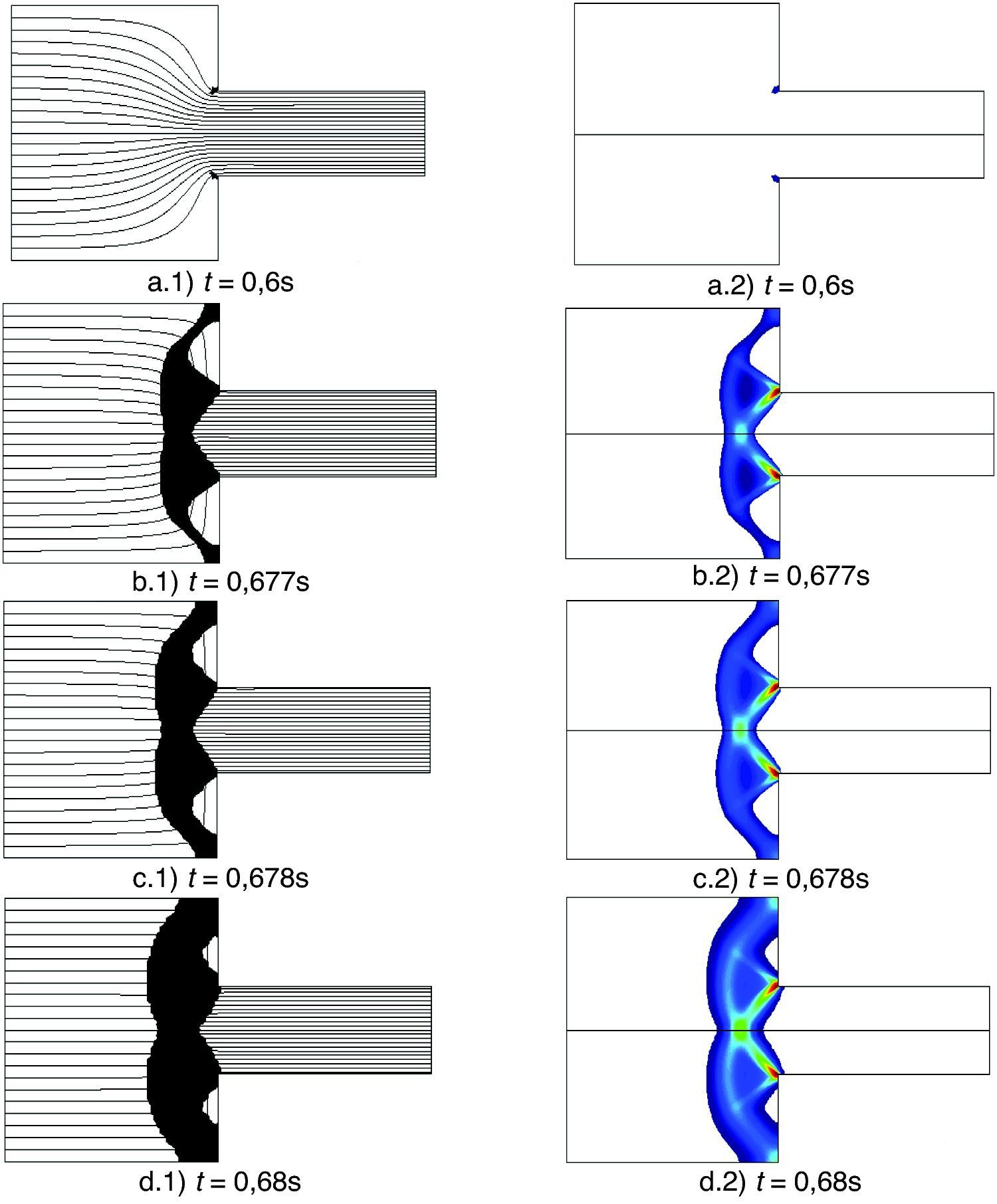
2.7Dinámica del flujoEn la figura 6 se muestran las líneas de corriente para diferentes instantes de tiempo. Las líneas de corriente se presentan suaves para el tiempo de t=0,6s (fig. 6 a.1)) y se van ajustando a las paredes de la geometría a medida que aumenta el tiempo a partir de t=0,677s (fig. 6 b.1), c.1), y d.1)). En estas figuras se observa cómo, a medida que se forma el mecanismo cinemático de extrusión, las líneas de corriente presentan cambios bruscos de dirección. Las líneas a lo largo de las cuales se producen estos cambios de la dirección de la velocidad son las líneas de deslizamiento. En el canal de salida, la distribución de las líneas de corriente se mantiene constante para cada instante de tiempo.
2.8Zonas de fluencia y no fluencia y líneas de deslizamiento y zonas en no fluencia (claras) en: a.1), b.1), c.1) y d.1), tensión de fluencia τy=1000Pa. Velocidad de deformación en a.2), b.2), c.2) y d.2), γcrit=0.01688s−1.")
La secuencia de la figura 6 de arriba abajo muestra la formación del mecanismo de extrusión. A la izquierda, se muestra la formación de las zonas de fluencia (oscuras) y no fluencia (claras). A la derecha, se muestra la distribución de la velocidad de deformación y la formación de las líneas de deslizamiento.
