


Hasta el presente, el problema de la selección de materiales refractarios y aislantes no se ha tratado, en toda su complejidad, como una tarea de optimización bajo criterios múltiples, sino básicamente como un problema de carácter metalúrgico. En este artículo, se expone el modelado matemático de la tarea de selección óptima bajo criterios múltiples y se analiza su complejidad matemática, considerando las dimensiones de los materiales por capas y por zonas, y la interacción entre zonas. La complejidad de la tarea formulada requiere su descomposición en tareas más sencillas, por zonas de la cazuela. Se realiza la validación experimental de los resultados numéricos obtenidos, con lo cual se evidencia la eficiencia y la calidad que se obtienen con los procedimientos utilizados. Estos procedimientos se derivan de la aplicación del método de integración de variables. En particular, se utiliza el operador de búsqueda aleatoria del extremo de una función de un código variable aplicado al problema estudiado.
Until the present the problem of the refractory and isolating materials selection has not been treated, in all its complexity, as an optimization under multiple criteria task, but basically as a metallurgical problem. In the present article the mathematical modelling of the optimal under multiple criteria task, the analysis of it mathematical complexity, considering the dimensions of the materials by layers and by zones are exposed. The complexity of the formulated task conditions the necessity of its decomposition in simpler tasks by zones of the ladle. The experimental validation of the obtained numeric results, where the efficiency and resulting quality of the used procedures is evidenced. The procedures applied are a part of the Integration of Variables method. Particularly, the Random Search of the Extremes of a Function of a Variable Code operator is applied to the problem studied.
La selección de materiales refractarios y aislantes es objeto de numerosas investigaciones encaminadas a reducir los gastos de montaje, los costos de elaboración del acero, las pérdidas térmicas excesivas, el exceso de peso y la deformación irreversible de la carcasa metálica a partir de la utilización racional de los materiales empleados en su producción, entre otros. Su evolución constante, junto con las mejoras continuas de los procedimientos de ingeniería, han propiciado diversas formas para buscar alternativas de solución al problema de la selección de materiales. El mejor enfoque contenido hasta el momento en la bibliografía, previo al tratamiento por análisis multicriterio, toma en consideración solamente el criterio térmico, que consiste en reducir las pérdidas energéticas por flujo de calor. En la obra Refractories Handbook[1], Schacht y Maupin exponen con claridad este criterio desarrollado en un capítulo. Sukul y Balaramakrishna [2] argumentan ampliamente a favor de este criterio, aplicado a la práctica. La norma internacional ASTM C680-10 [3] establece las consideraciones para diseñar por ordenador revestimientos térmicos considerando los costos por pérdidas energéticas. The Whole Building Design Guide[4] dicta recomendaciones para el diseño de aislamiento con adecuados costos de mantenimiento. Además de estos enfoques para la selección de materiales, han surgido otros más completos.
En las obras Materials: Engineering, Science, Processing and Design[5] y Materials Selection in Mechanical Design[6], Ashby desarrolla unas metodologías de selección de materiales que han recibido una gran aceptación en la ingeniería de materiales moderna, las cuales parten del contraste que se deriva de combinar los atributos de los procesos con las propiedades de los materiales, mediante gráficos especiales [7]. Este método, al ser de carácter general, elude conceptos determinantes del diseño de las instalaciones térmicas y es muy utilizado como discriminante para reducir el número de alternativas a evaluar en los problemas de selección de materiales [8].
Por su parte, Wei y Singh [9] exponen los principios de diseño del revestimiento para las cazuelas metalúrgicas considerando la compatibilidad de las paredes laterales con la chapa metálica para evitar la deformación de la carcasa metálica y la reducción de las tensiones térmicas resultantes. Barbés et al. [10] destacan la importancia de los criterios de desgaste en el diseño del revestimiento que operan en contacto con fluidos corrosivos. Chawla y Gupta [11] exponen algunas consideraciones basadas en las normas ASTM para la selección de materiales que actúan en ambientes químicos corrosivos a elevadas temperaturas, y destacan los posibles beneficios al desgastarse la pared. Clark et al. [12] muestran el rol que el comportamiento termomecánico de los materiales, en especial las tensiones térmicas, tienen en el diseño. Prietl, Zach y Studnicka [13] consideran las relaciones entre las propiedades de diseño y el comportamiento mecánico de la estructura refractaria a altas temperaturas, a partir de su distribución heterogénea. Boisse, Gasser y Rousseau [14] estudian otro criterio de selección: la resistencia a las variaciones de la carga térmica en mamposterías refractarias que están sometidas a cambios bruscos de temperatura. Zabolotsky [15] expone la importancia de considerar, en las instalaciones metalúrgicas, la resistencia al choque térmico producido por el cambio brusco de temperatura en la superficie del material. Chlup y Boccaccini [16] exponen los criterios que hay que tener en cuenta para un buen comportamiento ante la fractura de los materiales cerámicos sometidos a cargas térmicas cíclicas. Rendtorff, Garrido y Aglietti [17] exponen métodos y ensayos para evaluar con precisión este comportamiento en los materiales refractarios.
En Sistemas de Ingeniería[18], Arzola argumenta la necesidad de utilizar el análisis multicriterio para la generación y la selección de opciones como parte del diseño de revestimientos refractarios y aislantes, y establece indicadores de eficiencia de carácter general para la selección de materiales, de forma que las opciones queden ordenadas conforme a una relación de compromiso entre los indicadores considerados. A partir de estos criterios, el primer autor plantea en [19] el modelo de optimización para la selección del revestimiento refractario de las cazuelas metalúrgicas según el programa matemático (1)-(10)

Asegurando el cumplimiento de las restricciones:
donde OR es el conjunto de opciones de revestimiento, y w1, w2 y w3 son los coeficientes que reflejan la importancia concedida a los indicadores respectivos. Los coeficientes de peso we se normalizan mediante la restricción (11), l es el número total de indicadores









El costo total del revestimiento, Ct, viene determinado por:
donde cz es el número total de zonas, nc es el número total de capas de materiales m por zona, Cij es el costo por unidad de volumen del material en la zona i de la capa j, xij es el espesor del material correspondiente y Ctd es el costo total deseado del revestimiento.
Las pérdidas totales de calor, Qt, se determinan mediante:
donde qi es la densidad de flujo calórico en la zona i, Ai es el área de intercambio con el medio exterior correspondiente y Qtd son las pérdidas totales de calor deseadas, a través de la carcasa de la cazuela.
El peso total del revestimiento, Pt, viene determinado por:
donde Vij es el volumen del material de la zona i en la capa j, ρij es la densidad del material correspondiente, Ptd es el peso deseado del revestimiento, xijmin es el espesor mínimo establecido de la capa j en la zona i, xij es el espesor, xijmax es el espesor máximo correspondiente, dijk son los valores discretos (cuando se utilizan conformados) de los espesores hasta k combinaciones de valores de las capas en las zonas, Tij es la temperatura interna de la capa i, Tijmax son los valores máximos de trabajo de los materiales mij respectivos, ΔTij es la diferencia de temperatura en las caras interna y externa de la capa j en la zona i, ΔTijEmax es la diferencia de temperatura máxima permisible a la cual el material no está en peligro de fractura por estrés, δbi es la dilatación radial del revestimiento por zona, δsi es la dilatación radial de la chapa de la cazuela por zona, I es el conjunto de zonas pertenecientes a la pared lateral de la cazuela, δ es un valor permisible de diferencia de dilatación, B es la cantidad de metal calculada, Bmin es la cantidad de metal que hay que asegurar en la cazuela, hc es la reserva de altura metalúrgica calculada, hmin es la altura de reserva metalúrgica mínima requerida, M es el conjunto de materiales asociados a una capa en una zona y X es el conjunto de espesores permitidos para cada capa en cada zona.
La tarea consiste en encontrar las opciones de revestimientos OR que minimicen la función objetivo (1), asegurando el cumplimiento de las restricciones (2)-(10). La relación (1) modela el propósito de minimizar la distancia de Chebyshov ponderada y normalizada de los indicadores de eficiencia con respecto a los valores deseados, los cuales se corresponden con el concepto del método de niveles de aspiración de A. P. Wierzbicki, [20], y se utiliza durante la generación y la selección de las soluciones [21]. Las relaciones (2)-(10) aportan un modelo de carácter implícito, por lo cual el método de solución ha de incluir necesariamente algún procedimiento numérico en el cálculo de las funciones sometidas a restricciones para cada conjunto de valores de las variables de decisión contenidas en cada iteración por el método que se adopte [19].
