

Este documento tiene como objetivo proporcionar las directrices básicas a aplicar en los procesos de control interno de la calidad analítica, para asegurar la calidad de los resultados proporcionados por los procedimientos de medida cuantitativos en los laboratorios clínicos. El documento va dirigido al facultativo del laboratorio clínico, responsable de una sección analítica y al personal técnico encargado de ejecutar un procedimiento analítico.
The aim of this document is to provide basic guidelines for applying internal analytical quality control procedures to ensure the quality of results obtained by quantitative measurement procedures in clinical laboratories. The document is aimed at clinical laboratory managers, those responsible for an analytical section, and the technical staff responsible for carrying out an analytical procedure.
Este documento va dirigido al facultativo del laboratorio clínico, responsable de una sección analítica y al personal técnico encargado de ejecutar un procedimiento analítico.
ObjetivoProporcionar las directrices básicas a aplicar en los procesos de control interno de la calidad analítica para asegurar la calidad de los resultados proporcionados por los procedimientos de medida cuantitativos en los laboratorios clínicos.
AlcanceProcedimientos de medida cuantitativos en sistemas automatizados.
Definiciones- •
Conmutabilidad de un material: grado de concordancia entre la relación matemática de los resultados de la medición obtenidos con 2 procedimientos de medición para una magnitud especificada en un material dado y la relación matemática obtenida para la magnitud en las muestras de rutina1.
Propiedad de un material de producir resultados con la misma relación matemática entre 2 procedimientos de medida que muestran los especímenes de pacientes2.
- •
Control de la calidad: técnicas y actividades de carácter operativo utilizadas para cumplir los requisitos para la calidad3.
Procedimientos para monitorizar la calidad de los resultados de las pruebas, detectando problemas antes de la entrega de resultados, de manera que se asegure la prestación necesaria para cumplir con los requisitos clínicos4.
- •
Error aleatorio (imprecisión): diferencia entre un resultado individual de una magnitud y la media de un número determinado de mediciones de la misma, realizadas en condiciones de repetibilidad5.
Componente del error de medición que, en mediciones repetidas, varía de manera impredecible6.
- •
Error de medida: diferencia entre el resultado de una medida y el valor verdadero5,6.
- •
Error sistemático (sesgo): diferencia entre la media de un número definido de medidas de una misma magnitud en una muestra y el valor verdadero5. La traducción al inglés es «bias».
- •
Error total admisible (error máximo permitido) (ETA): máximo error tolerable para una única medida de una magnitud biológica5.
Máximo error permitido de una medida con relación al valor de referencia asignado a una magnitud, que es tolerado por las especificaciones o reglamentos6.
- •
Especificación de la calidad: documento que establece requisitos3.
Se pueden fundamentar en función de diferentes criterios: satisfacer los requisitos clínicos específicos o generales, mejorar la calidad asistencial, cumplir la legislación, etc.
- •
Exactitud (error total): grado de concordancia entre el resultado de una medida y el valor verdadero5,6.
- •
Precisión: grado de concordancia entre los resultados independientes de mediciones obtenidas en condiciones estipuladas1.
- •
Probabilidad de detección de error (Pde): característica de un procedimiento de control de la calidad que describe cuán a menudo una serie analítica debe ser rechazada porque contiene errores, además del inherente al procedimiento analítico7.
Probabilidad de detectar un cambio significativo en las prestaciones del procedimiento. Idealmente, Pde debería ser 1 para errores que sean médicamente significativos; en la práctica se procura que sea lo más próxima posible a 0,90.
- •
Probabilidad de falso rechazo (Pfr): característica de un procedimiento de control de la calidad que describe cuán a menudo una serie analítica será rechazada cuando no existen errores, excepto la imprecisión del inherente al procedimiento analítico7.
Probabilidad de rechazar una serie analítica en la que no se supera el error admisible. Idealmente, Pfr debería ser 0; en la práctica se procura que Pfr sea 0,05 o inferior.