En la figura 6 a.1), en el tiempo t=0,6s, el material se encuentra sólido casi en su totalidad; aparece solo el inicio de la zona en fluencia. En la figura 6 b.1), en el tiempo t=0,677s, el flujo comienza el proceso de extrusión, se amplía la zona de fluencia. En la figura 6 c.1), en el tiempo t=0,678s, se ha extendido mucho más la zona en extrusión y en la figura 6 d.1), en el tiempo t=0,68s, la presión de extrusión aplicada P=3.400Pa ha desarrollado completamente el campo de las líneas de deslizamiento.
En la figura 6 a.2), en el tiempo t=0,6s, puede verse el campo de la velocidad de deformación para el cual se inicia el proceso de extrusión. La evolución del campo de la velocidad de deformación coincide con el campo de las líneas de deslizamiento. Se ha tomado como la velocidad de deformación crítica γcrit=0.01688s−1, que corresponde con el valor de la tensión de fluencia (τy=1000Pa en la relación tensión-velocidad de deformación del modelo regularizado.
En las figuras 6 b.2, c.2), los tiempos t=0,677s y t=0,678s, respectivamente, continua el proceso de extrusión. En la figura 6 d.2), en el tiempo t=0,68s, el material se encuentra completamente extruido. En este momento se alcanza el mecanismo de extrusión y se forman líneas de alta localización de la velocidad de deformación en las zonas de fluencia. Estas líneas se identifican con las líneas de deslizamiento de la teoría clásica.
3Flujo de Herschel-Bulkley alrededor de un cilindro que se desplaza y rota sobre su eje3.1Descripción del problemaEl problema del flujo alrededor de un obstáculo fue inicialmente estudiado considerando un obstáculo esférico. Es un problema clásico en mecánica de fluidos y con muchas aplicaciones prácticas, principalmente en la industria química. Ejemplos de este problema pueden verse también en la industria de alimentos en materiales heterogéneos con el fin de mantener las partículas separadas, en trabajos de perforación para facilitar el