2Análisis de la tarea de selección de revestimientos para cazuelasEn el modelo (1)-(10), se integran el conjunto de variables de decisión e intermedias, y los indicadores de eficiencia que caracterizan las interacciones de naturaleza térmica, mecánica, económica, así como las restricciones de diseño y geometría del agregado que hay que tomar en consideración en la evaluación de cada posible solución. Las interacciones se manifiestan de dos formas: entre las zonas de la cazuela y entre las capas de materiales de cada zona, y están determinadas por el conjunto de valores de las variables de decisión, que afectan a todas las variables intermedias e indicadores de eficiencia, y constituyen una medida del comportamiento del agregado dentro del proceso productivo.
Las interacciones entre las capas se evalúan a partir de las restricciones (2), (3), (4) y (5), las cuales evalúan el comportamiento de la zona a partir de las propiedades resultantes de la unión de las capas de materiales. La variación de la cantidad de evaluaciones en el cálculo de las interacciones es función del número de materiales, del número de capas y del número de zonas, y aporta una medida de la complejidad computacional del modelo presentado, que puede calcularse por la expresión:
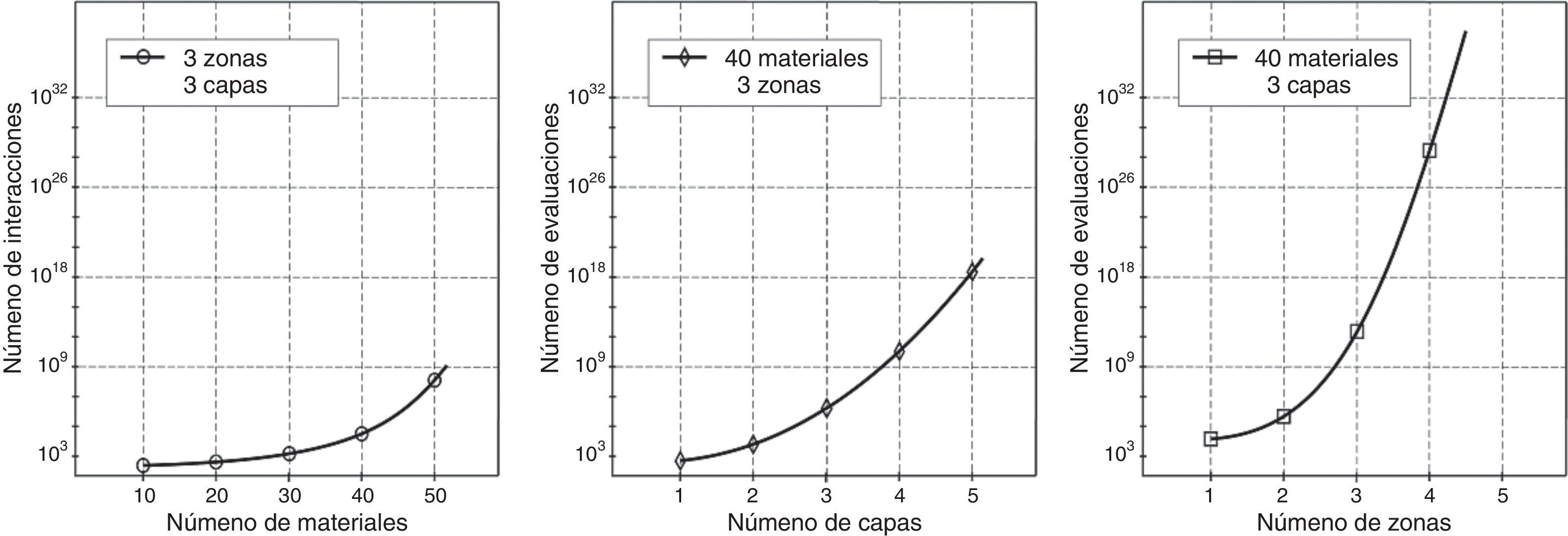
donde It es la cantidad de evaluaciones, mt(i) es la cantidad de materiales en la zona i, dt(i) es la cantidad de posibles espesores en que se pueden situar los materiales conformados (ladrillos, placas, etc.) en las capas y nci es la cantidad de capas de la zona correspondiente. El primer miembro de la relación (15) expresa la cantidad de iteraciones para una condición determinada, mientras que el segundo expresa la cantidad de interacciones que hay que evaluar por cada estado del proceso de búsqueda del óptimo, entendiéndose como estado la cantidad de combinaciones de valores de las variables de decisión involucradas. En la figura 1, se muestra el comportamiento del número de evaluaciones con respecto al aumento de la cantidad de materiales, de la cantidad de capas y de la cantidad de zonas.

Al evaluar la expresión (15), se aprecia un crecimiento brusco no polinomial al aumentar la cantidad de materiales, de capas y de zonas, lo cual, sumado al carácter cualitativo de las variables asociadas a los materiales, obliga a su única posible representación como código y hace que el problema estudiado sea del tipo NP-hard. Esta complejidad se acentúa para cada una de las evaluaciones de una solución por la necesidad de utilizar procedimientos numéricos en el cálculo de los indicadores de eficiencia y las funciones sometidas a restricciones. Estas razones justifican la utilización de enfoques heurísticos capaces de generar buenas soluciones en un tiempo razonable y con un empleo moderado de los recursos computacionales.
3Descomposición de la tareaUna forma de reducir la complejidad consiste en su descomposición en subtareas más simples, a partir de la aplicación de la metodología de análisis sistémico propuesta en [18] para el tratamiento de tareas complejas de toma de decisiones bajo estructuras organizadas de diferentes tipos. En [22], se exponen las ventajas de realizar el análisis y la síntesis del sistema de tal forma que la estructura del modelo se haga corresponder con la estructura matemática del modelo que describe el proceso asociado de toma de decisiones. Al considerar lo descrito en [19] y la aplicación de los principios de descomposición mencionados anteriormente, y dada la estructura del modelo matemático de la tarea estudiada, se realiza su descomposición mediante una estructura jerárquica participativa.
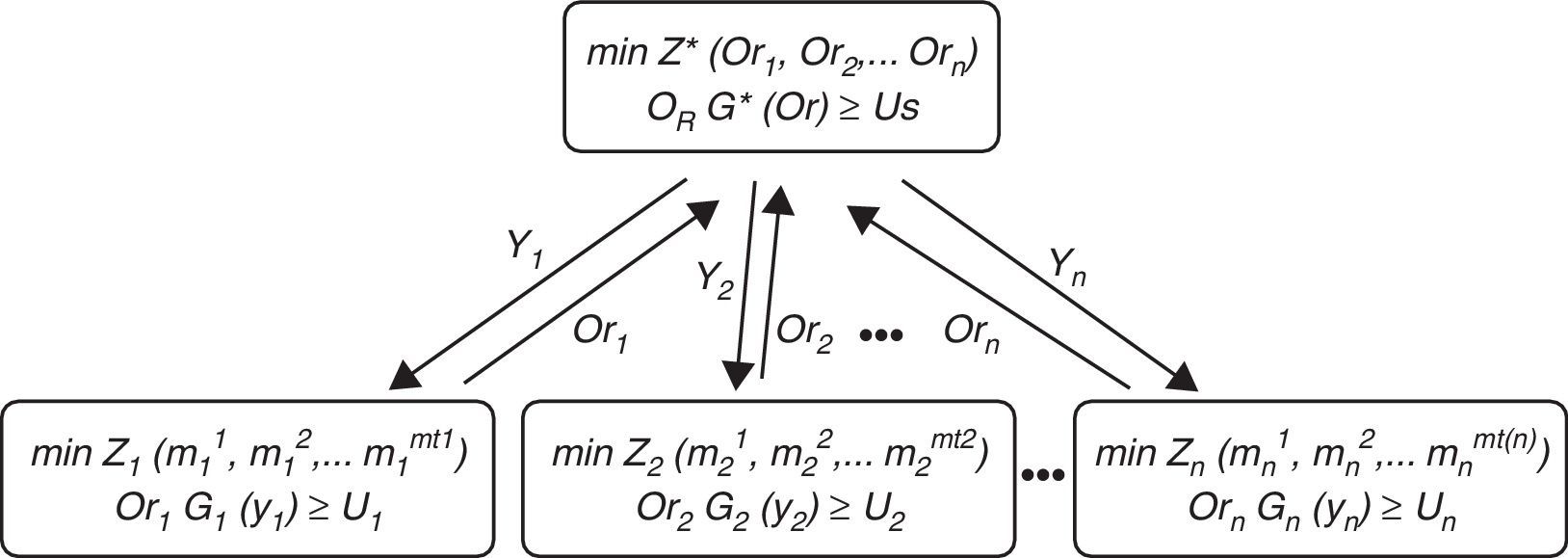
La descomposición desarrollada se muestra en el diagrama de la figura 2, en que el sistema se compone de una tarea de optimización de mayor nivel, la cual establece tareas (Y1, Y2,…Yn) a los n niveles inferiores, encargados de solucionar una tarea de optimización de menor complejidad que asegure un conjunto de opciones de revestimiento (Or1, Or2,…Orn) próximas al mejor compromiso entre los indicadores de eficiencia de las tareas locales. A partir de las opciones generadas, el sistema selecciona aquellas combinaciones (OR) que minimizan el criterio Z* y aseguran las restricciones Us establecidas por el sistema de mayor nivel.

