





In dry machining, the tool-chip interface temperature is a critical factor affecting the engineering performance of WC–Co tools. As the temperature variation of the cutting tool in dry machining is similar to that in annealing process, the effect of tool-chip interface temperature on the mechanical properties of cutting tool materials in dry machining can be studied by means of annealing experiment. In this paper, a series of annealing experiments of ultrafine-grained WC–Co materials were conducted, and the effects of the annealing temperature and holding time on the mechanical properties of WC–Co materials, including flexural strength, hardness and fracture toughness, were investigated. The results show that under the experimental conditions, the annealing temperature dominates the mechanical properties of WC–Co materials. The flexural strength and fracture toughness of the ultrafine-grained WC–Co materials decrease in different extent with increasing of annealing temperature, whereas the hardness does not change obviously. The measurements of the microstructures and residual stresses revealed that the deterioration of mechanical properties of WC–Co materials after annealing can be attributed to the relaxation of compressive residual stress.
With the rapid development of modern manufacturing industry, high speed machining and precision machining have been used extensively in structural parts manufacturing. Additionally, dry machining without cutting fluid or with minimal quantity of lubricant (MQL) can obviously reduce the harm of coolants to the environment, which is produced mainly in wet machining (Hadad & Sharbati, 2016). In view of the above reasons, it is very important for cutting tools to have good tribological and thermal properties at severe machining conditions.
In the past decades, the ultrafine-grained WC–Co cemented carbides with grain size less than 0.6μm have been widely used as cutting tools in machining processes, owing to their high hardness and wear resistance (Jia, Fischer, & Gallois, 1998; Shi, Shao, Duan, Yuan, & Lin, 2005). In dry machining processes, cutting tools are generally subjected to severe mechanical and thermal conditions, and the heat produced during the machining process is critical for tool life and workpiece surface quality (Nouari, List, Girot, & Coupard, 2003). According to previous works (Ezugwu & Wang, 1997; Jiang, 2005), the temperature along the tool-chip interface can reach as high as 1000°C in cutting hard-to-machine materials, such as titanium alloys and nickel alloys. Such a high temperature will result in not only tool wear such as abrasion, adhesion and diffusion, but also the deterioration of mechanical properties of cutting tool materials. List et al. (2005) described tool wear mechanism in dry machining of a common Al-Cu alloy with an uncoated WC–Co tool. They found that tool wear behavior is primarily dependent on tool-chip interface temperature. At conventional cutting conditions, the interface temperature is low (150–180°C) and the adhesion of built-up edge (BUE) is principally mechanical, continuous sliding of BUE fragments between tool and chip causes tool wear increasingly. On the contrary, at severe cutting conditions, temperature is higher (245–310°C) and mechanisms of tool wear involve chemical action and diffusion. Kagnaya, Boher, Lambert, Lazard, and Cutard (2009) have studied the wear mechanism of WC–Co cutting tools from high-speed tribological tests. They found that WC–Co tribological pins exhibit different wear mechanisms: abrasion, adhesion, transgranular WC micro-cracking and WC/WC debonding. At low sliding speeds, the wear mechanisms of the pin include plastic deformation and microcracking of WC grains, fragmentation and debonding of WC grains and polishing of the pin contact surface. But, at high sliding speeds, 88.5% of the mechanical energy dissipated in the pin is transformed into thermal energy and adhesion plays an important part in the tool wear mechanisms.
Although there has been considerable research reported over the last two decades on the correlation between tool-chip interface temperature and the wear behavior of WC–Co tools in dry machining, the research on the influence of tool-chip interface temperature on the mechanical properties of WC–Co materials, to the best of the author's knowledge, has not been deeply reported in the open literature up to now. In fact, variation of temperature of the cutting tool in dry machining is similar to that in annealing process, i.e., the temperature of cutting tool gradually rises at the beginning of machining, and then remains at a stable temperature for a period of time, finally decreases slowly to room temperature after machining, thus the effect of tool-chip interface temperature on the mechanical properties of cutting tool materials in dry machining can be studied by means of annealing experiments of WC–Co materials. In the present study, a series of annealing experiments of the ultrafine-grained WC–Co materials were conducted to evaluate the effect of annealing temperature and holding time on the mechanical properties of the WC–Co materials.