transporte de lodos, en ingeniería ambiental con el uso de aerosoles, también en materiales como pastas de cemento, entre otros. Estos materiales son típicamente suspensiones de partículas gruesas en un líquido y están sujetos a una tensión de fluencia. Esto implica que la caída o asentamiento de estas partículas puede ocurrir solo si la fuerza gravitacional neta excede la fuerza resistente debido a la tensión de fluencia ([4,8,24,26]).
Actualmente, se dispone de una amplia información sobre el fenómeno de la estela de arrastre en esferas cayendo en un fluido pseudoplástico, en un fluido viscoplástico y en un fluido viscoelástico, para bajos números de Reynolds ([2,5]). En comparación, existen pocos estudios sobre el arrastre y la sustentación en cilindros cayendo libremente en medios no-Newtonianos en general y en medio viscoplástico en particular.
En este caso se estudia el problema del flujo de Herschel-Bulkley alrededor de un cilindro que se desplaza entre 2 placas paralelas a la vez que rota sobre su propio eje. El objetivo principal es mostrar el patrón de localización de las velocidades de deformación en el fluido, así como las zonas de fluencia y no fluencia y las líneas de corriente para diferentes velocidades de rotación. Se determinan también la fuerza de arrastre y de sustentación sobre el cilindro y los respectivos coeficientes adimensionales.
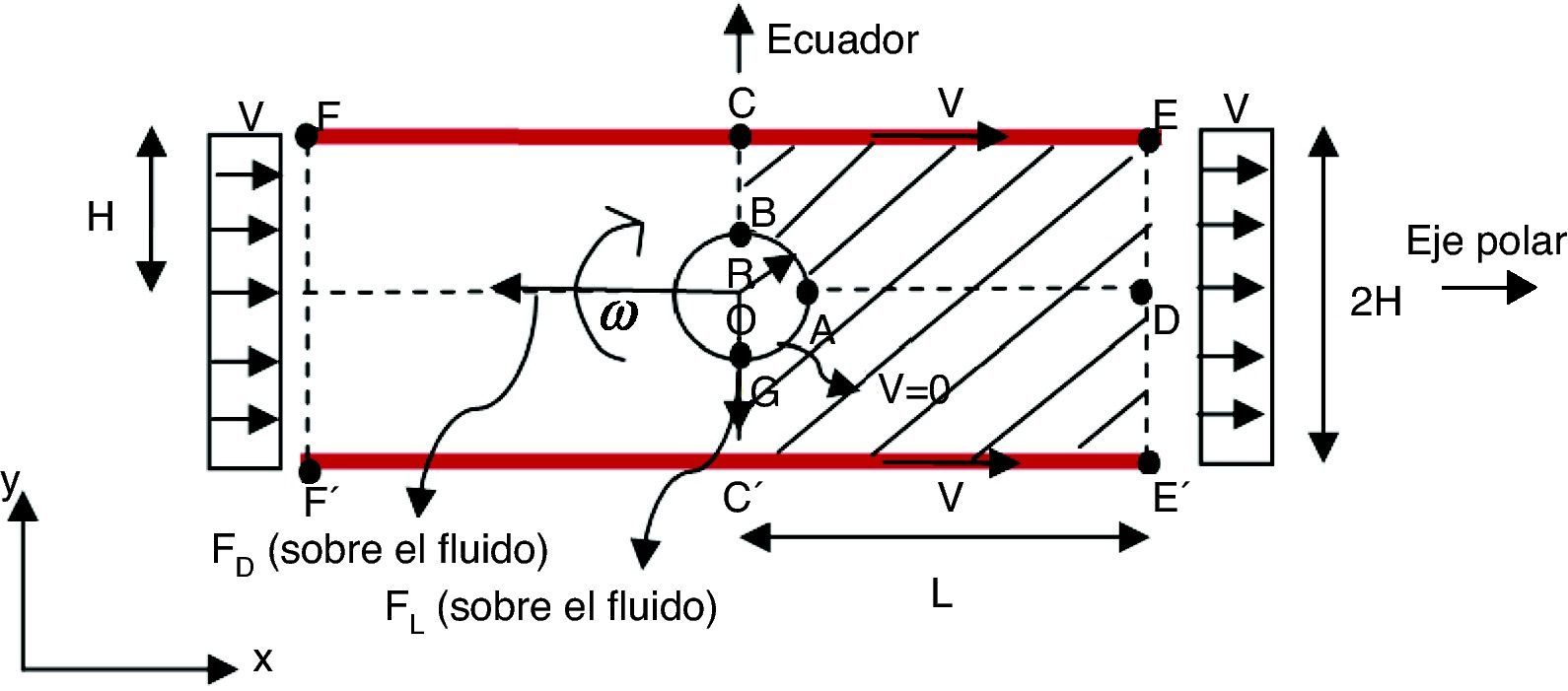
Sea x la dirección del movimiento e y la dirección perpendicular (fig. 7). La fuerza de arrastre FD sobre el cilindro es:


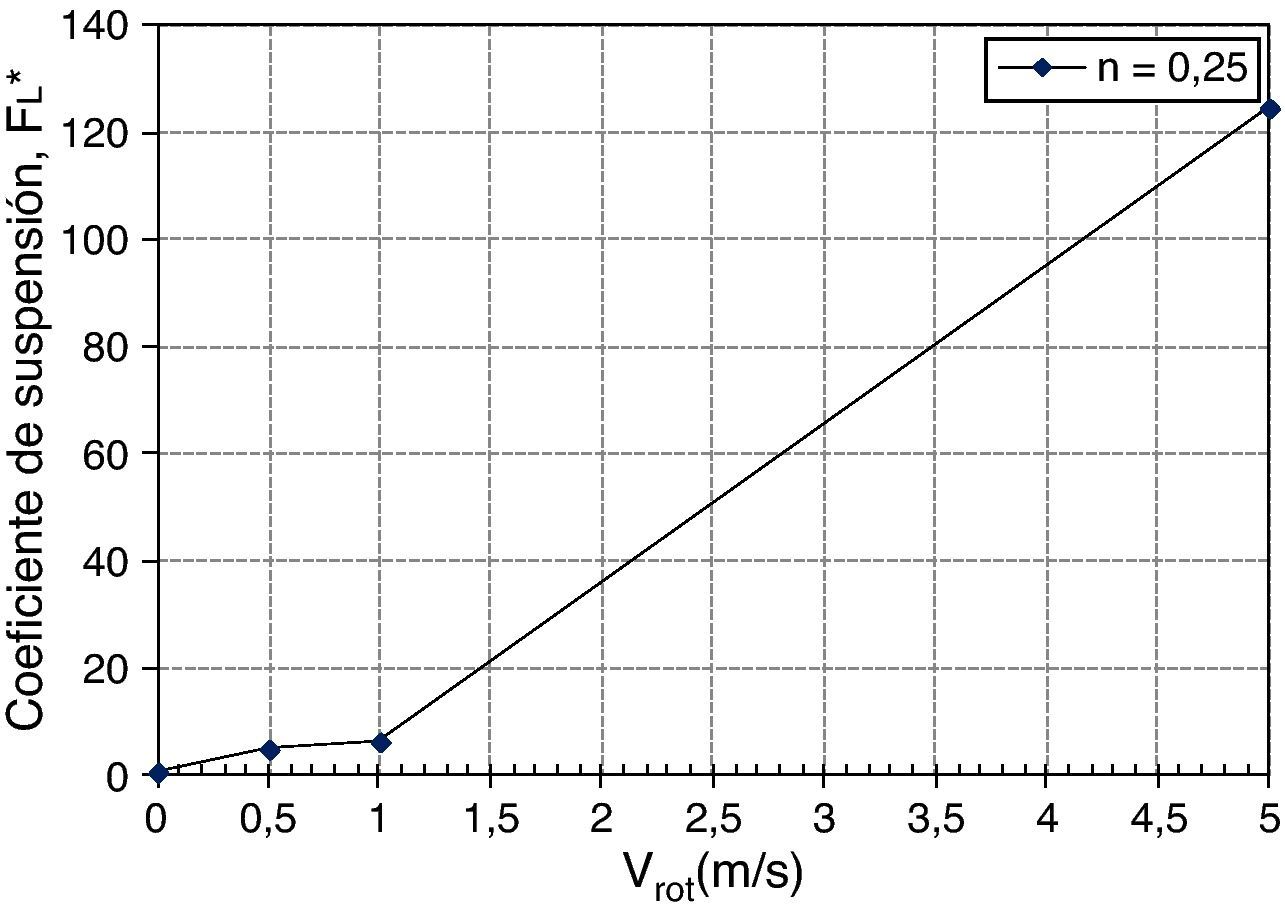
La fuerza de sustentación FL sobre el cilindro es:
donde R es el radio del cilindro y L es la longitud unitaria del cilindro. El vector de tracciones sobre el cilindro, t→, es t→=(tx, ty)=(σxxcosθ+σxysenθ, σyysenθ+σxycosθ), siendo σxx, σxyyσyy las componentes del tensor de tensiones en el plano xy. θ es el ángulo entre el vector normal a la superficie del cilindro y el eje x.