El esquema clásico de descomposición según esta estructura establece que las Yi son el resultado de la solución de una tarea coordinadora. Esta tarea puede resultar de una selección de materiales por las metodologías de Ashby, de tal forma que las Yi se definen como el conjunto de materiales más apropiados a evaluar para la zona i (Yi=(mi1,mi2,…mimt(i))). Como índice de propiedades para la selección de aislamientos térmicos mediante los gráficos de propiedades, Ashby propone (λCpρ)−1, siendo λ la conductividad térmica, Cp el calor específico y ρ la densidad [23]. A partir de este índice, se establece un ranking, que permite, por ejemplo, seleccionar conjuntos Mi de materiales con menor costo [6,24]. Aunque este procedimiento permite definir los materiales que deben utilizarse en cada zona, puede ocurrir que desaproveche buenas opciones de materiales siguiendo solo un criterio de selección por propiedades térmicas, por lo cual es conveniente que la descomposición no se limite a esta tarea aproximada, donde las subtareas de optimización generan sus propias opciones de solución al considerar una parte de las restricciones de la tarea general (U1, U2,…Un). De esta manera, la tarea original se reduce a la siguiente tarea de conciliación:
considerando las restricciones sistémicas (6), (7) y (8) y, además:donde Or1, Or2,…,Orn son los conjuntos de opciones de revestimientos generados en las tareas subordinadas, a partir del subprograma de optimización para la generación de opciones por zonas siguiente:considerando, para cada zona, las restricciones (2)-(5), (9) y la (10), donde w1, w2 y w3 son los coeficientes que reflejan la importancia concedida a los indicadores respectivos, normalizados de acuerdo con (11); ct, qt y pt son el costo, la pérdida de calor y el peso totales por m2 de revestimiento, respectivamente, y ctd, qtd y ptd corresponden al costo total deseado, la pérdida de calor total deseada y el peso total deseado por m2 de revestimiento, respectivamente. La determinación de las alturas de las zonas de la cazuela de vaciado se realiza como parte del cálculo de la función objetivo de la tarea de mayor nivel expresada en (1) y como parte del cálculo de la cantidad de metal que hay que asegurar en la cazuela penalizada por las restricciones (7) y (8) para una condición de diseño determinado.

Los objetivos de la expresión (17) se corresponden con los de la función original para 1 m2 de pared y permiten seleccionar la relación de materiales y espesores que minimizan la relación de compromiso entre los indicadores de la tarea original. En la determinación de la función objetivo (17), se utiliza el algoritmo de búsqueda aleatoria del extremo de una función de un código variable con el enfoque de tratamiento publicado en [22] y [19]. Para cada combinación de materiales por capas, los espesores se determinan por los métodos de exploración de la programación no lineal y de ramificaciones y acotaciones de la programación discreta, según se expone en [18]. A pesar de utilizar estos criterios de optimización, seleccionados por la necesidad de garantizar otras variables tecnológicas del proceso, la descomposición realizada permite emplear otros criterios, en sustitución de la función (17). Por ejemplo, puede seleccionarse el mínimo del espesor total y de temperatura externa e, incluso, los indicadores definidos según Ashby [5].
La descomposición propuesta hace posible evaluar las opciones generadas por zonas y la tarea original mediante procedimientos gráficos y de simulación complementarios, que puedan tener que ver, por ejemplo, con la estabilidad del revestimiento por capas, el comportamiento de las opciones dadas en condiciones no estacionarias o de simulación del desgaste de la capa de trabajo, etc.
El éxito del proceso propuesto en este artículo depende de una buena selección de materiales en las subetapas de optimización. Esta selección requiere elaborar procedimientos eficientes para la resolución del problema combinatorio que se presenta. También es necesario utilizar procedimientos adecuados de representación en códigos de las variables que representan los materiales y sus propiedades. Estas son, entre otras, características propias del método de integración de variables, cuyos fundamentos se exponen a continuación como método de solución para la optimización en las tareas subordinadas.
4El método de integración de variablesEl concepto de integración de variables se vincula a la representación compacta de las opciones de solución de una tarea de optimización en uno o varios códigos variables y a su evolución mediante operadores [22,25]. Aunque el concepto del método de integración de variables y sus particularidades fue propuesto por Arzola, la idea ha sido aplicada en numerosos trabajos publicados en años recientes en la literatura especializada. Así, los trabajos [26–31] son ejemplos del uso de conjuntos de códigos para hacer evolucionar las opciones de solución mediante unos operadores denominados genéticos, que imitan los procesos que se dan en la evolución de los seres vivos [32,33]. A partir del concepto del método de integración de variables, se han desarrollado varios algoritmos, como los de búsqueda y exploración aleatorias de códigos variables [22], y un procedimiento para la resolución del problema del máximo clique ponderado [34].
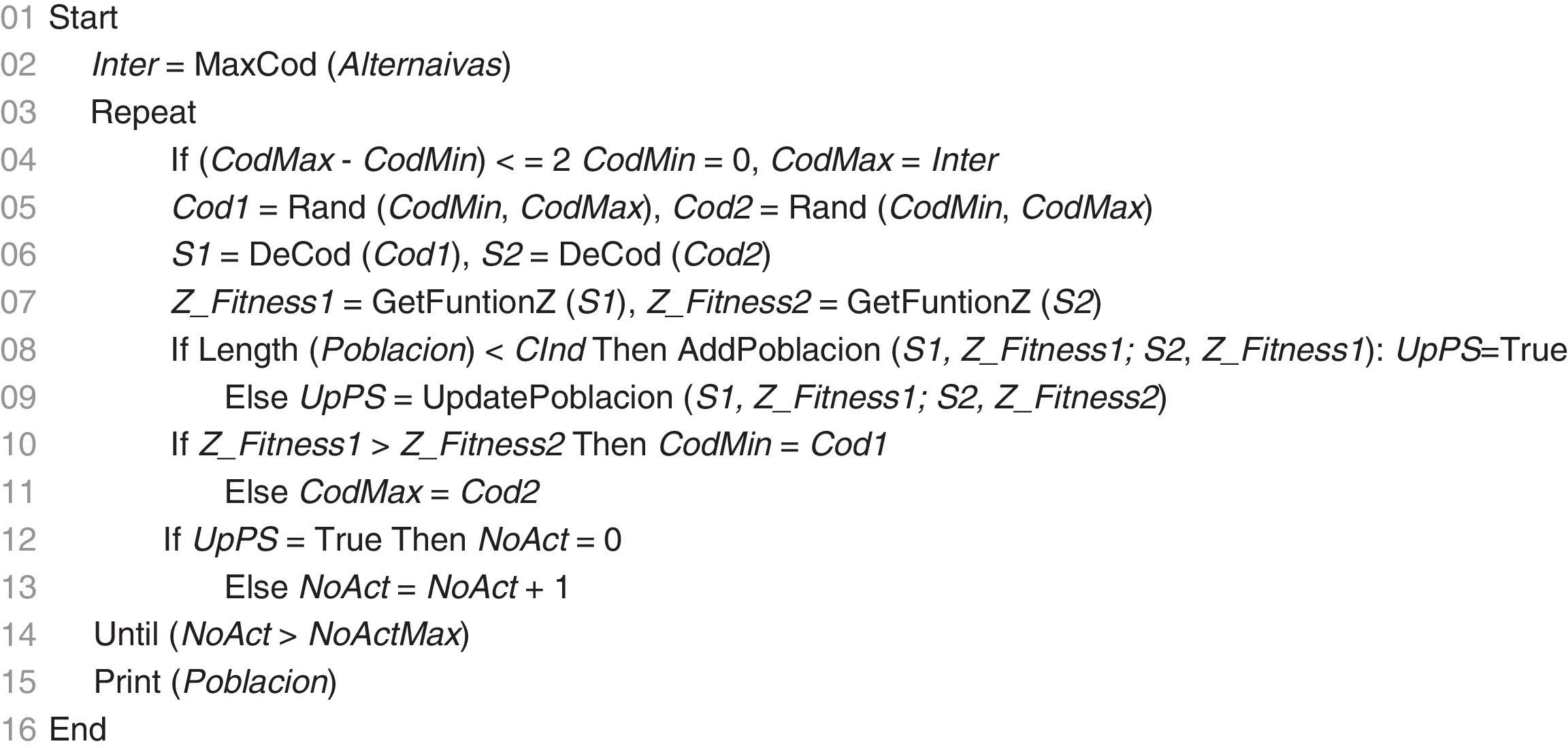
Para la selección de materiales en las subetapas, se aplica el algoritmo que se muestra en el pseudocódigo de la figura 3. El algoritmo se inicia con la definición de los valores de las variables del conjunto de preferencias por parte del usuario. Entre estos valores, se incluyen el número máximo admisible de iteraciones sin actualización de la población NoActMax y el número máximo de individuos de la población de soluciones a encontrar CInd. A continuación, se requiere un proceso de codificación y descodificación que permita representar los materiales de forma sencilla y adecuada.