- •
Regla de control: criterio de decisión para determinar si un resultado de control debe ser aceptado o rechazado7.
- •
Requisito: necesidad o expectativa establecida, generalmente implícita u obligatoria6.
- •
Serie analítica: intervalo (definido en unidades de tiempo o número de muestras) dentro del cual el procedimiento de medida es estable7.
- •
Veracidad: grado de concordancia existente entre el valor medio de una gran serie de resultados y un valor aceptado como referencia1b.
El procedimiento de control interno descrito en este documento es el modelo estadístico creado por Levey y Jennings8 e informatizado por Westgard9, que se ha aplicado en los laboratorios clínicos tanto a nivel nacional como internacional. Se basa en el análisis periódico de especímenes adecuados (materiales control) y la comparación de los valores observados con la distribución esperada en condiciones estables del procedimiento analítico. La obtención de resultados control fuera de la distribución esperada es indicativo de la existencia de errores en el procedimiento analítico.
La función del control interno de la calidad es la aceptación o rechazo de las series analíticas. Para ello el procedimiento de control interno de la calidad debe estar diseñado para detectar la pérdida de precisión o veracidad del procedimiento de medida. Ello se puede producir por la presencia de un error aleatorio o sistemático, o una mezcla de ambos que comprometen la estabilidad del sistema analítico.
A largo plazo, los resultados obtenidos permiten además realizar estudios retrospectivos para conocer el error aleatorio o imprecisión, y el sesgo o error sistemático a lo largo de un periodo de tiempo con el fin de reevaluar el procedimiento de control interno de la calidad instaurado.
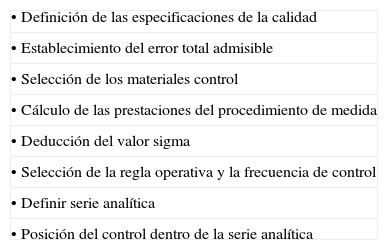
Las principales fases que sean de desarrollar en la implantación del procedimiento de control interno de la calidad analítica se resumen en la tabla 1.
Fases del procedimiento de control interno
| • Definición de las especificaciones de la calidad |
| • Establecimiento del error total admisible |
| • Selección de los materiales control |
| • Cálculo de las prestaciones del procedimiento de medida |
| • Deducción del valor sigma |
| • Selección de la regla operativa y la frecuencia de control |
| • Definir serie analítica |
| • Posición del control dentro de la serie analítica |
Se ha de seguir el modelo jerárquico de Estocolmo de 1999, definido mediante consenso entre expertos en calidad y entidades internacionales de estandarización (OMS, IFCC, IUPAC)10 y que fue trasladado posteriormente a un Informe Técnico ISO11.
El modelo incluye 5 niveles, ordenados de mayor a menor impacto sobre las decisiones médicas:
- •
Nivel 1: Satisfacer las necesidades médicas para el cuidado del paciente en cada situación clínica concreta.
- •
Nivel 2: Satisfacer las necesidades médicas para el cuidado del paciente en general. Están basadas en la variación biológica intra e interindividual o en opiniones contrastadas de los clínicos.
- •
Nivel 3: Cumplir los requisitos definidos por entidades expertas nacionales o internacionales o por grupos expertos locales o individuales de reconocido prestigio.
- •
Nivel 4: Cumplir con los requisitos establecidos por entidades legislativas (por ejemplo, CLIA o FMA) Cumplir con requisitos establecidos por los organizadores de programas de evaluación externa de la calidad
- •
Nivel 5: Cumplir con los requisitos fundamentados en el estado del arte obtenidos de programas de evaluación externa de la calidad o de ensayos de aptitud. Si no existen, cumplir con requisitos extraídos de publicaciones actuales sobre metodología.