Para el fluido viscoplástico de Herschel-Bulkley, la fuerza de arrastre y de sustentación adimensionales son:
donde k es el índice de consistencia del fluido, V es la velocidad de caída del cilindro y n es el índice potencial.3.2Geometría y condiciones de contorno
El cilindro de radio R=1m se encuentra entre 2 placas paralelas separadas por una distancia 2H. Las placas paralelas tienen longitud infinita y el eje del cilindro está ubicado equidistante de estas.
El problema del flujo alrededor del cilindro que se desplaza y rota sobre su propio eje puede plantearse respecto a 2 sistemas de referencia:
- 1.
Con los ejes de referencia fijos, de forma que las placas están fijas y el cilindro se mueve con velocidad V y arrastra el fluido. La fuerza de arrastre sobre el cilindro se opone al movimiento de este.
- 2.
Con los ejes de referencia que se trasladan con el cilindro. En estos ejes, el cilindro está quieto y el fluido fluye alrededor del mismo. La fuerza de arrastre sobre el fluido se opone al movimiento de este. En este caso, las placas se desplazan con una velocidad constante V Esta misma velocidad V se aplica en el contorno de entrada del dominio, suficientemente lejos del cilindro. Esta velocidad se desarrolla dentro del fluido hasta alcanzar la misma velocidad V en el contorno de salida del dominio.
Esta segunda forma es mucho más adecuada para una formulación euleriana, ya que el dominio de análisis permanece fijo. Es por tanto, la que se adopta en este trabajo. En este caso, se consideran ejes de referencia que se trasladan con el cilindro (fig. 7).
Respecto a la superficie del cilindro, se pueden adoptar 2 condiciones:
- •
Con deslizamiento (slip condition). un=0;ut=libre donde un es la velocidad normal y ut es la velocidad tangencial sobre el cilindro.
- •
Sin deslizamiento (stick condition). ux=0;uy=Vrot=ωR donde ω es la velocidad angular del cilindro.
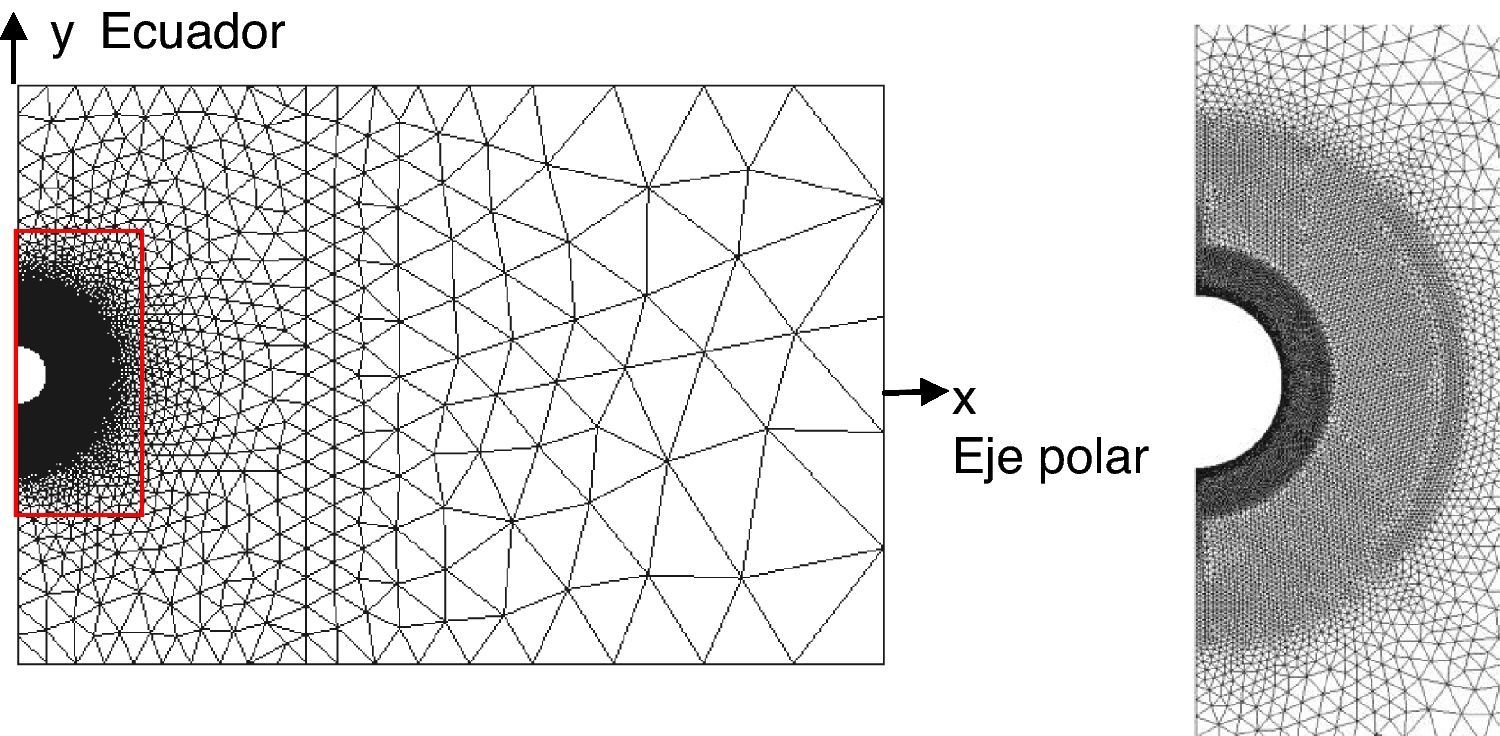