4.1Codificación
La cantidad mínima de posibles códigos Inter se calcula por la función MaxCod a partir de la expresión:
donde mt es el número de materiales (Alternativas) para cada capa j hasta el número máximo de capas nc.
Como (18) brinda el mínimo número posible de códigos que incluye el 0, la codificación tiene que ser tal que establezca una relación biunívoca entre cada código y cada posible solución. Una codificación posible, seleccionada por los autores, es la que se descodifica por el procedimiento de la figura 5.
4.2DecodificaciónLa selección de los códigos a evaluar se realiza de forma aleatoria mediante una función Rand. La descodificación de los códigos decimales seleccionados (Cod1 y Cod2) se realiza con la función DeCod a partir del pseudocódigo presentado en la figura 4. Cada entero consecutivo desde 0 hasta Inter representa una opción de solución a evaluar. Cod(j) es el identificador del material, según el orden establecido para la capa j; el operador (Mod) devuelve el resto de dividir Cod_x entre (mt(j) +1), y el valor Cod_x se modifica con el operador (Fix), que devuelve la parte entera de (Cod_x/mt(j)). Este procedimiento ha sido empleado en múltiples trabajos investigativos referenciados en [22].
4.3Búsqueda de soluciones de materiales
La codificación numérica ordenada consecutivamente permite utilizar ciertas reglas para realizar una exploración eficiente de estos códigos. Esta ventaja es aprovechada en la heurística descrita para la evolución de la población de soluciones (Población). El principio de funcionamiento de esta heurística se basa en realizar cortes aleatorios en la serie de códigos. Inicialmente, los límites inferior y superior de los cortes son 0 e Inter, respectivamente. Los códigos obtenidos son descodificados (S1 y S2) y, posteriormente, se evalúan a partir del cálculo de la función objetivo Z_Fitness1 y Z_Fitness2. Estas funciones objetivo se comparan y se elimina el subintervalo que contiene el peor valor mediante el ajuste de los límites CodMin y CodMax, asumiendo respectivamente el valor del peor código (CodMin=Cod1 o CodMax=Cod2).
4.4Procedimientos para la creación y la actualización de la poblaciónLa población de soluciones (Población) se crea en la propia búsqueda, con la ayuda de la función AddPoblación. Si el número de individuos es menor que la cantidad máxima de individuos permitidos CInd, las soluciones se incluyen y ordenan por el valor de su función objetivo. Una vez alcanzado el número máximo de individuos de la población, las nuevas soluciones se comparan con la peor solución de la población en la función UpdatePoblación. Si la solución es mejor, es incluida en la población y el contador NoAct se reinicializa en 0. La función UpdatePoblación devuelve “Verdadero” (True) si se ha actualizado la población y “Falso” (False) si no, y se almacena en la variable UpPS para su posterior valoración. La regla de búsqueda termina su discriminación de intervalos cuando la diferencia entre CodMin y CodMax es menor o igual a 2. Para garantizar la exploración de nuevas zonas de la serie de códigos compactos, los límites CodMin y CodMax se restauran a sus valores iniciales (v. línea 04 del pseudocódigo) y el procedimiento de cortes aleatorios se repite hasta alcanzar el criterio de parada, que consiste en obtener un número de iteraciones seguidas NoActMax sin que mejore el valor de la función objetivo de la peor entre las soluciones de la población.
4.5Conciliación de soluciones finalesEl procedimiento expuesto se aplica a cada una de las zonas consideradas y como resultado se tiene un número de opciones de revestimiento para cada una de ellas. A partir de estas soluciones obtenidas, se evalúan para la tarea superior de conciliación aquellas combinaciones que optimizan los criterios generales de selección de revestimiento. Como la cantidad de combinaciones para evaluar es significativamente inferior que las opciones de materiales a evaluar por zona, se puede aplicar la búsqueda exhaustiva o algún procedimiento de búsqueda que asegure la obtención del óptimo global de combinaciones.
Para el caso del presente trabajo, la conciliación se realiza de igual forma por el algoritmo de búsqueda del extremo de un código variable, en correspondencia con lo explicado anteriormente, a partir del pseudocódigo de la figura 4, donde las opciones a codificar (Alternativas) son las soluciones obtenidas para cada zona, las soluciones S1 y S2 son las combinaciones de materiales por zona, y Z_Fitness1 y Z_Fitness2 son las funciones objetivo correspondientes a cada opción, calculadas por la expresión (1), con las restricciones (6), (7) y (8). Los procedimientos para la descodificación, búsqueda, creación y actualización de la población final de opciones de revestimiento se ajustan, pues, exactamente a lo descrito en las secciones anteriores.
5Análisis de resultados de los procedimientos de descomposiciónEn la bibliografía consultada para analizar la solución propuesta en este artículo, no se reflejan tratamientos a este problema que puedan utilizarse para realizar una comparación de resultados, lo cual implica que el análisis de eficacia del procedimiento se centra en la descripción de su comportamiento computacional a partir del análisis de su desempeño y la calidad relativa de las soluciones finales. Para ello, han de medirse parámetros que describan la estabilidad del método, su eficiencia y su capacidad de aplicación al problema real a través de la experimentación sucesiva con el procedimiento implementado en un ordenador y el consiguiente análisis estadístico para validar los resultados. La bibliografía especializada expone varios tratamientos para evaluar el rendimiento de los procedimientos heurísticos implementados en ordenadores, basados fundamentalmente en la medición del consumo de recursos y del tiempo del algoritmo de ejecución [35–37]. Estos indicadores se pueden determinar a partir de mediciones del desempeño del algoritmo en tiempo real para poder caracterizar con más solidez su desempeño [38].
Para implementar el procedimiento propuesto en el ordenador, se ha empleado el lenguaje AutoLISP en la plataforma de diseño gráfico AutoCAD 2014 con licencia educativa, que está adaptado al trabajo con los métodos de la inteligencia artificial (IA) y facilita la programación de los métodos referidos en este trabajo. Para la gestión de los datos, se ha creado un fichero con una estructura específica, interpretada por el propio sistema, que se adapta a las características del lenguaje de programación. Para la aplicación del procedimiento, se ha utilizado un ordenador de trabajo de gama media, modelo Toshiba Satellite L870, con un microprocesador Intel I5-3230 a 2,6GHz de doble núcleo, memoria RAM de 4GB a 1.600MHz, con el sistema operativo Windows 7 Ultimate.
5.1Condiciones de experimentaciónSe seleccionaron los criterios de configuración predominantes en la bibliografía consultada, que son, pues, los criterios tecnológicos más aplicados en los talleres de producción de acero para la metalurgia secundaria [13]. Para las pruebas experimentales, se establecieron tres zonas: la zona de escoria, la zona de trabajo y el fondo, con tres capas posibles de materiales a seleccionar como máximo. Como cazuela referente para la realización de la selección de revestimiento, se escogió un modelo estándar de paredes rectas y fondo plano redondeado, de 3,315m de altura total y 2,840m de diámetro, destinado a la evacuación de 70 toneladas de acero líquido a 1.650°C. Se creó una base de datos con los materiales refractarios recomendados por el catálogo de materiales DIDIER [39], que incluía un total de 183 materiales.
