




Based on the information processing theory, this study proposes that organizational flatness is an antecedence to the mass customization capability and the supply chain planning and corporation coordination mediates the relationship between organizational flatness and mass customization capability. Data from plants located in multiple countries across three different industry groups is analyzed to test the research hypotheses. The results show that the effect of organizational flatness on MCC is mediated by the coordination practices. It is the supply chain planning and corporate coordination that directly improve the MCC. Our results emphasize the importance of centralized management of value chain decisions and sharing of knowledge for MCC.
Mass customization capability (MCC) is now widely accepted as an ability to reliably offer a high volume of different product options for a relatively large market that demands customization without substantial trade-offs in cost, delivery, and quality [1]. Nowadays MCC has become an imperative for many manufacturers to survive in the growing competition characterized by heterogenic customer demands, accelerated new product development investments, and shortened product life cycles [2].
In moving to mass customization, an increasing number of manufacturers distribute their production capacity worldwide to achieve lower production and logistics costs, deeper knowledge of customer needs, and better customer services [2,3]. Such multisite manufacturing and distributed production system represent a critical issue for coordination of the different production plants and among supply chain partners ([3,4]. Thus, mass customization implementation may be thwarted by the lack of mechanism to facilitate effective lateral communication across manufacturing units’ boundaries [5].
Researchers have argued that the implementation of manufacturing innovation can be affected by the organization’s structural design [6,7]. Based on the information processing theory, the flat structure, which is an important characteristic of flexible organization, might play very important role in building MCC because the complex and dynamic production environment demands lateral relations and cross-boundary coordination ([1,8]). However, there are inconsistent findings in the literature concerning the effects of flexible organizational structure on MCC (e.g. [2]; [9]). Moreover, despite the progress in research on MCC, the coordination issues across supply chain and within the corporation have not been well studied. Therefore, we develop a framework to empirically explore the effects of structure flatness in facilitating coordination mechanisms (e.g. corporation coordination and supply chain planning) and building MCC in this work.
2Literature review and hypothesesMass customization requires that certain conditions be in place and a collection of manufacturing practices be implemented, such as time-based practices [10], modularity [11], postponement [12], sociotechnical work design [2], and learning [1]. As forecast and planning become very complex, manufacturers need to redesign the product, process, and the supply chain to ensure responsiveness to customer with low cost [13], which have resulted in a highly distributed and autonomous manufacturing system either across the supply chain or within different plants inside the corporation [4].
Managing these distributed manufacturing under an uncertain demand is certainly the most challenging issue in low cost and high variety production [14, 23]. Rungtusanatham and Salvador argued that constraints, both between plant and its parent organization and between plant and other entities within its supply chain, are one of the important hindrance factors of the transition from mass production to mass customization [13].
Supply chain planning concerned with the details of coordination of the entire manufacturing production activities, including both suppliers and customers. Though customization is embraced by the manufacturer, cost and lead-time reduction initiatives are stressing suppliers to deliver to tight just-in-time schedules and reduce the stocks in the supply pipeline, which relies on the supply chain management and especially the responsiveness of the planning system [15]. The interdependences of design and production require a lot of communication between manufacturers and their external stakeholders and such network production raises the importance of coordination of manufacturing facilities across the supply chain. Coordination in the supply chain can be achieved by centralized planning [4]. Moreover, the application of design practices (modular design, configuration design and product family design) and advanced manufacturing technologies (postponement, build-to-order) demands the manufacturer to replace internal production planning by the complexity of external supply planning, since this supports the network operation [3].|MCC is highly related to specifying the interfaces across the value chain and standardizing them, which demands global coordination capabilities. In order to efficiently and speedily customize for individuals, manufacturers need to consider both suppliers and customers when making decisions and planning their activities at the supply chain level, which enables them optimize the production process to deal with the bottleneck and potential defects across the value chain [16, 24]. Thus, cross-border channels connecting with external stakeholders will result in faster and better decisions, which greatly improve plants’ the responsiveness and flexibility. Therefore, we propose the following hypothesis:
H1: Supply chain planning is positively related to MCC
Corporate coordination refers to both coordinate the purchasing and distribution activities and share the innovations and knowledge among different plants at the corporate level. The basic tenet of mass customization is to reuse the common components among different products. Sharing innovations and knowledge not only ensures that every unit of the corporation follows similar technical standards when designing product but also helps the employees to understand the knowhow of the components developed by others. In this way, components can be reconfigured and reused not only in one plant but within the whole corporation. Moreover, the standardization of information system not only guarantees the information transparency among plants but also facilities the communication between plants and supply chain partners. It provides a channel for explicit knowledge (the operational information) and tacit knowledge (knowhow of product and process) flow freely in the corporation.