En lo que sigue se adoptan las condiciones de no deslizamiento. Aplicando las condiciones de antisimetría apropiadas a lo largo del ecuador del cilindro, el flujo plano puede estudiarse considerando solo la mitad del dominio (zona rallada CEE′C′) de la figura 7. En la línea BCC′G la velocidad en la dirección y se impone nula. Se impone presión nula en el punto C para determinar el campo de presiones.
La velocidad de las placas (CE y C′E′) se impone igual a la velocidad de entrada V=1m/s, ux=V y uy=0. En la salida EE′, se impone uy=0; la velocidad en la dirección x, ux, es uniforme e igual a V.
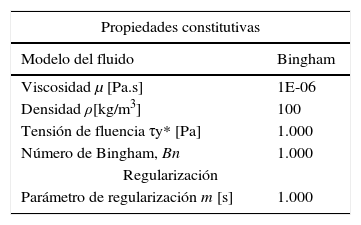
3.3Propiedades constitutivas y parámetro de regularizaciónEn la tabla 2. Propiedades constitutivas y parámetro de regularización. se indican las propiedades constitutivas del fluido y el parámetro de regularización utilizado. El índice potencial es n=0,25, correspondiente a un fluido fuertemente pseudoplástico.
3.4DiscretizaciónLa malla M muestra el número de nodos de 9.425 y de elementos de 18.345 que se emplean en la simulación numérica, que discretiza un dominio con relaciones H:R=10:1 y L:R=30:1.
En la figura 8 se muestra la malla no estructurada M de elementos triangulares P1P1 y detalle alrededor del cilindro. El mallado es más denso en la zona del cilindro.
 alrededor del cilindro.")
El tamaño de los elementos en la línea BG (ver fig. 7) del cilindro para la malla M es de 0,01. En las líneas BC y GC′ (ver fig. 7), el tamaño varía desde 0,01 hasta 0,04.
3.5Fluido de Herschel-Bulkley pseudoplástico, n=0,25Se estudia un cilindro moviéndose en un fluido viscoplástico de Herschel-Bulkley y rotando sobre su propio eje. La velocidad de rotación Vrot tiene sentido horario. Se estudian los casos con velocidad de rotación Vrot=0, 0,5, 1, 5m/s.
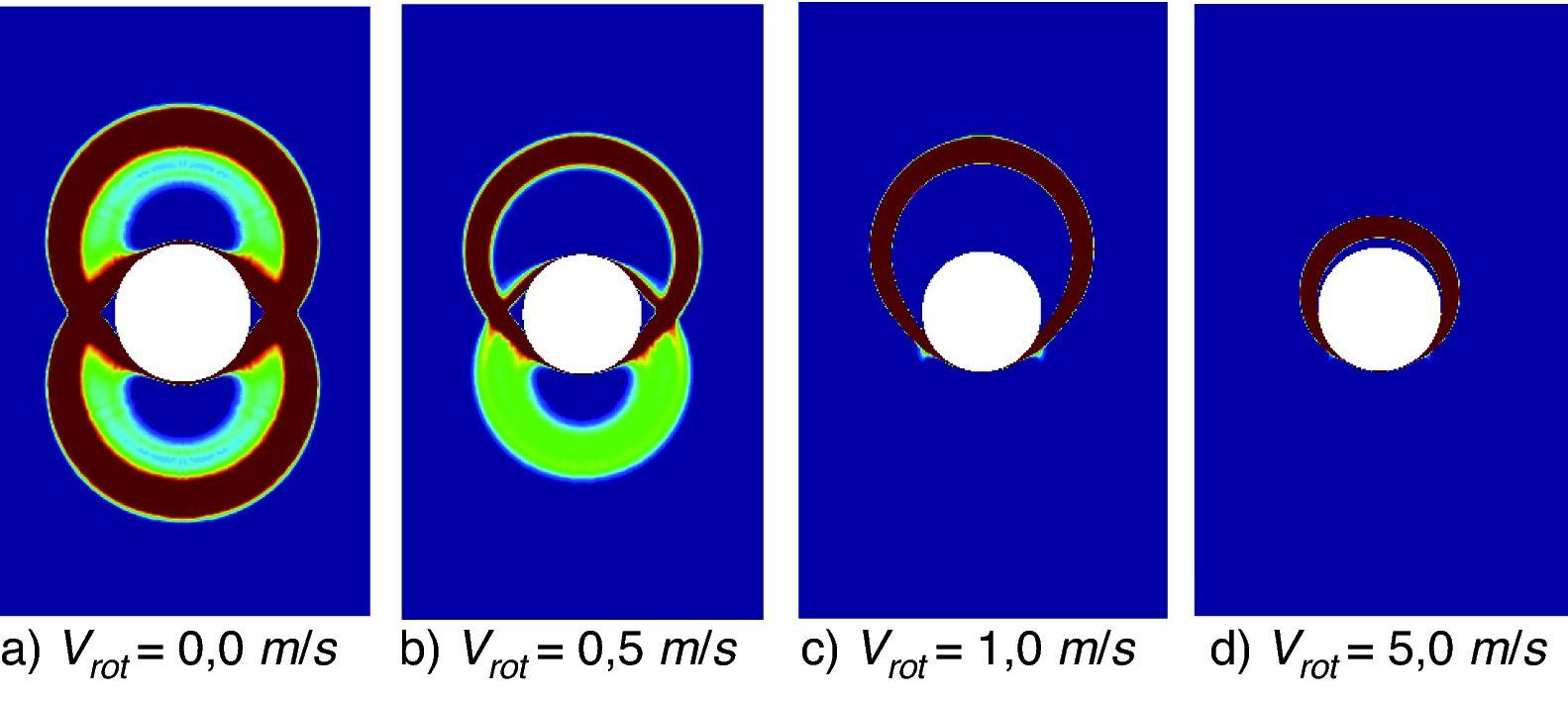
3.5.1Efecto de la velocidad de rotación en la velocidad de deformaciónEn la figura 9 se muestran las distribuciones de la velocidad de deformación para la velocidades de rotación Vrot=0, 0,5, 1, 5m/s.

Para la velocidad de rotación nula (fig. 9), la velocidad de deformación es simétrica respecto a los ejes x e y. Puede verse que la velocidad de deformación se localiza en 2 bandas circulares no concéntricas (rojas), los centros de estas bandas están sobre el ecuador a ambos lados del cilindro. El cilindro se circunscribe dentro de cada banda.