5.2Análisis de resultados computacionalesSe realizaron 80 pruebas experimentales, con 2.460.374 opciones de combinaciones posibles de materiales en cada zona, para conformar un total de 20 soluciones en la población de opciones de materiales. En todos los casos, se mantuvieron fijos los pesos de los indicadores de las funciones objetivo, e iguales a 0,33. Con estas poblaciones de opciones, se obtuvieron un total de 7.999 opciones de revestimiento, las cuales fueron evaluadas por la tarea de conciliación para la generación de la población final de soluciones con un tamaño final de 20 individuos. Para estas pruebas, se registraron los valores medios y los principales estadígrafos de los siguientes indicadores:
- •
CI, cantidad total de cálculos de la función objetivo realizados para alcanzar la población final.
- •
TC, tiempo computacional empleado para determinar la población de soluciones en milisegundos.
- •
VFO, valor mínimo alcanzado por la función objetivo (mejor solución).
- •
VMF, valor promedio de la función objetivo alcanzado por la población de soluciones.
- •
DC, diversidad de códigos de la población obtenida como la suma de las desviaciones absolutas normalizadas entre los códigos de solución generados con respecto a su valor medio.
En las tablas 1 y 2, se resumen los resultados computacionales para las zonas y para la tarea de conciliación, donde se presentan los valores medios VM, las desviaciones típicas DT, los coeficientes de asimetría típica CA y curtosis tipificada CK correspondientes a las distribuciones obtenidas para cada indicador. Estos estadígrafos describen las medidas de posición, variabilidad y forma de comportamiento de la muestra. Los coeficientes de asimetría y curtosis estandarizados son de particular interés para determinar si la muestra procede de una distribución normal. La cantidad de iteraciones medias totales realizadas en la búsqueda de soluciones es de 32 429,21, muy pequeña en comparación con la cantidad posible de individuos a explorar, debido a la capacidad del método de evadir áreas de códigos donde se localizan soluciones alejadas de las más eficientes. El tiempo computacional total medio de ejecución es, aproximadamente, de 74.898,76ms, con un tiempo medio de 2,309ms por iteración, siendo el tiempo total de búsqueda de 5.700.973,81ms, para un 1,3137% del tiempo real de ejecución con respecto a la búsqueda exhaustiva y una reducción significativa del tiempo de búsqueda.
Resumen de resultados computacionales de la experimentación para la selección de materiales por zona
| Indicador | Zona de escoria | Zona de trabajo | Fondo | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| VM | DT | CA | CK | VM | DT | CA | CK | VM | DT | CA | CK | |