2Experimental2.1Materials and sample preparationThe materials used in this work were ultrafine-grained WC–Co cemented carbides with nominal composition of 12wt.% Co and mean WC grain size of 0.4μm. The preparation of samples was carried out as follows: The WC–12wt.%Co mixed powder was milled in alcohol for 72h in a ball mill. The milled powder was dried at 95°C and then cold pressed at 200MPa into green compacts of 21mm×6.5mm×5.25mm in dimensions. Finally, the green compacts were sintered in vacuum at 1400°C for 1h, and then the hot isostatic pressing (HIP) technology was used to minimize pores, considering the fact that mechanical properties of the WC–Co materials are very sensitive to porosity levels. The optical micrograph of polished surface of the ultrafine-grained WC–Co materials is shown in Figure 1. As can be seen from Figure 1, the sample is dense enough and porosities can be negligible.

After sintering, all samples were ground to dimensions using a resin-bonded diamond straight wheel and a M7120 surface grinder, subsequently were polished with 10μm diamond paste to achieve dimensional accuracy as well as good surface finishes. It should be noted that surface roughness (Ra) of a specimen must be less than 0.4μm, or it would not be used for this study. The dimensions of the wheels were 250mm in diameter, 12mm in width, and 8mm in the thickness of the diamond layer. Grinding was carried on the 21mm×6.5mm surface of the samples. Prior to beginning the experiments, the samples were glued on a steel plate with hot wax. Then, the steel plate was fixed on the grinding machine as parallel as possible with the abrasive wheel to avoid a variation of depth of cut over the surface of the sample. Water-oil emulsion was used as a coolant during the grinding process to avoid burning out and thermal damage. The grinding parameters were used listed in Table 1.
After grinding, all samples were ultrasonically cleaned with acetone, and then some samples were annealed in a vacuum sintering furnace. In this study, the range of annealing temperatures was selected from 300 to 1100°C, which is based on the highest temperature of tool-chip interface in dry machining of different materials provided in (Ezugwu & Wang, 1997; Jiang, 2005; List et al., 2005). During the annealing experiments, various parameters were used as listed in Table 2.
Annealing heat treatment parameters.
| Annealing temperature, °C | Holding time, min | Heating rate, °C/min | Cooling method |
|---|---|---|---|
| 300, 500, 700, 900 and 1100 | 30 | 5 | Furnace coolinga |
| 900 | 10, 20, 30, 40 and 80 |
The surfaces of samples before and after annealing were investigated using an X-ray microstress analyzer (LXRD, Canada) to measure the residual surface stresses by sin2ψ method. The stresses in the surface of samples were measured using the (301) reflection of WC with Cu Ka radiation. The full width half mean peak position was determined for a range of ψ angles (−25°, −16.78°, −5.85°, 0°, 5.85°, 16.78° and 25°). The residual stress measurements were repeated six times on each sample to improve accuracy and to obtain the mean value.
Mechanical properties of the specimens before and after annealing, including flexural strength, hardness and fracture toughness, were measured and compared. The flexural strength was measured on the ground specimens by universal testing machines according to ASTM B406 standard. The hardness was measured by Vickers hardness tester with a load of 30kgf according to ASTM B294 standard. The fracture toughness was obtained by measuring the crack length generated at the vertices of Vickers indentation using the equation (Schubert, Neumeister, Kinger, & Lux, 1998):
where H is the indentation hardness (N/mm2), P is the indentation load (N), and ∑L is the sum of crack lengths (mm). At least ten specimens were tested for the measurements of each property, and the average value was finally determined.