El laboratorio debe determinar qué nivel de calidad desea alcanzar y, para ello, tiene que especificar para cada magnitud el ETA:
- •
Para alcanzar la calidad necesaria para satisfacer los requisitos médicos deberá usar una especificación derivada de los niveles más altos del modelo jerárquico de Estocolmo. Dado que el primer nivel está concretado para muy pocas situaciones clínicas y afecta muy pocas patologías12, es muy aceptado usar el segundo nivel, basado en la variación biológica, en el que están descritas especificaciones para 360 magnitudes biológicas13. También puede establecer como ETA, las recomendaciones de los grupos profesionales.
- •
Para satisfacer un nivel de calidad mínimo, que significa trabajar como el 90% de los laboratorios del país, tomará la especificación mínima de consenso definida por las 4 sociedades científicas españolas organizadoras de programas de garantía externa de la calidad14,15.
- •
Para trabajar con la misma calidad que otros laboratorios, seguirá las recomendaciones de los organizadores de programas de garantía externa de la calidad en los que participe.
Se recomienda utilizar materiales de control con estabilidad larga, siempre que sea posible de un año como mínimo, cuya matriz sea similar a la de las muestras de los pacientes e independiente del fabricante del equipo.
Se pueden utilizar materiales control con valor asignado (media y DE) por el fabricante o materiales control no valorados. En ambos casos el laboratorio debe asignar sus propios valores para las distintas magnitudes, ya que los suministrados por el fabricante solo son orientativos.
Se recomienda procesar al menos 20 muestras en diferentes días5. Si se observa algún resultado que se desvía del conjunto de valores, se debe aplicar un criterio de aceptación o rechazo.
Se recomienda recalcular la imprecisión en el tiempo con un número mayor de resultados del material control, ya que este dato representará un valor que reflejará la prestación del método analítico en el tiempo5. Antes de que se agote un lote de material control se debe evaluar paralelamente el siguiente.
Se recomienda utilizar por lo menos 2 niveles de materiales control, siempre que sea posible; uno de ellos debería tener un nivel de concentración dentro del intervalo clínico y cercano a los límites de decisión clínica.
Cálculo de las prestaciones del procedimiento de medidaPara cada magnitud y procedimiento analítico el laboratorio debe conocer los 2 componentes de su prestación analítica, imprecisión y error sistemático, para poder seleccionar adecuadamente las reglas estadísticas de control.
Imprecisión o error aleatorioLa imprecisión inherente al procedimiento analítico se puede estimar con un mínimo de 20 resultados control, obtenidos en condiciones óptimas (instrumento bien ajustado, reactivos recientes, personal entrenado) en un tiempo relativamente corto (por ejemplo, 4 controles por día durante 5 días, 2 resultados de control en 10 días).
Se puede expresar en términos de DE o de CV, mediante la siguiente fórmula:

Donde: DE=desviación estándar interserial de los 20 valores.
Esta estimación inicial no incluye la variabilidad debida a factores como lotes diferentes de reactivos y calibradores, variaciones a largo plazo, recalibraciones, cambios de personal técnico, etc. Por ello, se recomienda reevaluar en un periodo de tiempo más amplio, donde se haya observado que la imprecisión se mantiene constante (por ejemplo, 6 meses), para tener en cuenta todos estos factores de variabilidadc.
Error sistemático o sesgoPara calcular el error sistemático es necesario conocer el «valor verdadero convencional» o el mejor estimado posible del material control, y esta operación depende de las características del control utilizado. A continuación se describen los métodos más frecuentes para saber el «valor verdadero convencional», en orden decreciente de fiabilidad:
- •
Control con valor asignado por método de referencia: el valor verdadero es el asignado, siempre que el material control sea conmutable con la muestra biológica.
- •
Control interno gestionado externamente, es decir material control (generalmente a 2 niveles de concentración) utilizado por varios laboratorios a la vez, cuyos resultados son evaluados por una organización externa a los mismos. Se toma como «valor verdadero» la media obtenida por el grupo de laboratorios con nuestro mismo procedimiento de medida y consolidada en el tiempo.