Cuando el cilindro rota, las velocidades de deformación alrededor del cilindro son simétricas solo respecto al eje y (ecuador).
A medida que la velocidad de rotación va aumentando, la banda de velocidad de deformación a un lado del cilindro va desapareciendo y la del otro se va acercando al cilindro (fig. 9 b)). Este hecho se debe a que las velocidades de rotación y de traslación del cilindro se suman a un lado y se restan en el otro.
En la figura 9 c) puede verse que cuando la velocidad de rotación es Vrot=1m/s, uno de los anillos prácticamente ha desaparecido. En la figura 9 d) el único anillo visible es prácticamente tangente al cilindro. Para mayores valores de la velocidad de rotación, la velocidad de deformación se concentra alrededor del cilindro.
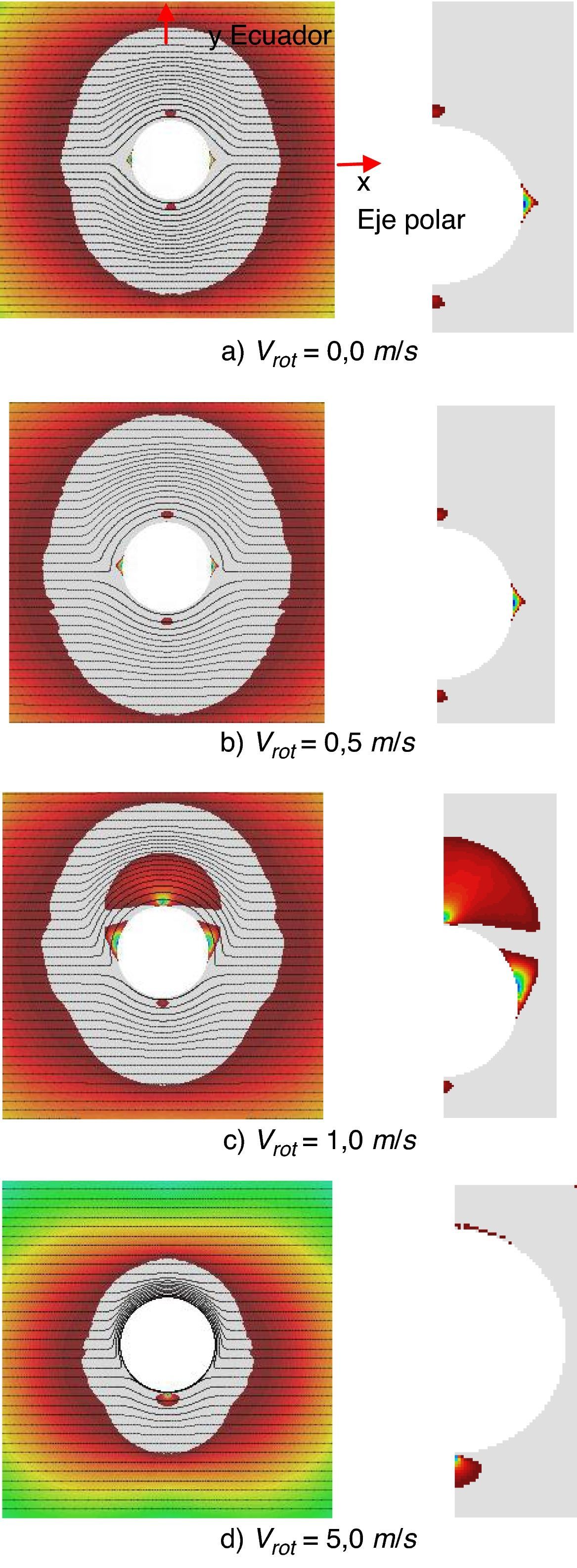
3.5.2Líneas de corrienteEn la figura 10, para la velocidad de rotación nula, las líneas de corriente son simétricas respecto al eje polar y al ecuador. Para valores no nulos de la velocidad de rotación, las líneas de corrientes son simétricas respecto al ecuador. A medida que esta velocidad aumenta, las líneas de corriente a un lado del cilindro pasan de ser ovaladas y se acercan mucho más al cilindro. Allí donde las líneas de corriente dejan de ser líneas rectas se producen los mayores gradientes de velocidad y altos valores de velocidad de deformación (ver fig. 10), que se corresponden con las bandas de la figura 9 dentro de la zona en fluencia. Para mayores valores de la velocidad de rotación, las líneas de corriente están muy cerca del cilindro.
3.6Zonas de fluencia y no fluencia y no fluencia (a color) y líneas de corriente para diferentes velocidades de rotación. A la derecha se muestra un detalle de la zona en no fluencia alrededor del cilindro.")
En la figura 10 se muestran las zonas de fluencia (gris) y no fluencia (color) para las velocidades de rotación de Vrot=0, 0,5, 1, 5m/s. Pueden verse los efectos de la velocidad de rotación en el flujo; las zonas de fluencia y no fluencia muestran un patrón de evolución complejo alrededor del cilindro. Los casquetes polares y las zonas de recirculación varían a medida que aumenta la velocidad de rotación. En el lado superior del cilindro, la zona en fluencia va disminuyendo más rápido que en el lado inferior.