| CI | 10364,46 | 120,18 | 1,1263 | 1,0861 | 10334,86 | 103,03 | 0,7459 | 0,5547 | 10337,46 | 108,89 | 0,4733 | −1,2246 |
| TC | 12097,68 | 5849,17 | −1,594 | 1,3689 | 11557,5 | 3779,79 | 0,4310 | −0,455 | 13145,63 | 4111,12 | 0,5416 | −0,1123 |
| VFO | 0,0035 | 0,0024 | 0,8689 | 0,2620 | 0,0034 | 0,0018 | 0,0051 | −1,412 | 0,2063 | 0,0600 | −0,263 | −0,9735 |
| VMF | 0,012498 | 0,0055 | 1,4440 | 1,1726 | 0,0116 | 0,0037 | 0,0001 | 0,6219 | 0,3872 | 0,0859 | 0,3054 | −0,7852 |
| DC | 0,5515 | 0,2215 | 0,5982 | −0,393 | 0,5346 | 0,2538 | 0,0957 | −0,8750 | 0,4563 | 0,1889 | −0,040 | −0,3389 |
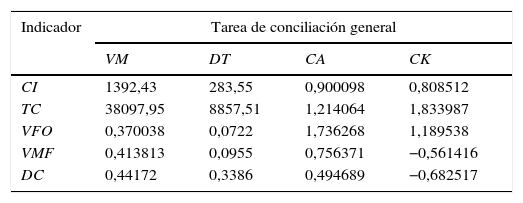
Resumen de resultados computacionales para la tarea de conciliación general
| Indicador | Tarea de conciliación general | |||
|---|---|---|---|---|
| VM | DT | CA | CK | |
| CI | 1392,43 | 283,55 | 0,900098 | 0,808512 |
| TC | 38097,95 | 8857,51 | 1,214064 | 1,833987 |
| VFO | 0,370038 | 0,0722 | 1,736268 | 1,189538 |
| VMF | 0,413813 | 0,0955 | 0,756371 | −0,561416 |
| DC | 0,44172 | 0,3386 | 0,494689 | −0,682517 |
Los valores de las funciones objetivo son pequeños y próximos entre sí, lo cual muestra la obtención de poblaciones estables y con buenas soluciones no penalizadas por el algoritmo, y así se demuestra la eficiencia de búsqueda del método. La diversidad de códigos de las poblaciones obtenidas oscila entre 0,44 y 0,53, lo cual se interpreta en un 48 % de variabilidad en la composición de las soluciones de las poblaciones. Ello explica la capacidad del método para evitar el estancamiento en mínimos locales, de modo que se obtienen soluciones buenas y muy variadas, lo cual es un indicador de eficacia del procedimiento empleado.
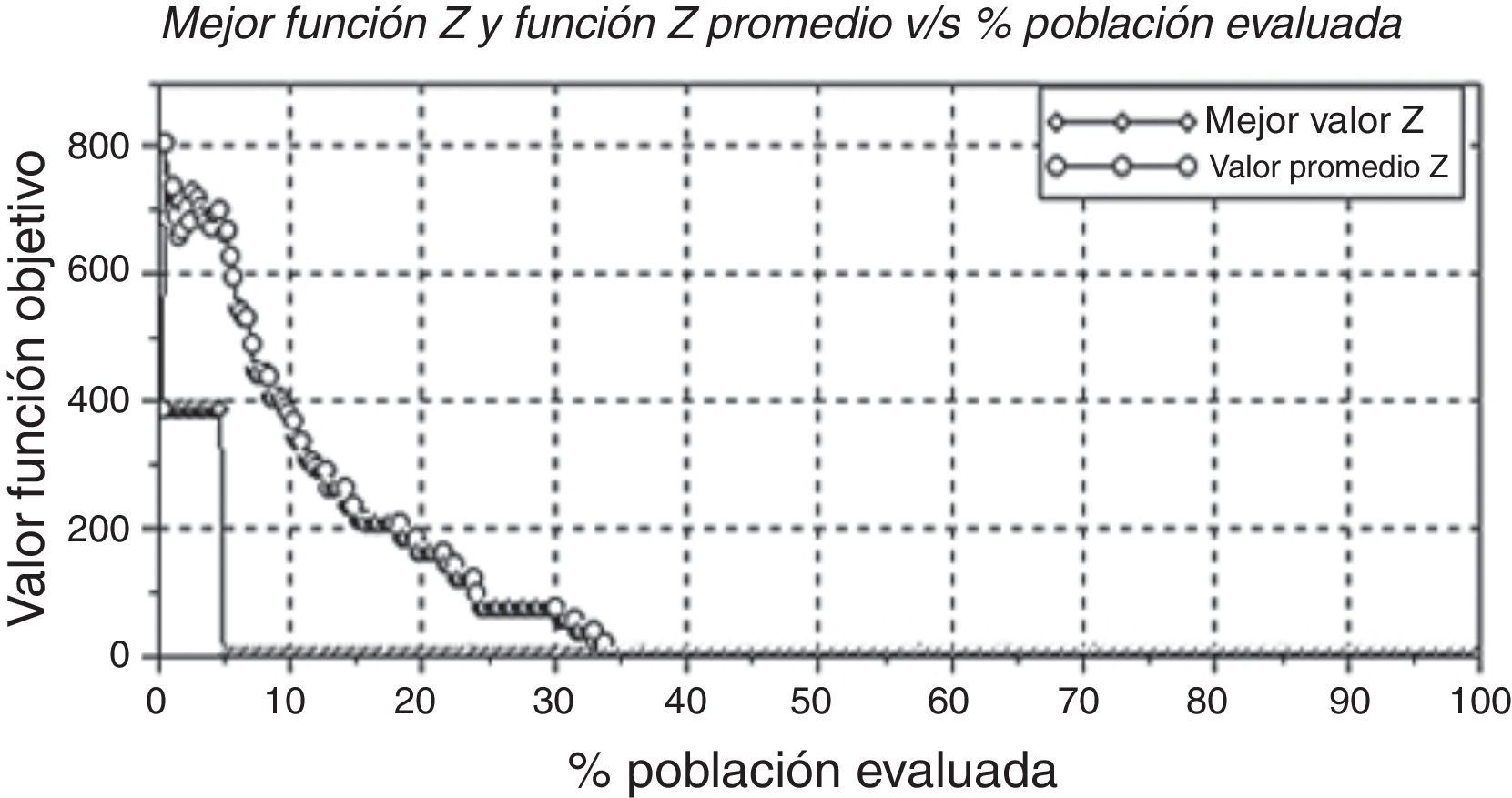
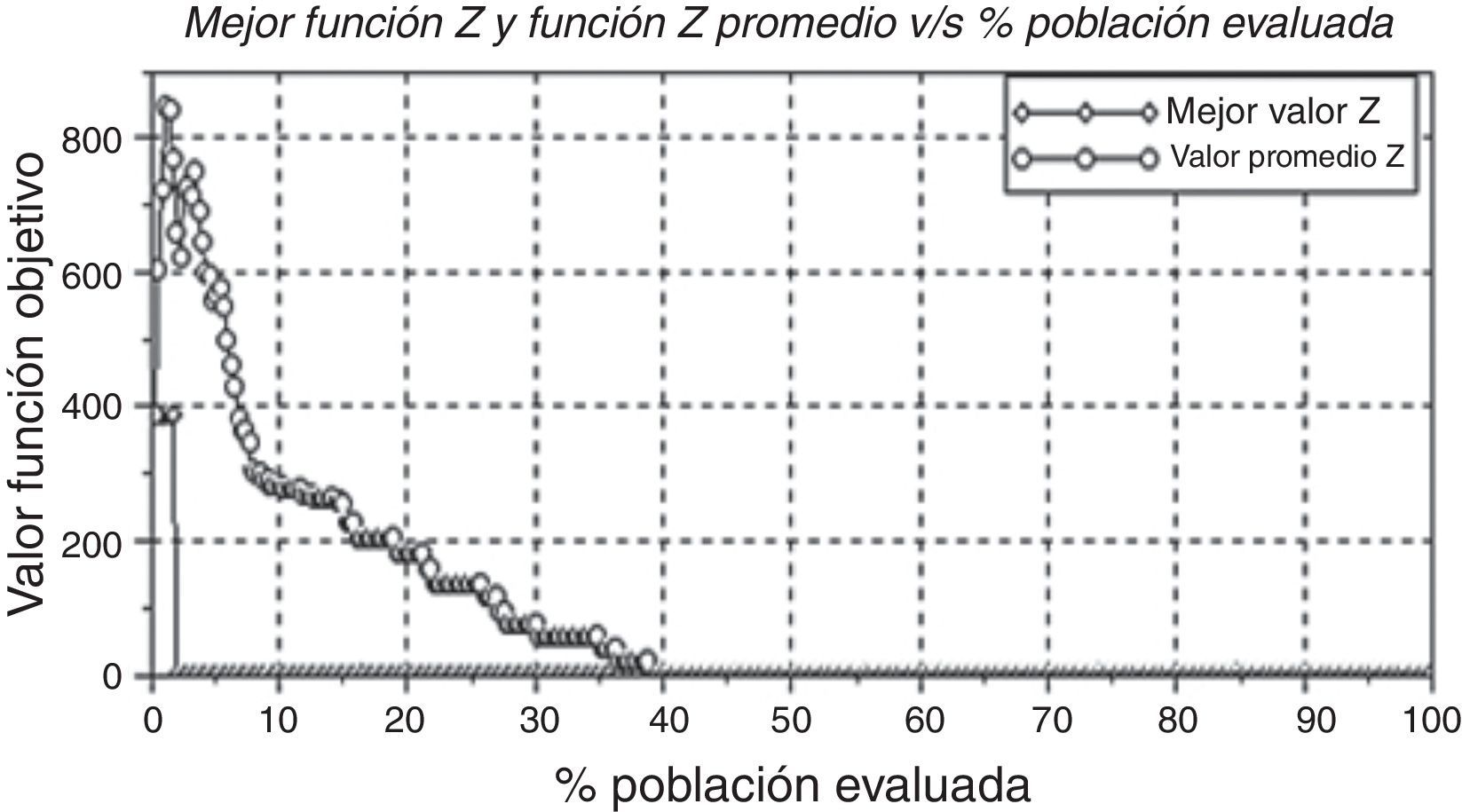
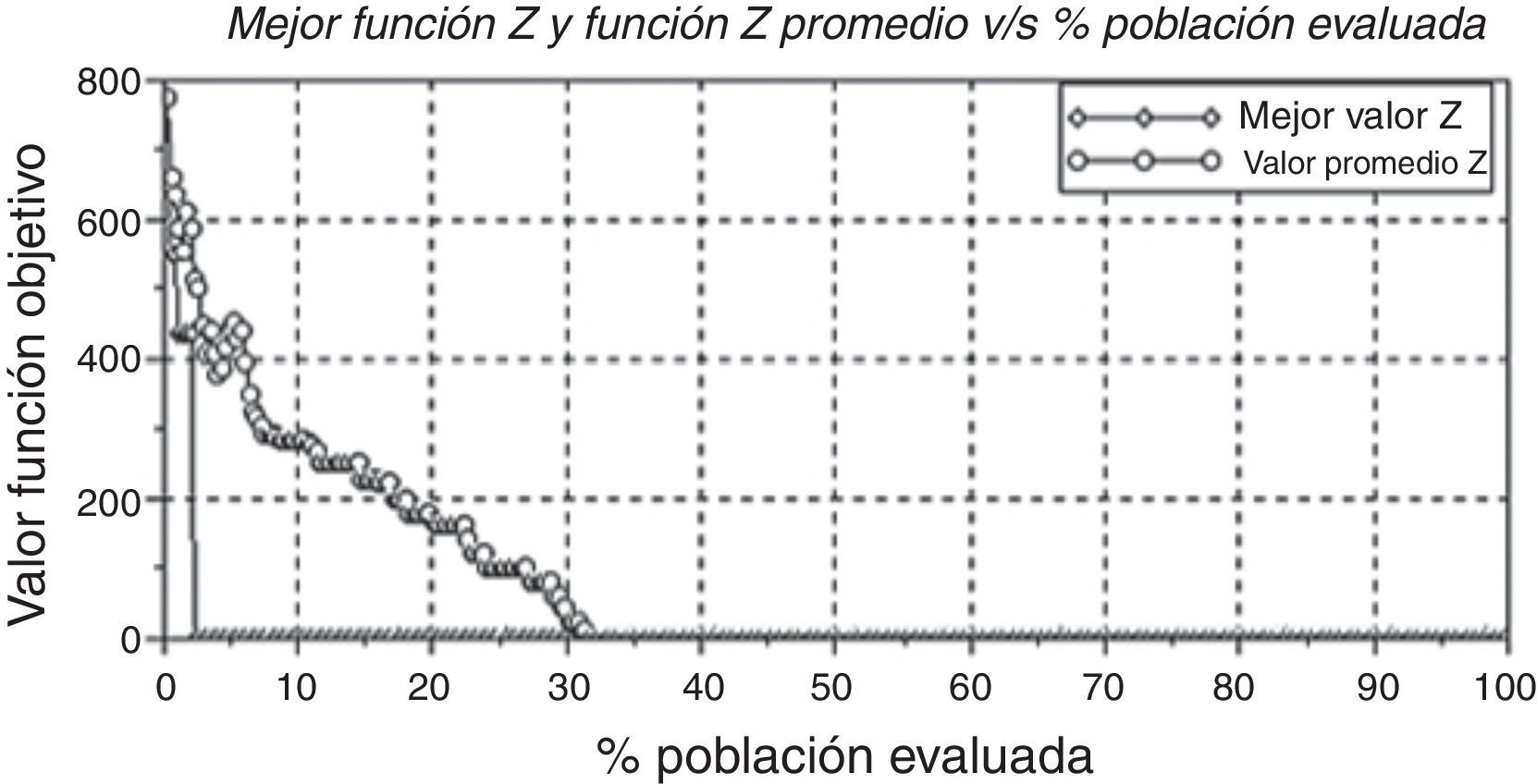
5.3Análisis del proceso de búsqueda de solucionesLa eficiencia del procedimiento de búsqueda de alterativas de materiales para conformar las soluciones finales por la tarea de conciliación requiere que el método implementado asegure una convergencia adecuada, por lo cual, a medida que ejecute la búsqueda, debe tender a encontrar buenas soluciones que permitan el mejoramiento continuo de la población. Para analizar este comportamiento, se grafican los valores de la función objetivo de la mejor solución encontrada y de los valores medios de la función objetivo de la población generada en el proceso de selección de materiales para cada zona con respecto al porcentaje de individuos evaluados en las pruebas realizadas, como se muestra en las figuras 5, 6 y 7.