In addition, microstructure of samples before and after annealing were also investigated by scanning electron microscope (SEM) and X-ray diffraction (XRD) to find whether any growth of WC grain or phase transformation of the Co phase has taken place during annealing. The average grain size of WC was measured based on the backscattered electron (BSE) images of the microstructure and IMAGEJ image analysis software (Yuan, Zhang, Ding, & Ruan, 2013). The Co phase composition of the specimens was detected by X-ray diffractometry with Cu Ka radiation. In order to decrease WC phase diffraction peak interference to Co-phase X-ray diffraction analysis, specimens were etched by Murakami's reagent (K3Fe(CN)6:KOH:H2O=1:1:10) for 24h before XRD examination, considering that Co content is lower in WC–Co materials.
3Results and discussion3.1Effect of annealing temperatureCemented carbides are difficult to machine because of their extreme hardness, so grinding with diamond wheels to date is still the most important machining method in the industry for various WC–Co materials. In grinding, due to the mechanical interactions of diamond abrasives with the carbide materials, significant residual stress, namely, grinding-induce residual stress or grinding residual stress was generated near the ground surface of sample. The existing work has shown that the grinding-induce residual stress in the ground carbide materials is compressive in WC and tensile in Co (Hegeman, De Hosson, & De With, 2001; Yin et al., 2004), and it can be relieved effectively by annealing heat treatment (Yang, Odén, Johansson-Jõesaar, & Llanes, 2014). Relaxation degree of residual stresses can be defined as the relaxation rate, and it can be expressed as (Yuan & Xu, 2012):