The need for rapid response to market changes, for costs and time to market reductions, and for highly customized products requires the enterprise value chain and production system to be more and more distributed. Aggregate planning with other units helps the corporation increase volume on both raw material purchasing and common parts production, which reduce the total cost and bring the economy of scale. Such coordination efforts help corporate to locate the component part at low cost production facilities and postpone the customization physically near the customers [12]. Thus, aggregating the purchasing and distribution activities at the corporation level harmonize the product production and achieve systematic optimization. Coordination efforts link the value chain into a tightly connected agile network, in which the main planning tasks at corporate level is the coordination of various local production activities. Therefore, we propose the following hypothesis:
H2: Cooperate coordination is positively related to MCC
The organizational theory literatures argue that implementing a new manufacturing system can be facilitated or hindered by the organization’s structural design [6,7]. In a flat organization, there are fewer management layers and many lateral channels that are actively involved in the decision-making process [3]. Since there are fewer tiers in the vertical chains of command and decision making is moved to where the information exists, the hierarchical overload is reduced and the speed and quality of information sharing, interpretation, and application are improved [8].
The application of supply chain planning demands manufacturer response to the changes in the manufacturing processes quickly. This is because locus of decision-making and the level of communication have significant, direct, and positive effects on the speed and efficiency of information flow for the coordination and planning. In a flat structure, the production plan can be created and adjusted by employees according to the changes in the supply chain quickly without the interruption of middlemen and a long decision procedure.
The cooperation among the corporate also demands a flat structure in each plant. When the hierarchy of authority is decreased, employees are empowered to interact and coordinate with colleagues in the corporate through horizontal channels at their own level. In this way, employees can directly contact the source of new knowledge and information transfer can be improved by reducing the notices and misunderstandings in knowledge implementation inside the corporate. As a result, in a flat plant employees are much easier in harmonizing their decisions and activities with other branches. Further, a flat structure is an important characteristic of the flex organization, which is good at information processing [8] and knowledge on product design and production processes, such as innovation and purchase information, flows freely among the employees in different plants. Therefore, we propose the following hypotheses:
H3: Structure flatness is positively related to supply chain planning
H4: Structure flatness is positively related to corporate coordination
Though it is found that customization capability is associated with fewer management layers [9], some researchers argued that coordination is a complete or partial mediator of the relationship between organizational structure and capabilities [5]. Flat organization structure is widely proposed to be very important for ensuring organizational flexibility in turbulent environments [9], which plays its role through improving the information processing capacity of external information and creating new knowledge [8]. It is the supply chain planning and corporate coordination that reduce the time and cost associated with customization not the organization’s structure. Moreover, the speed, cost, and quality of the product responding to the customized demands are determined by the synchronization of the whole value chain and the corporate. By facilitating information processing, the quantity and speed of information flow are improved by the hierarchy reduction. A flat structure only provides a suitable infrastructure for distribution and interpretation of external knowledge and information. However, it does not guarantee that the plant has the channels for coordinating planning and aggregating the production with external parties. Thus, MCC demands manufacturer put extra efforts to learn from external parties and the organizational structure only an enabler for the external learning and knowledge creation. Though it is easier to communicate and distribute information in a flat structure because organization’s hierarchy of authority is simple, such benefits depend on whether the manufacturers have the formalized routines and procedures to acquire and distribute external information and knowledge. Thus, we propose that flatness, which improves information processing capacity, might not directly improve MCC but plays its role through supporting corporate coordination and supply chain planning. Structure flatness does improve flexibility and responsiveness through facilitating the information dissimilation that are essential for the production system. But manufacturer cannot customize by its organizational structure directly. Thus, the effect of flat structure on MCC is indirectly through facilitating coordination and knowledge transfer. Therefore, we propose the following hypotheses:
H5: Supply chain planning mediates the positive relationship between structure flatness and MCC
H6: Corporate coordination mediates the positive relationship between structure flatness and MCC.