- •
Control interno valorado por método de rutina: Se asume como «valor verdadero» el que consta en la documentación facilitada por el fabricante. Este enfoque solo puede usarse si no hay otra alternativa y hasta que pueda fijarse de manera más adecuada.
En el caso de no disponer de un material control estable, una alternativa es comparar los valores obtenidos al analizar una serie de muestras de pacientes con los conseguidos en la misma serie mediante un procedimiento de comparación.
Deducción del valor sigma (σ) del procedimiento de medidaConociendo las prestaciones del procedimiento y una vez definida la especificación de la calidad para el error total (ETA), el nivel sigma se calcula aplicando la fórmula16–18:
Donde:
ETA=error total admisible, expresado en porcentaje; ES=error sistemático, expresado en porcentaje; CV=coeficiente de variación del método
Elección de la regla operativa y la frecuencia de control para cada procedimiento de medidaEl cálculo del nivel sigma de cada procedimiento ayudará a conocer su comportamiento de una manera global, para decidir la regla de control que se le debe aplicar. Resulta muy fácil para ello usar la calculadora de Westgard19.
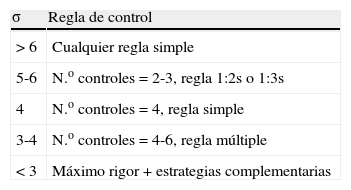
Los procedimientos con un nivel sigma alto (6 o superior) permitirán escoger reglas operativas de control interno permisivas o disminuir el número de muestras control en cada serie analítica. Por el contrario, en aquellos procedimientos con nivel sigma bajo (inferior a 3) será difícil o imposible encontrar reglas de control interno capaces de detectar los errores inherentes al procedimiento (tabla 2) y será necesario implementar estrategias complementarias.
No existe ningún sistema de control que nos garantice que la probabilidad de detección es del 100% y la de falso rechazo el 0%.
Cada laboratorio en función de sus características, de su sistema de medida y analito, puede implementar estrategias complementarias para mejorar su sistema de control de calidad y para disponer de herramientas adicionales para documentar la acción tomada, en caso de causas de rechazo no identificadas.
Ejemplos de estrategias complementarias son:
- •
uso del delta-check y de los percentiles poblacionales como criterios de validación de resultados
- •
examen de la concordancia de resultados en pruebas clínicamente relacionadas
- •
recepción en el sistema informático de las alarmas emitidas por los instrumentos
- •
asegurarse que el valor más frecuente observado en las muestras de pacientes se mantiene como es habitual
- •
utilizar la validación médica basada en la coherencia de perfiles diagnósticos como herramienta del control interno.
Siempre que sea posible, se recomienda escoger estrategias de control (combinación de regla operativa y número de controles por serie analítica) con probabilidad de detección de error superior al 0,90 y probabilidad de falso rechazo inferior al 0,05. La regla clásica de 12s (un resultado control fuera de intervalo comprendido entre la media y 2 desviaciones estándar en ambos sentidos) proporciona un 9.1% de falsos rechazos cuando se procesan 2 controles por serie, y un 13.1% de falsos rechazos cuando se utilizan 3 controles por serie. Por ello, a priori, no se aconseja el uso de esta regla 12s. Las probabilidades de detección de error del procedimiento dependerán de las prestaciones del procedimiento analítico y del máximo error total admisible que se haya definido.