where σrelr is the relaxation rate of residual stresses, σbr, σar are the magnitudes of residual stresses in ground surface before and after treated, respectively.
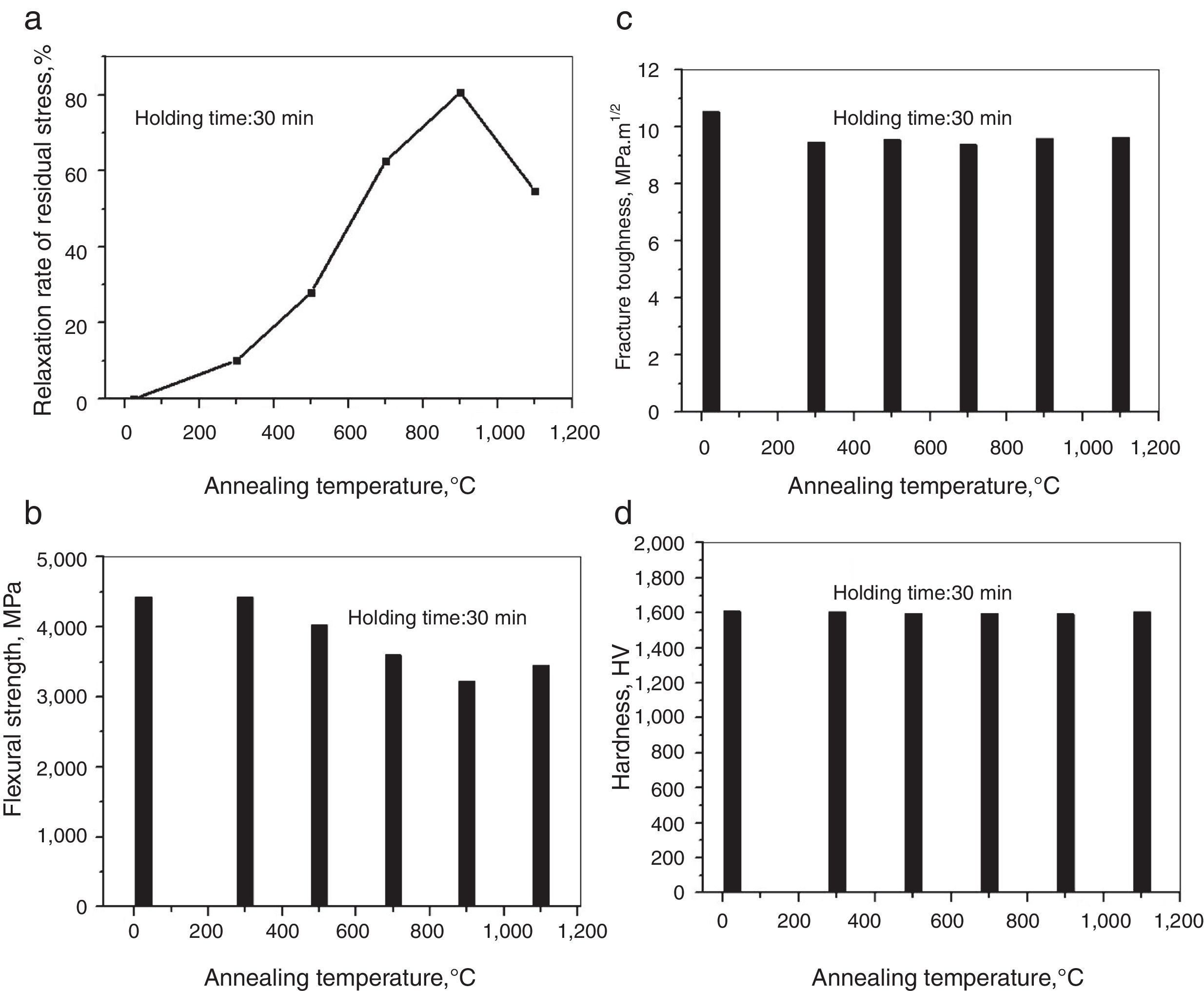
After annealed at 300, 500, 700, 900 and 1100°C with the holding time of 30min respectively, the variations of relaxation rate of residual stresses, flexural strength, hardness and fracture toughness of ultrafine-grained WC–Co materials are shown in Figure 2. It can be clearly seen that the annealing temperatures have a significant influence on the relaxation rate of residual stresses and flexural strength of the ultrafine-grained WC–Co materials. Relaxation rate of residual stresses increases almost linearly with increasing of annealing temperatures from 300 to 900°C, then decreases suddenly at temperature over 900°C (as shown in Fig. 2a). By contrast, flexural strength of the ultrafine-grained WC–Co materials decreases obviously with increasing of annealing temperatures from 300 to 900°C. Only when annealing temperature exceeds 900°C, will flexural strength rebound slightly but still lower than that of samples untreated (as shown in Fig. 2b).
 Residual stress, (b) flexural strength, (c) fracture toughness and (d) hardness.")
It can also be seen that the fracture toughness of the samples after annealing decreased slightly compared with that of samples untreated, but it varies slightly with annealing temperature (as shown in Fig. 2c). As to hardness of WC–Co materials, it seems that the annealing temperatures have no obvious influence. The measurements of the hardness show that there is only a little difference between the samples of before and after annealing (as shown in Fig. 2d).