3Research methodologyThe research framework and related hypotheses were empirically tested through analyzing the data collected during the third round of High Performance Manufacturing (HPM) project, which has been conducted by a team of researchers in the U.S., Europe, and Asia since 2004. The HPM database used for this research includes 292 mid to large size manufacturing plants (each with at least 100 employees) from nine countries (the U.S., Finland, Japan, South Korea, Australia, Germany, Sweden, China, and Italy). The sample includes plants in the electronics, machinery, and auto-suppliers industries for each of the counties. The data were collected using 21 different questionnaires that were distributed to 10 managers, 5 direct laborers, and 6 supervisors.
The questions were answered by multiple informants, which greatly improved the reliability of the data and avoided the common method bias.
The response rate was approximately 65% in each country, thereby reducing the need to check for non-response bias [17]. Table 1 provides a brief profile of the data, including the distribution of plants in different countries and industries.
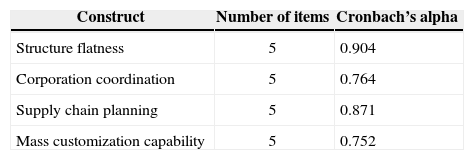
The constructs of interest in this study were measured by multiple items. Perceptual items are measured by a Likert scale of 1 to 7, with 1 indicating “Strongly Disagree” and 7 indicating “Strongly Agree.” Five items were used to measure the four aspects of mass customization capability: high volume customization, customization cost efficiency, customization responsiveness, and customization quality [1]. Another five items are used to measure the number of levels of the organization and the degree of hierarchy, which represent the flatness of the structure [6,7]. Supply chain planning is measured by five items reflect the degree the plant manages the supply chain as a whole and plans the business activities with suppliers and customers together [18]. Corporate coordination is also measured by five items that capture the degree the corporate aggregate and coordinate the distribution and purchase at corporate level and share knowledge and innovations among the plants [18].
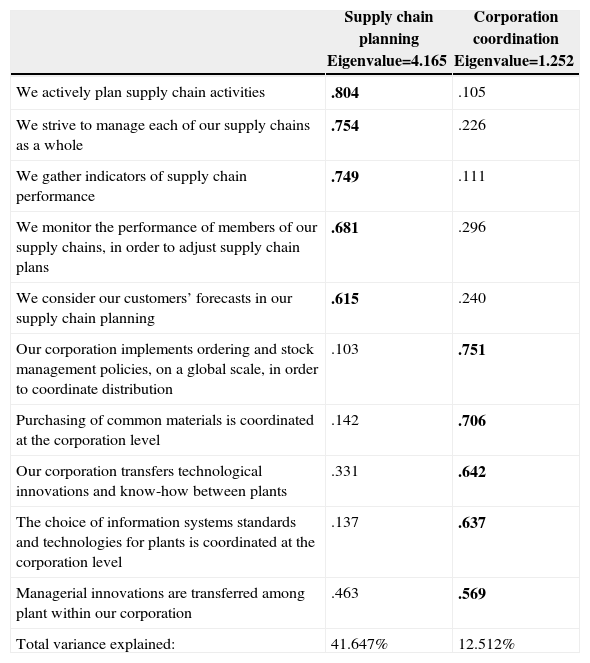
Table 2 shows that the scales are reliable since values of Cronbach’s alpha are larger than the 0.70 threshold value. It means the construct reliability is established. Next, we randomly split the whole sample into two parts. One part is used to conduct exploratory factor analysis (EFA) to assess uni-dimensionality of the new measures of corporation coordination and supply chain planning and the other one is used to construct confirmatory factor analysis (CFA) model using the LISREL 8.54 program to assess the convergent and discriminate validity. Tables 3 shows the results of principal component factor analysis with Varimax rotation. The factor analysis suggested that all items met the cut-off criteria.