En todos los casos, se observa que, inicialmente, el valor medio de la función objetivo de la población se mantiene elevado, hasta que se evalúa cerca del 5 % de las soluciones para el valor dado del tamaño de la población. Ello es debido a que, en principio, el procedimiento de creación de la población inicialmente considera todas las soluciones encontradas, por lo que no hay evolución, e incluso pueden entrar en la población soluciones penalizadas, alejadas de las más eficientes por el algoritmo. Una vez completada la población inicial, comienza inmediatamente la discriminación de aquellas soluciones consideradas peores, frente a las nuevas que se van encontrando en el proceso de búsqueda. Cuando se llega aproximadamente a un 30-40 % de evaluaciones, el valor medio de la función objetivo tiende a valores pequeños, muy próximos al valor de la función objetivo de la mejor solución encontrada.
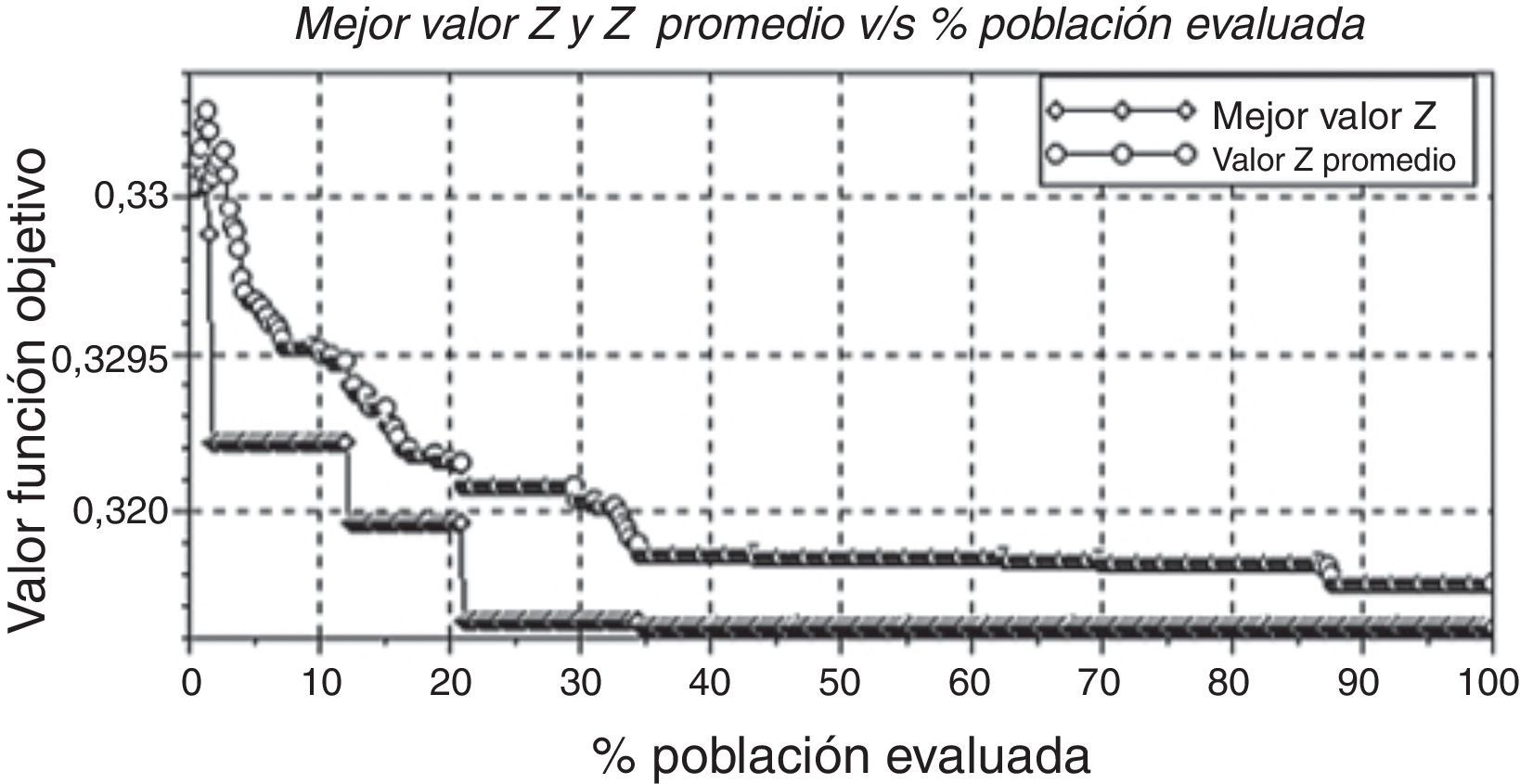
La población de soluciones sigue evolucionando, aunque la diferencia de valor es muy pequeña y poco perceptible en el gráfico, lo cual es necesario para obtener una mayor diversidad de soluciones. El procedimiento concluye cuando transcurre un número determinado de iteraciones en que no se encuentran soluciones que mejoren la calidad de la población creada. Al concluir los procedimientos de búsqueda de las soluciones particulares para cada zona, el algoritmo inicia la tarea de conciliación general, donde, a partir de las 20 soluciones generadas por cada zona, se procede a seleccionar aquellas combinaciones que aseguren la creación de una población final de soluciones de revestimientos. En la figura 8, se observa el gráfico de evolución de la mejor función objetivo de la población y los valores medios de la función objetivo de la población durante el proceso búsqueda de las soluciones finales.

Como se puede observar, al evaluarse cerca del 3 % de las combinaciones, los valores de la función objetivo de la mejor solución y el valor medio de la función objetivo de la población encontrados se mantienen muy cercanos, debido al propio mecanismo de conformación de la población inicial y a que las soluciones encontradas son de buena calidad. Obsérvese que los valores de ambos indicadores son pequeños, de modo que no se tienen soluciones con valores de la función objetivo con penalizaciones, lo cual ratifica la validez del procedimiento de selección de materiales para cada zona. A medida que se van evaluando nuevas soluciones, se van reduciendo los valores correspondientes hasta cerca del 35 % de las combinaciones evaluadas. Se puede observar que el valor de la mejor solución encontrada no varía, mientras que el valor medio de la función objetivo mejora ligeramente a medida que se evalúan nuevas soluciones, lo cual permite aumentar la variabilidad de soluciones en la población final, y así se generan 20 soluciones de revestimiento de cazuelas de vaciado de acero con buenos indicadores de calidad de los valores de las funciones objetivo evaluadas.