En la figura 10 se muestran también en detalle las zonas de no fluencia (casquetes polares y zona de recirculación) alrededor del lado derecho del cilindro para diferentes velocidades de rotación aplicada.
Puede verse que los casquetes polares y la zona de recirculación aumenta hasta Vrot=1m/s; a partir de este valor comienzan a disminuir y para Vrot=5m/s solo se observa la zona de recirculación del lado inferior del cilindro. También se observa que para la velocidad de rotación Vrot=1m/s, en el lado superior del cilindro, la zona de recirculación es prácticamente medio círculo y los casquetes polares se encuentran esviados (fig. 10 c)). Para valores de la velocidad de rotación mayores la tendencia es a que desaparezcan los casquetes polares y la zona de recirculación, por tanto, que haya solo flujo en una zona muy localizada alrededor del cilindro.
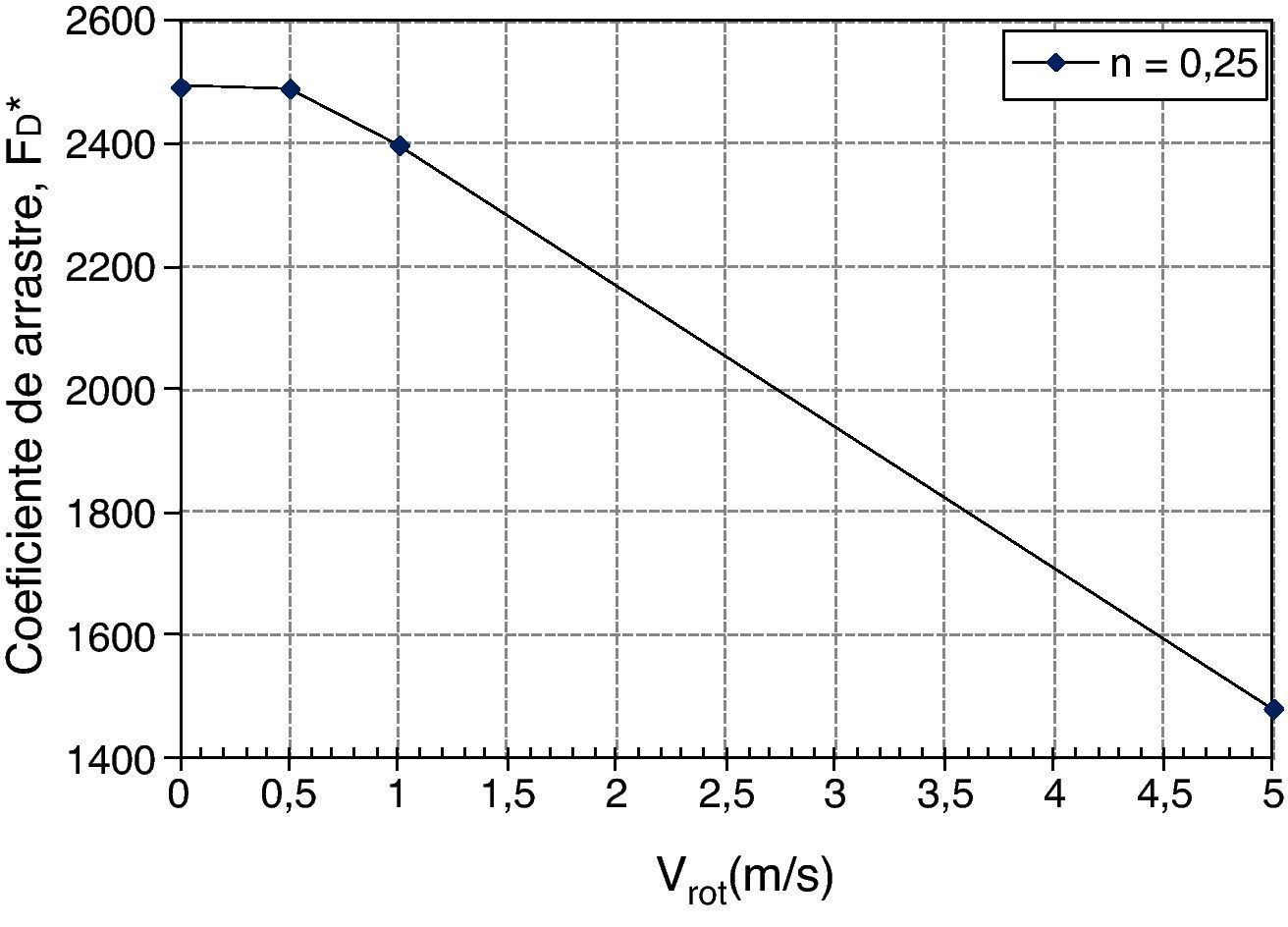
3.7Fuerzas de arrastre y de sustentaciónEn la figura 11 se muestra la fuerza de arrastre para las velocidades de rotación de Vrot=0, 0,5, 1, 5m/s. Se observa que a medida que la velocidad de rotación aumenta, el coeficiente de arrastre disminuye.

En la figura 12 puede verse la fuerza de sustentación para las velocidades de rotación de Vrot=0, 0,5, 1, 5m/s. La fuerza de sustentación es nula cuando no hay rotación y va aumentando a medida que la velocidad de rotación aumenta. En cualquier caso, la magnitud de la fuerza de sustentación es muy inferior a la de la fuerza de arrastre.

En este problema, los resultados muestran que la rotación del cilindro afecta el comportamiento del flujo alrededor del mismo. Al aumentar la velocidad de rotación la distribución de la velocidad de deformación y las zonas de fluencia y no fluencia pasan de tener una distribución simétrica respecto al eje x y antisimétrica respecto al eje y a una distribución antisimétrica solo respecto al eje y.