Factor Analysis of Corporation coordination and supply chain planning.
| Supply chain planning Eigenvalue=4.165 | Corporation coordination Eigenvalue=1.252 | |
|---|---|---|
| We actively plan supply chain activities | .804 | .105 |
| We strive to manage each of our supply chains as a whole | .754 | .226 |
| We gather indicators of supply chain performance | .749 | .111 |
| We monitor the performance of members of our supply chains, in order to adjust supply chain plans | .681 | .296 |
| We consider our customers’ forecasts in our supply chain planning | .615 | .240 |
| Our corporation implements ordering and stock management policies, on a global scale, in order to coordinate distribution | .103 | .751 |
| Purchasing of common materials is coordinated at the corporation level | .142 | .706 |
| Our corporation transfers technological innovations and know-how between plants | .331 | .642 |
| The choice of information systems standards and technologies for plants is coordinated at the corporation level | .137 | .637 |
| Managerial innovations are transferred among plant within our corporation | .463 | .569 |
| Total variance explained: | 41.647% | 12.512% |
In the CFA model, each item was linked to its corresponding construct, and the covariances among those constructs were freely estimated. The resulting model fit indices are x2 (164) =290.30 (p=0.000), Non-Normed Fit Index (NNFI) = 0.94, Comparative Fit Index (CFI) = 0.95, Standardized Root Mean Square Residual (RMR)= 0.076, and Root Mean Square Error of Approximation (RMSEA = 0.070), which are better than the threshold values recommended by [19]. Generally, a construct which has either a loading of indicators of at least 0.5, a significant t-value (t > 2.0), or both is considered to be convergently valid [20]. Since our model satisfies this requirement, convergent validity is achieved in our study. Finally we built a constrained CFA model for each possible pair of latent constructs in which the correlations between the paired constructs were fixed to 1. We compared this model with the original unconstrained model in which the correlations among constructs are freely estimated. A significant difference of the Chisquare statistics between the fixed and unconstrained models would indicate high discriminant validity [20]. In our study, all constructs were discriminant at the 0.01 level. Therefore, discriminant validity was achieved in our study.
4Analysis and resultsCountry and industry have been suggested as institutional factors that explain the adoption of various manufacturing innovations and practices and we included them as control variables in this study [1,2]. Prior studies have indicated that industry type has an effect on operations in manufacturing organizations (e.g. [2]). The available technologies and competition intensity in a given industry might affect managers’ decision on manufacturing practices. Large companies are more likely have higher MCC than small ones due to additional available resources. Thus, we also controlled for the possible company-size effects by measuring plant size as the natural logarithmic transformation of the number of employees [2].