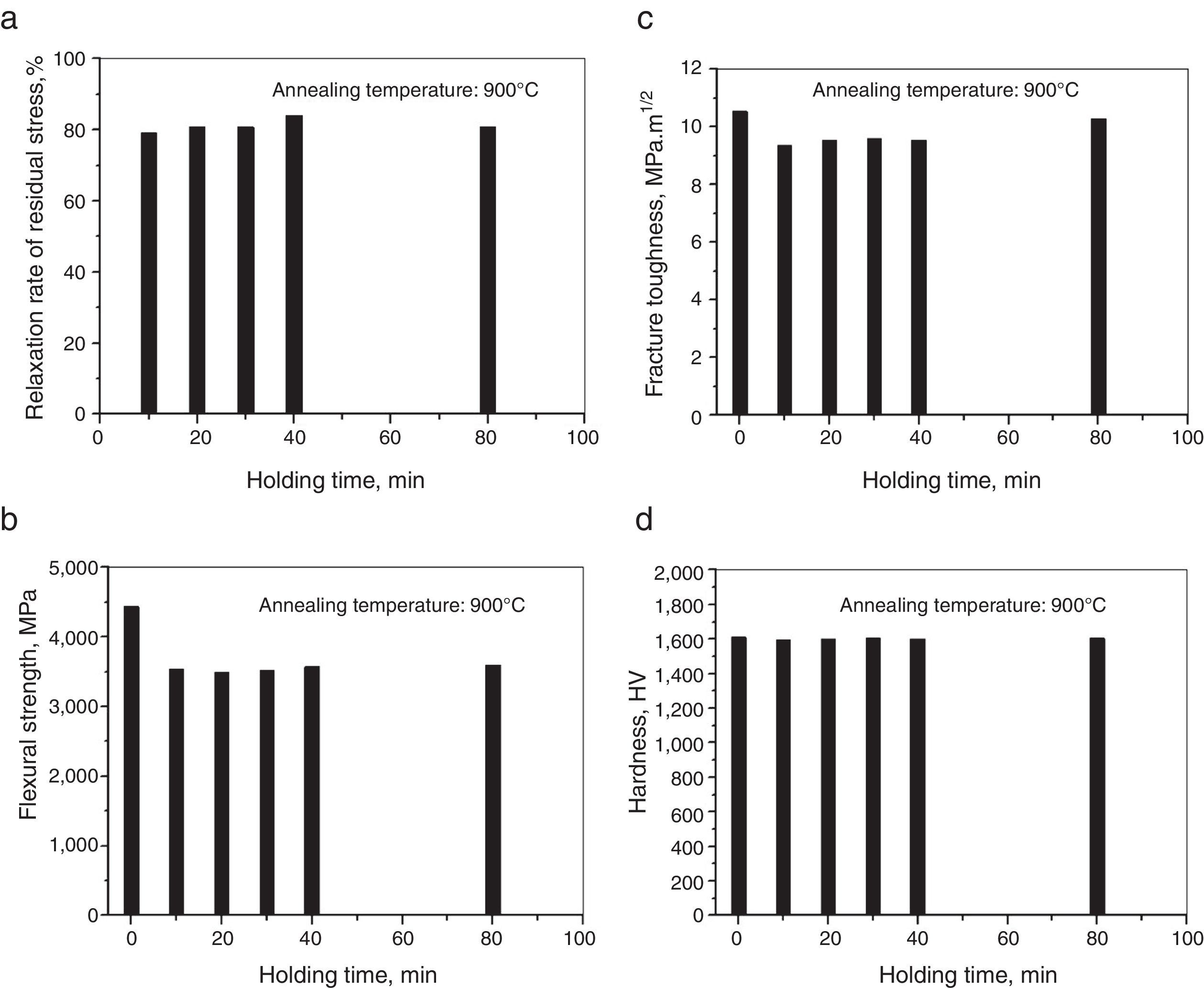
3.2Effect of holding timeThe ground samples were annealed at 900°C with the holding time of 10, 20, 30, 40 and 80min respectively. Figure 3 displays the variations of relaxation rate of residual stresses, flexural strength, hardness and fracture toughness of ultrafine-grained WC–Co materials with the holding time. As seen from Figure 3, although there are slight decrease in the flexural strength and fracture toughness of the annealed samples in comparison with that of samples untreated, no obvious difference were observed between the different holding times. Also, the measurements show that the holding time has no obvious influence on the residual stresses and hardness of the ultrafine-grained WC–Co materials. These results suggest that annealing temperature during annealing process may dominate the mechanical properties of WC–Co materials, instead of holding time.
3.3Microstructure Residual stress, (b) flexural strength, (c) fracture toughness and (d) hardness.")