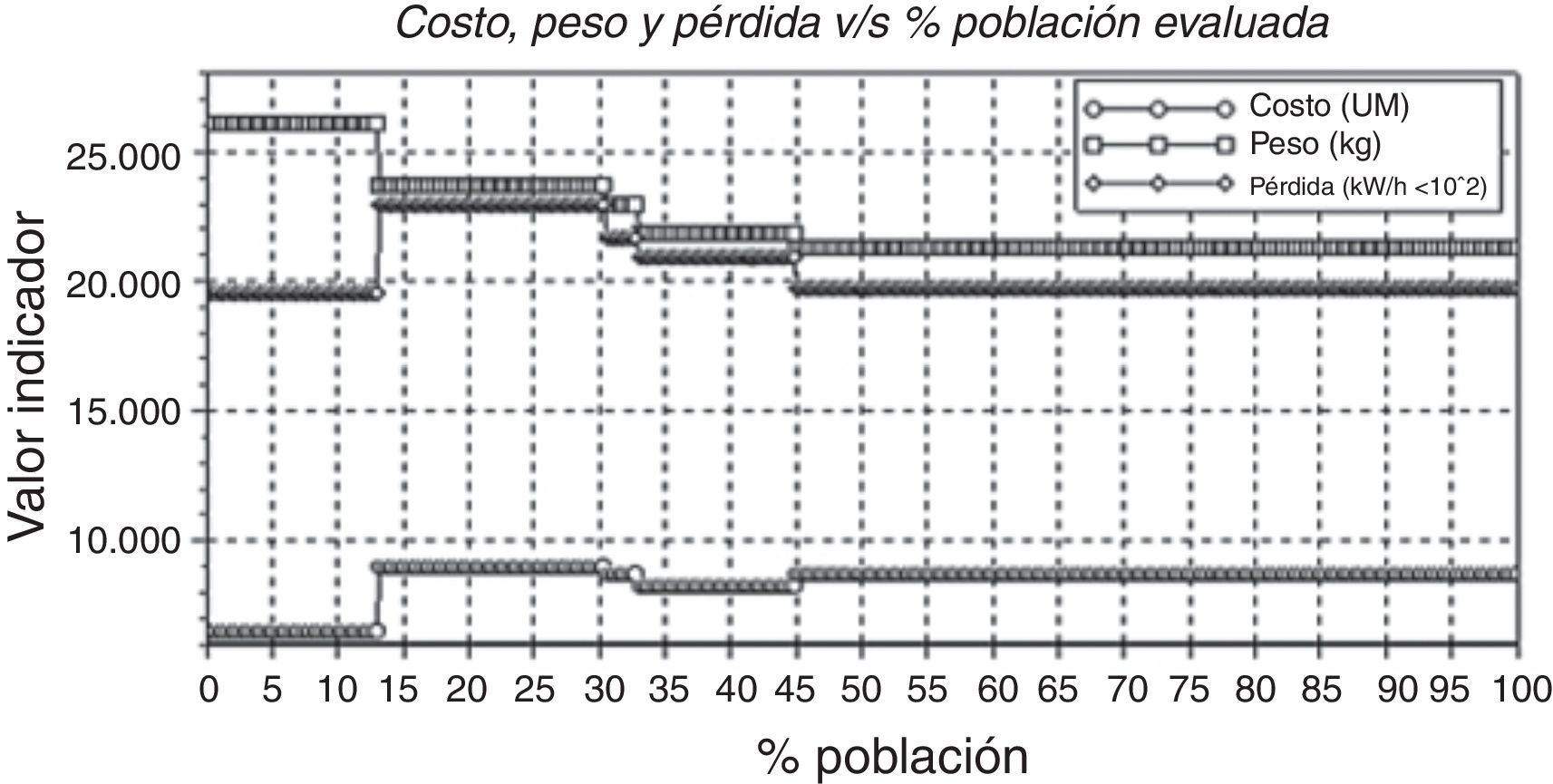
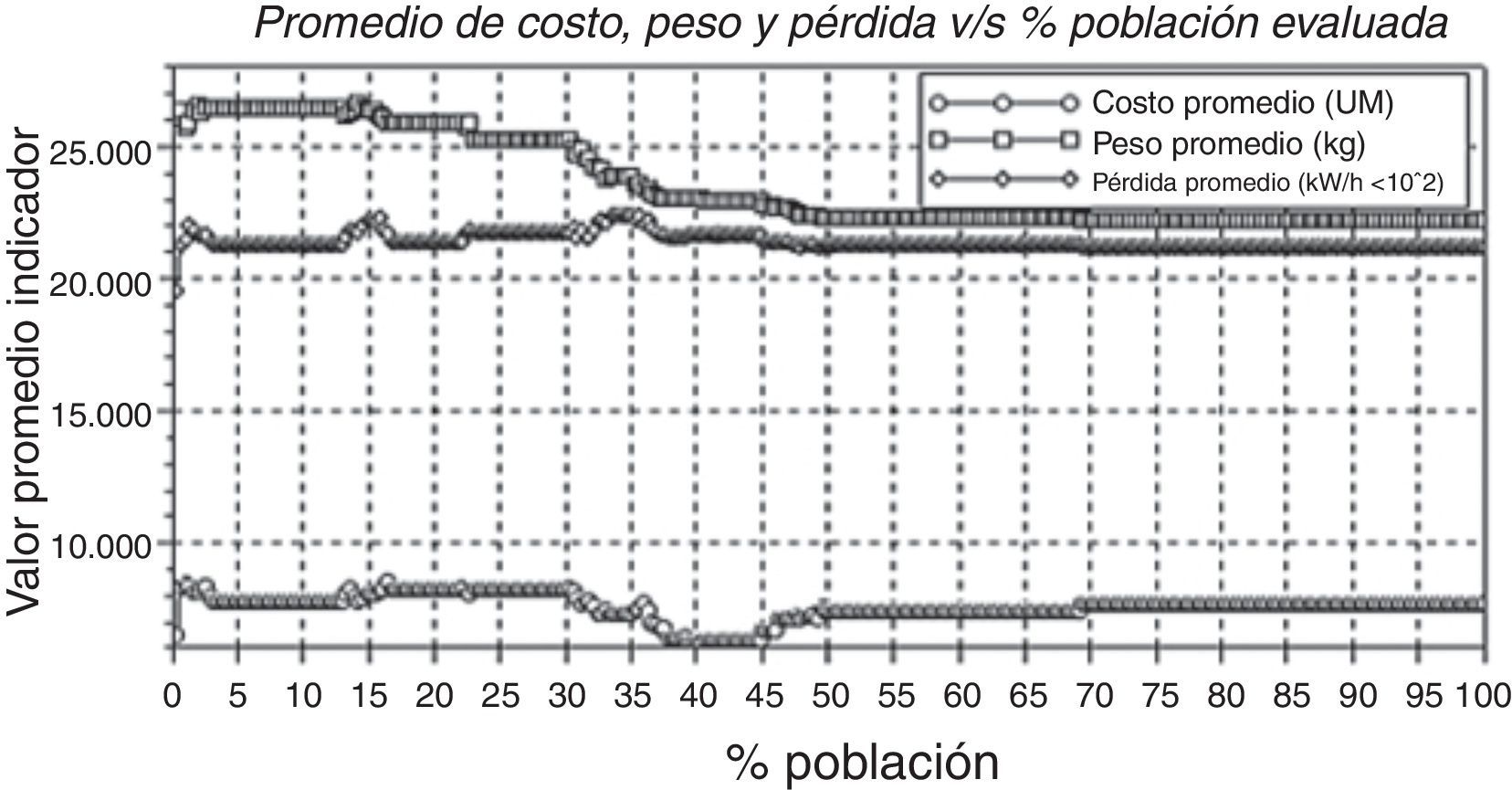
5.4Análisis de las soluciones obtenidasPara evaluar la calidad real de las soluciones, se considera el comportamiento de los indicadores de eficiencia que se obtienen en el proceso de conformación de la población final. En las figuras 9 y 10, se grafican los indicadores de costo, peso y pérdidas energéticas de la mejor solución de revestimiento obtenida, así como los promedios de la población durante el proceso de búsqueda por la tarea de conciliación.


En ambos gráficos, se obtienen comportamientos similares, donde el indicador del costo tiende a aumentar, mientras que las pérdidas energéticas y el peso tienden a disminuir, como resultado de la propia variabilidad de las soluciones generadas en las tareas de optimización por zona, de modo que se obtienen materiales con propiedades diferentes pero con comportamientos semejantes y ello es el resultado de tener objetivos de naturaleza contrapuesta en la tarea, pues el costo aumenta con el aumento del espesor del material, mientras que las pérdidas energéticas se reducen y el peso puede comportarse indistintamente. Así pues, los indicadores varían: tienden a mejorar hasta cerca del 45 % de las combinaciones evaluadas y, a partir de ese valor, su variación es relativamente pequeña y tienden a estabilizarse, coincidiendo con los criterios explicados anteriormente para la evolución de las funciones objetivo. La cantidad total de posibles soluciones, calculada según (15), ofrece, para las condiciones del caso de estudio realizado, un total de soluciones posibles igual a 3,34·1024, mientras que las iteraciones totales medias realizadas por el procedimiento propuesto es de 32.429,21, con un tiempo promedio por iteración de 0,0230901 segundos, y se obtiene un indicador de iteraciones requeridas con respecto a la búsqueda exhaustiva de 32.429,21/3,34·1024=9,007·10−21, lo cual significa una efectividad muy alta con respecto al procedimiento de búsqueda exhaustiva y condiciona una alta probabilidad de obtener las soluciones óptimas en un tiempo significativamente menor.
6Conclusiones- •
La descomposición de la tarea de selección de revestimiento en múltiples tareas de selección de materiales por zonas y una tarea de conciliación de opciones permite reducir significativamente la complejidad computacional que presenta el modelo original y disminuir considerablemente los tiempos en su solución.
- •
La aplicación del método de integración de variable y el operador de búsqueda aleatoria del extremo de una función de un código variable permite crear poblaciones de soluciones eficientes, tanto para la selección de materiales por zona, como para la generación de combinaciones para la tarea de conciliación posterior, con resultados consecuentes con el modelado matemático expuesto en este artículo.
- •
La experimentación computacional realizada a partir de la implementación en software del modelo computacional creado como resultado del modelo matemático descompuesto permite validar el enfoque de solución propuesto a partir del análisis gráfico y estadístico de múltiples pruebas, donde se verifica un ahorro del esfuerzo computacional con relación al problema original en un tiempo relativamente breve, y además se obtiene una buena calidad en las soluciones de revestimiento finales.