Para velocidad de rotación nula, la distribución de la velocidad de deformación muestra 2 bandas circulares no concéntricas y equidistantes del centro del cilindro. Este patrón cambia con la presencia de la velocidad de rotación.
Al aumentar la velocidad de rotación, las bandas circulares, ubicadas por debajo del cilindro, en el ecuador, disminuyen. El tamaño de las zonas de fluencia y no fluencia, los casquetes polares y las zonas de recirculación aumentan hasta que la velocidad de rotación es Vrot=1m/s; luego, estas zonas comienzan a disminuir y los casquetes polares y las zonas de recirculación prácticamente desaparecen con Vrot=5m/s.
Los cambios bruscos de pendiente de las líneas de corriente indican alta localización de la velocidad de deformación.
La fuerza de arrastre del cilindro disminuye con el aumento de la velocidad de rotación mientras que la fuerza de sustentación aumenta.
4ConclusionesEn esta investigación se han presentado soluciones numéricas para 2 problemas de flujos confinados para fluidos de Bingham y de Herschel-Bulkley. Se han estudiado para flujos no inerciales. Se ha utilizado el método de estabilización OSS.
Los modelos regularizados con altos valores del parámetro de regularización aproximan de forma satisfactoria el modelo ideal del fluido de Bingham y el fluido de Herschel-Bulkley. Los resultados obtenidos se han ajustado excelentemente a las soluciones analíticas y numéricas disponibles.
En este trabajo se ha validado una metodología para la resolución de las ecuaciones de Navier-Stokes para los flujos viscoplásticos de Bingham y de Herschel-Bulkley usando elementos finitos mixtos estabilizados. Se ha desarrollado una herramienta computacional capaz de tratar con los problemas de estos fluidos viscoplásticos de forma eficiente y que ha mostrado robustez y precisión en la solución de los problemas estudiados.
Finalmente, el método de los elementos finitos mixtos con la adecuada estabilización OSS es una herramienta adecuada para la resolución de flujos viscoplásticos de Bingham y de Herschel-Bulkley utilizando elementos con interpolación lineal tanto para la velocidad como para la presión.