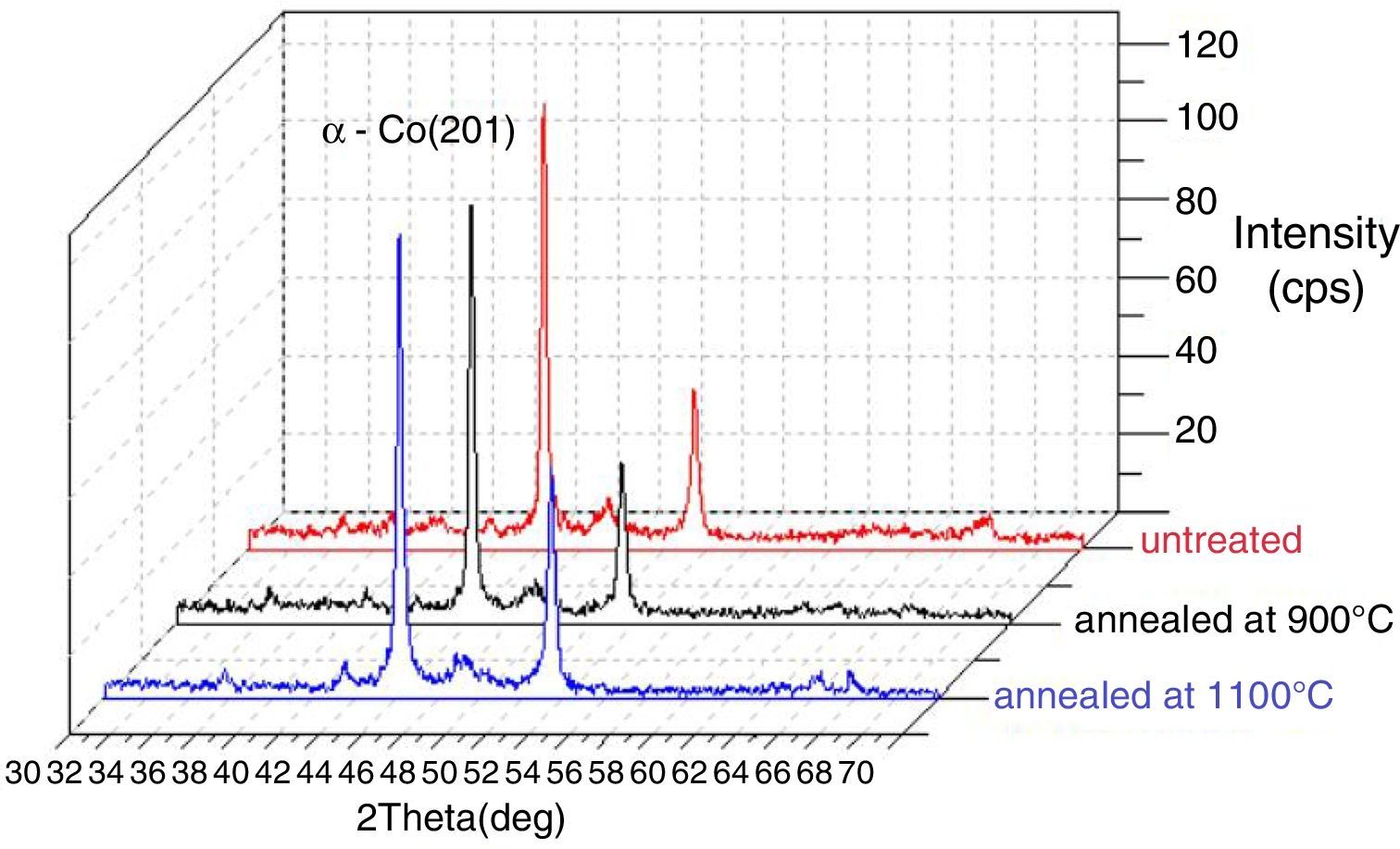
Figure 4 shows the X-ray diffraction patterns of the samples before and after annealing. Comparing with the X-ray patterns of the untreated sample, it can be clearly seen that the characteristic diffraction peaks of the annealed ones have no obvious change, whether at annealing temperature 900°C or at 1100°C, indicating no phase transformation of Co from α→¿ occurs during annealing progress.