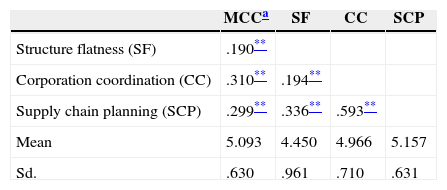
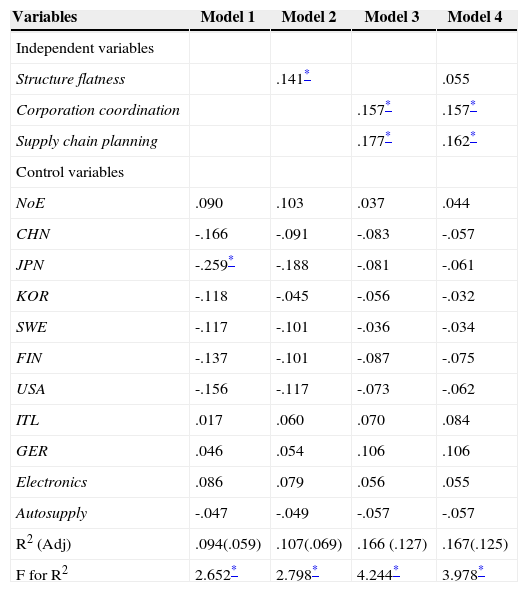
The analysis started with the calculation of the mean, standard deviation, and the correlation among the variables (Table 4). The results show that all the key constructs are correlated with each other moderately. Then, we conducted hieratical regression analysis to test the direct and mediating effects of structure flatness, supply chain planning and corporate coordination on MCC. In Table 5a, model 1 is the base model which only includes the control variables. It reveals that the control variables have significant effects on the MCC. Model 2 includes the structure flatness and control variables as the independent variables and we found a significant positive impact of structure flatness on MCC. In model 3 we test the main effects of supply chain planning and corporate coordination on MCC. After considering the effects of control variables, we found that both supply chain planning and corporate coordination have positive and significant impacts on MCC.
Regression analysis.
| Variables | Model 1 | Model 2 | Model 3 | Model 4 |
|---|---|---|---|---|
| Independent variables | ||||
| Structure flatness | .141* | .055 | ||
| Corporation coordination | .157* | .157* | ||
| Supply chain planning | .177* | .162* | ||
| Control variables | ||||
| NoE | .090 | .103 | .037 | .044 |
| CHN | -.166 | -.091 | -.083 | -.057 |
| JPN | -.259* | -.188 | -.081 | -.061 |
| KOR | -.118 | -.045 | -.056 | -.032 |
| SWE | -.117 | -.101 | -.036 | -.034 |
| FIN | -.137 | -.101 | -.087 | -.075 |
| USA | -.156 | -.117 | -.073 | -.062 |
| ITL | .017 | .060 | .070 | .084 |
| GER | .046 | .054 | .106 | .106 |
| Electronics | .086 | .079 | .056 | .055 |
| Autosupply | -.047 | -.049 | -.057 | -.057 |
| R2 (Adj) | .094(.059) | .107(.069) | .166 (.127) | .167(.125) |
| F for R2 | 2.652* | 2.798* | 4.244* | 3.978* |
Note: mass customization capability is the depend variable;
Therefore, H1 and H2 are supported. However, when we included the structure flatness, supply chain planning, and corporate coordination together in model 4, the impact of structure flatness on MCC becomes insignificant and the effects of both supply chain planning and corporate coordination are still significant. In Table 5b, we run two separate multiple regressions. The structure flatness is served as independent variable in both models and the corporate coordination and supply chain planning are the dependent variables for model 1 and model 2. The results show that the structure flatness has significant impact on both supply chain planning and corporate coordination. Therefore, both H3 and H4 are supported. Moreover, taken the evidences of both Table 5a and Table 5b together, we found that both supply chain planning and corporate coordination mediated the impacts of structure flatness on MCC. Therefore, H5 and H6 are supported by the data.