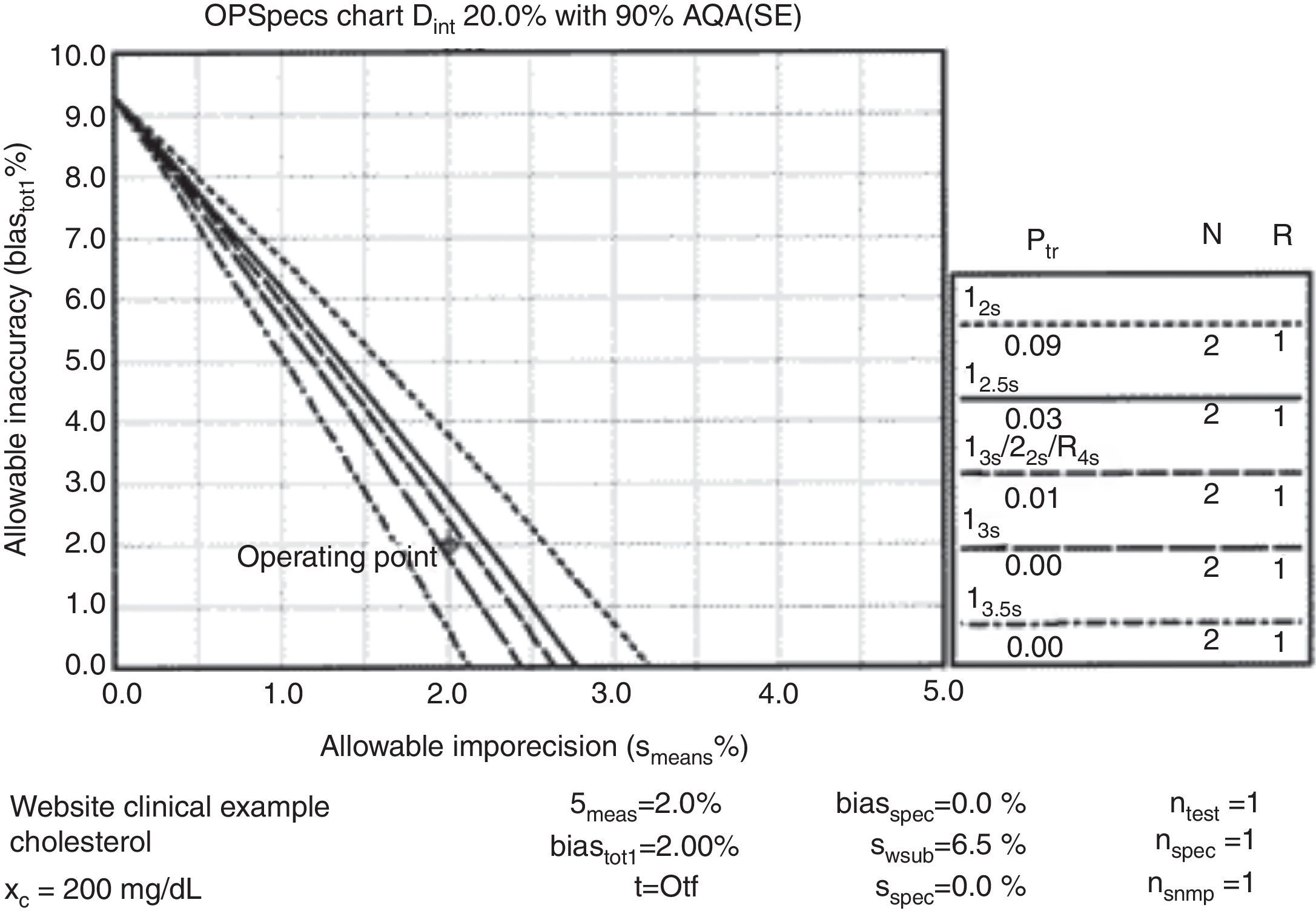
Debido a que tanto las prestaciones del procedimiento de medida como el error total admisible suelen ser diferentes para cada magnitud, es recomendable escoger reglas de control específicas para cada una de ellas. Existen programas informáticos de gestión del control interno que ejecutan esta función. Si no se dispone de ellos, lo más sencillo es recurrir a la gráfica normalizada de Westgard, en la que tras registrar los parámetros sesgo, imprecisión, error total admisible y preferencia de Pfr y de Pde se visualizan varias reglas estadísticas de control de la calidad20–22 (fig. 1). El laboratorio elige la que prefiere y repite este procedimiento para cada magnitud y procedimiento analíticod.