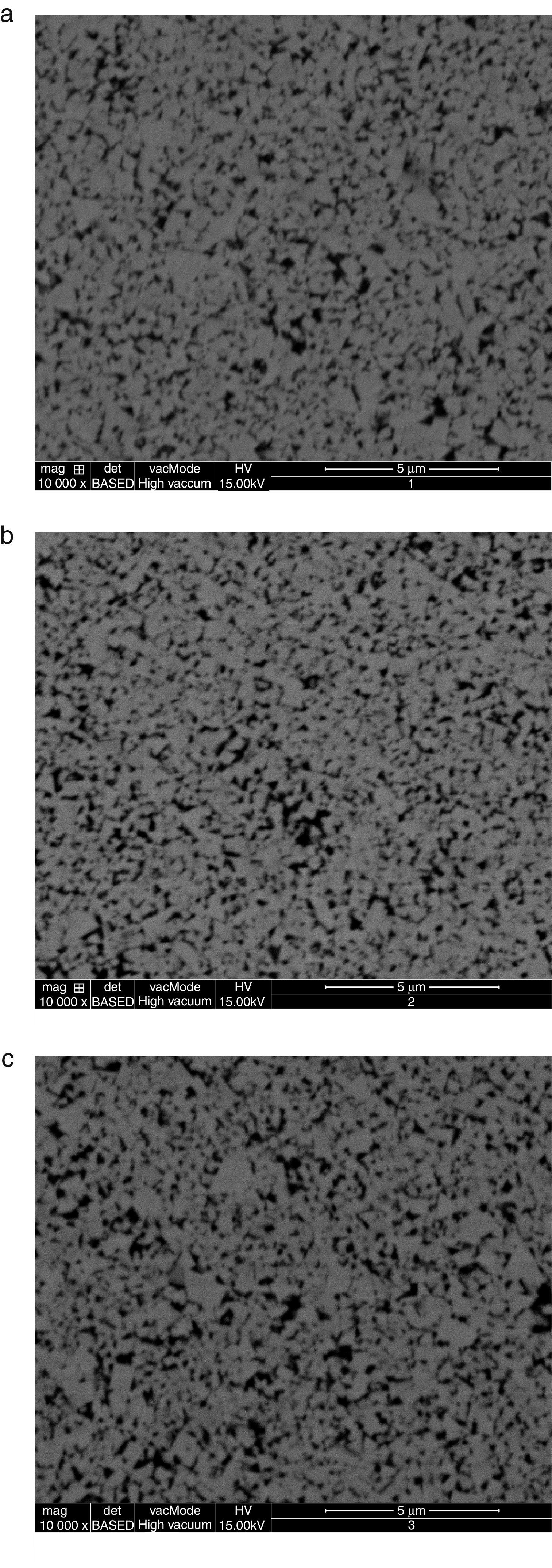
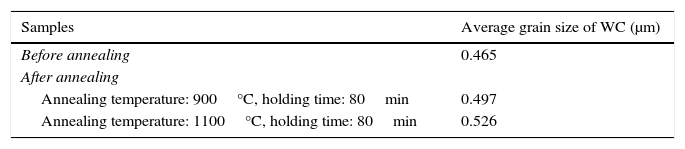
Figure 5 reveals the microstructures of the ultrafine-grained WC–Co materials before and after annealing, in which the white crystals are the WC phase, and the black contrast regions between the WC grains are the cobalt binder phase. The measurement results of WC grain sizes in samples before and after annealing are listed in Table 3. It can be seen that the WC grain sizes of the annealed samples are larger than that of the untreated ones, but the difference is quite small. It illustrates that the WC grains have a tendency to grow up during annealing process, but the growth rate is very small.