. Ejemplo de gráfica de colesterol, con un error total admisible (denominado «Dint») del 20% y con probabilidad de detección de error (sistemático) del 90%. Las prestaciones del procedimiento de medida son: imprecisión 2% y error sistemático (denominado «bias») 2%. Para el punto operativo marcado en la gráfica, habría que elegir la regla múltiple o la regla 12.5s.")
Gráfica normalizada de Westgard (ejemplo: colesterol con error total admisible de 20%).
Ejemplo de gráfica de colesterol, con un error total admisible (denominado «Dint») del 20% y con probabilidad de detección de error (sistemático) del 90%. Las prestaciones del procedimiento de medida son: imprecisión 2% y error sistemático (denominado «bias») 2%. Para el punto operativo marcado en la gráfica, habría que elegir la regla múltiple o la regla 12.5s.
En general, para aquellos procedimientos con nivel sigma 6 o superior, podremos escoger reglas de control simples (13.5s o superior) con un número de controles por serie bajo (2 o 3). Con niveles de sigma inferiores, puede ser recomendable escoger reglas múltiples y un número mayor de controles por serie. Para procedimientos con sigma inferior a 3, ni siquiera utilizando las reglas múltiples más complejas y un número elevado de controles en cada serie obtendremos un buen rendimiento del control interno. En este caso, como ya se ha comentado anteriormente, es recomendable la aplicación de estrategias complementarias para aumentar la probabilidad de detección de errores. A continuación se muestra un ejemplo de regla de control a emplear, en función del valor σ del procedimiento analítico:
Diseño del control de calidad interno para lactato deshidrogenasa (LDH)
- 1.
ETA (según variabilidad biológica)=11,4%
CVLDH=2,2%, calculado a través de 20 valores del control según la fórmula:
ESLDH=3,3% (dato obtenido del informe del control de calidad interno gestionado externamente). Se obtiene según la fórmula:
El valor proporcionado por mi analizador es 155 y el del grupo consenso es 150, por lo que:
- 2.
Cálculo del valor σ (ETA−ES)/CV
Introduciendo este valor de sigma en alguna de las aplicaciones informáticas citadas, la regla a utilizar, con 2 niveles de control de calidad, sería:|13S||22S||R4S||41S||10S|
siendo Pde>90% y Pfr=0,013.




Ya que el procedimiento de control interno de la calidad se aplica sobre cada una de las series analíticas, el laboratorio debe tener definido el tamaño de las mismas. Hay 2 formas de hacerlo: por tiempo, o por número de muestras en las que se supone que el procedimiento es estable (siempre y cuando se mantenga la misma calibración y el mismo lote de reactivo). Si se analizan pocas muestras o se calibra diariamente, la serie puede incluir todo el trabajo diario. En el caso de analizar muchas muestras o en equipos que funcionan las 24h, se debería definir su tamaño según la estabilidad (frecuencia de errores) del equipo.
Localización del control dentro de la serie analíticaLa situación del control dentro de la serie analítica debe ser aleatoria, en función de la carga de trabajo. En series pequeñas puede ser suficiente colocar los controles al principio y al final de la serie analíticae.
Cálculo de los límites de controlComo se ha comentado anteriormente, un objetivo del control interno es detectar un cambio en las condiciones estables del procedimiento analítico superior a la especificación que hayamos definido. Por este motivo, la media que se utilizará para aplicar las reglas de control será la obtenida a largo plazo en el laboratorio con el procedimiento propio, siempre que se haya asegurado previamente que no existe error sistemático apreciable5. La DE será también la obtenida a largo plazo con el procedimiento de medida tal y como se explicó en el apartado «Imprecisión o error aleatorio».
Los cambios de lote de material control deben conocerse con tiempo suficiente para poder obtener valores medios provisionales en el momento en que empiece a utilizarse el nuevo lote. Deben realizarse un mínimo de 20 medidas, preferiblemente en días diferentes. Si la concentración de la magnitud en el nuevo lote es similar a la del lote anterior, puede utilizarse el valor de DE previamente establecido. Si no es así, se calculará a partir de las medidas en el nuevo lote de control. Los valores de media y desviación estándar para el nuevo lote se han de verificar al cabo de un tiempo, cuando se disponga de un número suficiente de resultados en las condiciones habituales de trabajo.