 Untreated, (b) annealed at 900°C, 80min and (c) annealed at 1100°C, 80min.")
In general, the mechanical properties of the WC–Co materials are primarily dependent on their microstructural parameters, i.e., cobalt (Co) content and WC grain size. With smaller WC particle size at fixed Co content, WC–Co has a higher hardness, higher flexural strength and lower toughness. Conversely, WC–Co would have a higher toughness, lower hardness and lower flexural strength (Akhtar, Humail, Askari, Tian, & Guo, 2007; Okamoto, Nakazono, Otsuka, Shimoitani, & Takada, 2005). According to the measurements of microstructure of the samples before and after annealing, and taking into account the stability of Co content in WC–Co materials during vacuum annealing, the flexural strength and hardness of ultrafine-grained WC–Co materials after annealing should decrease slightly, while the fracture toughness should increase slightly due to the slight growth of WC grain sizes. However, our experiments show that after annealing process, the flexural strength of ultrafine-grained WC–Co materials decreases significantly and the fracture toughness decreases slightly, this is not in accordance with the theories mentioned above, indicating that some other factors may play important role in affecting the mechanical properties of the WC–Co materials during annealing.
Besides microstructural parameters, the nature and magnitude of residual surface stress have also significant effects on the mechanical properties of WC–Co materials. By inhibiting WC particle pull-out and by introducing stresses that close crack tips, compressive surface stresses can retard crack initiation and propagation, and thus increasing the fracture toughness of WC–Co materials (Lambropoulos, 1991). Meanwhile, a compressive residual stress can also be applied to improve the strength of ground specimens, since the total strength S can be estimated by Xu, Jahanmir, and Ives (1997):
where SG is the strength of the material governed by intrinsic flaws only, and Sσ is the extra stress that must be added to compensate for compressive residual stress.
From Figure 2a, the relaxation rate of residual stresses increases almost linearly with increasing of annealing temperatures from 300 to 900°C, that is to say, the magnitudes of surface compressive residual stress of annealed samples decrease quickly with increasing of annealing temperatures from 300 to 900°C compare with that of samples untreated. According to formula (3), the flexural strength of ultrafine-grained WC–Co materials after annealing will decrease significantly with increasing of annealing temperatures, which is just the measured result shown in Figure 2b. Relaxation rate of residual stresses of WC–Co materials decreases obviously at annealing temperature above 900°C may attribute to residual thermal stress, induced by larger temperature gradient upon cooling from annealing temperature back to room temperature. Accordingly, the flexural strength of WC–Co materials after annealing at 1100°C rebounds slightly. Similarly, due to relaxation of compressive residual stresses, the fracture toughness of WC–Co materials after annealing decreases slightly.
The relaxation process of grinding residual stress in WC–Co alloys would be completed in a short period of time, for the size of samples was small. As a result, holding time was found to have little influence on the relaxation rate of residual stresses. Accordingly, the mechanical properties of ultrafine WC–Co materials after annealing have no obvious change under different holding time conditions.
4ConclusionIn this study, the effect of annealing heat treatment on the mechanical properties of ultrafine-grained WC–Co materials was examined through a series of annealing experiments. It was found that under the condition of this study, the annealing temperature plays an important part on the mechanical properties of WC–Co materials, but the influence of holding time is relatively small. The flexural strength and fracture toughness of the ultrafine-grained WC–Co materials decrease in different extent with increasing of annealing temperature, and the hardness almost remain unchanged during annealing.
From the investigation of microstructures and residual stresses of WC–Co materials, it can be found that the deterioration of mechanical properties of WC–Co materials after annealing treatment can be attributed to the relaxation of compressive residual stress.
Conflict of interestThe authors have no conflicts of interest to declare.
This work is supported by Shanghai Natural Science Foundation (No. 13ZR1401300).
Peer Review under the responsibility of Universidad Nacional Autónoma de México.