En cuanto a los materiales de control con valores asignados por el fabricante, estos únicamente servirán de guía para comprobar que la media del laboratorio no se aleja mucho de los valores esperados5.
Acciones a tomar ante resultados control fuera de límitesEl control interno de la calidad sirve para señalar aquellas series que deben ser rechazadas porque hay una alta probabilidad de que el sistema analítico haya perdido estabilidad debido a errores sistemáticos o aleatorios no inherentes al procedimiento analítico.
La señal de rechazo puede ser debida a la presencia de un error que afecta a la calidad de los resultados, y en menor medida, a un falso rechazo. Según el análisis estadístico de procesos no es posible identificar ante qué tipo de señal de rechazo estamos.
Ante una serie rechazada se deben identificar las posibles causas y para ello se recomienda el siguiente procedimiento:
- 1.
Retener los resultados de los pacientes de la serie.
- 2.
Realizar un estudio documentado cuyo objetivo sea identificar las causas probables que han podido producir el rechazo de la serie.
- 3.
El estudio podrá concluir con diferentes situaciones que conllevarán acciones diferenciadas.
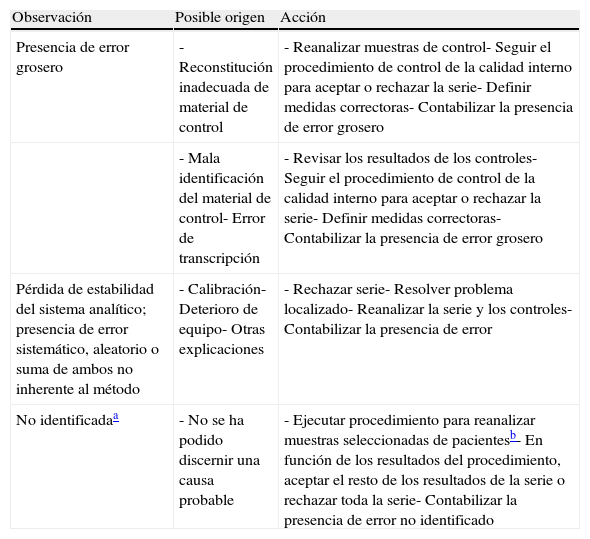
Las posibles causas, su justificación y la acción a tomar se describen en la tabla 3.
Posibles causas de rechazo de una serie, su justificación y la acción a tomar
| Observación | Posible origen | Acción |
| Presencia de error grosero | - Reconstitución inadecuada de material de control | - Reanalizar muestras de control- Seguir el procedimiento de control de la calidad interno para aceptar o rechazar la serie- Definir medidas correctoras- Contabilizar la presencia de error grosero |
| - Mala identificación del material de control- Error de transcripción | - Revisar los resultados de los controles- Seguir el procedimiento de control de la calidad interno para aceptar o rechazar la serie- Definir medidas correctoras- Contabilizar la presencia de error grosero | |
| Pérdida de estabilidad del sistema analítico; presencia de error sistemático, aleatorio o suma de ambos no inherente al método | - Calibración- Deterioro de equipo- Otras explicaciones | - Rechazar serie- Resolver problema localizado- Reanalizar la serie y los controles- Contabilizar la presencia de error |
| No identificadaa | - No se ha podido discernir una causa probable | - Ejecutar procedimiento para reanalizar muestras seleccionadas de pacientesb- En función de los resultados del procedimiento, aceptar el resto de los resultados de la serie o rechazar toda la serie- Contabilizar la presencia de error no identificado |
En este caso, el laboratorio no podría informar ni implícita ni explícitamente que cumple la especificación de la calidad inicialmente seleccionada.
El procedimiento consistirá en:
a) Reanalizar una serie de muestras de pacientes representativo, en un rango amplio de valores.
b) Calcular la diferencia observada entre el análisis inicial y el reanálisis.
c) Comparar las diferencias frente a un valor máximo predefinido para cada magnitud.
d) Si las diferencias superan al máximo rechazar la serie, en caso contrario aceptar la serie.
El procedimiento para reanálisis de muestras deberá estar detallado en un documento.
Si el procedimiento para localizar posibles causas de rechazo de series tuviera que ser utilizado más de un 5% de veces respecto al número total de series procesadas (desde el momento que se definieron las especificaciones y se instauró el procedimiento de control de calidad interno) el laboratorio debe redefinir sus especificaciones de la calidad a unas más adecuadas al nivel de prestaciones que realmente está dando.
Malas prácticas en control de calidad internoSe consideran inaceptables las siguientes actuaciones:
- •
No tener definidas las especificaciones de la calidad.
- •
No utilizar el control interno de la calidad para aceptar o rechazar series.
- •
No registrar los resultados obtenidos de control interno de la calidad.
- •
No seguir las normas de reconstitución y conservación del material dictadas por el fabricante.
- •
Utilizar material volumétrico inadecuado (por ejemplo, no calibrado) en la reconstitución del material de control.
- •
No actualizar el cambio de lote del material control.
- •
Tras una alarma de rechazo, ir introduciendo muestras de control, asumiendo que el error detectado por el procedimiento es debido a una mala reconstitución.
- •
Tras una alarma de rechazo, asumir que estamos ante un falso rechazo y dar por buena la serie.
- •
Utilizar valores promedio de resultados control en lugar de valores individuales.
Los autores declaran no tener ningún conflicto de intereses.
Carmen Perich Alsina (presidente), Virtudes Álvarez Funes, Carmen Biosca Adzet, Beatriz Boned Juliani, Fernando Cava Valenciano, M. Vicenta Doménech Clar, José Vicente García-Lario, Pilar Fernández Calle, Pilar Fernández Fernández, Joana Minchinela Girona, Carmen Ricós Aguilá, Margarita Simón Palmada.
Nota de los autores: El concepto exactitud engloba los conceptos de precisión y veracidad. Los elementos medibles son sus contrarios: error total, imprecisión (error aleatorio) y sesgo (error sistemático), respectivamente. El error total se expresa en unidades de concentración o en porcentaje. La imprecisión se expresa en términos de desviación estándar (DE) o coeficiente de variación (CV) (%). El sesgo se expresa en unidades de concentración o en porcentaje.
Documento realizado en colaboración con la Comisión de Calidad Analítica de la SEQC cuyos miembros aparecen reflejados en el anexo 1.
Nota: Es recomendable conocer la imprecisión a varios niveles de concentración o actividad. Sin embargo, en la práctica, para hacer los cálculos y escoger la regla control es mejor utilizar el material de concentración de mayor interés clínico.
Nota: Aunque es recomendable utilizar un software de validación flexible que permita escoger diferentes reglas para cada magnitud, es posible, si no se dispone de él, usar reglas simples distintas para las diversas magnitudes determinadas en un mismo instrumento. Actualmente todos los instrumentos disponen de las gráficas Lewey-Jennings y se puede definir la desviación estándar (s) para cada prueba. Por ejemplo la regla para glucosa es 13s y para creatinina 12s. Se introduce en el instrumento, en la gráfica Lewey-Jennings como s, el valor de 1,5s para glucosa y de 1s para creatinina y dará alarma cuando el control supere 3s en la glucosa y cuando supere 2s en la creatinina. En caso de reglas múltiples, es necesario disponer de un sistema informático o un middleware del laboratorio que tenga esta capacidad de discernir por magnitudes.
Nota: Es importante tener en cuenta que colocar los controles inmediatamente después de calibrar, aunque es necesario para verificar la calibración, no detectará posibles derivas posteriores. Es aconsejable identificar estos controles como «de funcionamiento inicial».

www.publicationethics.org.