Regression analysis.
| Variables | Model 1 DV= corporation coordination | Model 2 DV=supply chain planning |
|---|---|---|
| Independent variables | ||
| Structure flatness | .191* | .346* |
| Control variables | ||
| NoE | .203* | .166* |
| CHN | -.142 | -.067 |
| JPN | -.451* | -.346* |
| KOR | .035 | -.114 |
| SWE | -.180* | -.235* |
| FIN | -.171* | .006 |
| USA | -.168* | -.177* |
| ITL | -.069 | -.081 |
| GER | -.125 | -.202* |
| Electronics | .044 | .104 |
| Autosupply | -.012 | .063 |
| R2 (Adj) | .227(.193) | .249(.217) |
| F for R2 | 6.809* | 7.705* |
Note: DV means dependent variable;
Keeping a flexible organization is important for MCC, but flexibility does not necessarily guarantee MCC. Researchers have suggested that the application of mass customization demands a flexible organization [8]. However, Liu et al. does not find a significant relationship between MCC and employee empowerment, an important characteristic of flexible structure [2]. Our results provide a possible explanation for this inconsistence. We found that the effect of organizational flatness on MCC is mediated by the coordination practices. It is the supply chain planning and corporate coordination that directly improve the MCC. If the plant only keeps a flexible structure but not put efforts on the external coordination, the plant cannot improve its capability on customizing with low cost and short lead-time because they cannot gain necessary resources and knowledge from external partners. Therefore, our results emphasize that role of supply chain planning and corporate coordination in improving MCC. Planning the supply chain activities in a centralized manner enables manufacturer considering customers’ forecasting and suppliers’ capacity and scheduling when planning the internal productions, which greatly reduces the uncertainties and emergent production changes. Though the majority of empirical mass customization researches are carried out at the plant level [13,21], they treated the plants in the same corporate as separated entities and do not capture the unique characteristic of the distributed manufacturing of mass customization [12]. Our results emphasize the importance of centralized management of value chain decisions and knowledge sharing for MCC.
Because of the market uncertainty and short of cash, a lot of companies are using the build-to-order method. When the product variety is not very high and there are plenty of demands, this business model works well. However, when the market is not that good, this small volume and high variety demands cause the problem of uncertainties in production and lose of economy of scale. The companies will suffer a lot on the cost increase which is caused by the less utilizing of the capacity and emergent orders. Thus, to success in managing the high variety and low volume production, the company must find out ways to increase the volume and smooth the production process to fully utilize the existing production capacity. Coordinating with other plants in the same corporate gives the plant an opportunity to aggregate some of the business activities (e.g. purchasing and distribution) together. In this way, the plant gains the flexibility to deal with low volume and high variety demands with low cost. On the other hand, planning the production with supply chain partner’s information ensures the information transparency inside the value chain. Therefore, the variations of the production caused by the “bullwhip” effects and market uncertainties can also be reduced by the collaboration among the whole supply chain.
Practically, we also found that some companies are applying the technique of external collaboration to manage product variety and customization. For example, a Taiwan based monitor company has four manufacturing plants in different areas (Beijing, Wuhan, Suzhou, and Fuqing) in China, which focuses on different product lines and near target markets. This company is highly capable of producing a wide range of both standardized and customized LCD/CRT monitor/TV. During our interviews of the Wuhan plant, the managers there mentioned that the integrated knowledge platform inside the company helps them a lot in managing the customized demands. Since the products are highly modularized, when the customers expressed their individualized demands, such as printing the logo on the monitor or certain color or shape of the TV, they will check the available solutions through the knowledge base first. If there are similar solutions for the customers in other plants, the design and manufacturing team can save a lot of efforts by using the existing modules and components, no matter it is developed in this plant or others, and aggregate the supply and distribution with existing supply chain networks. Therefore, to some degree, whether the plant can customize with low cost and short time is determined by their accumulated knowledge and past experiences. Moreover, the customized demands are dealt by the project team, which has very flat structure. In such teams, local employees have many lateral communication channels with both insiders and outsiders. Since the team members are no longer need to go through a hierarchy, they can apply the corporation’s knowledge and experiences to fulfill the customization quickly. Moreover, in a project team, employees are freely to contact with customers and suppliers directly. This enables the manufacturing department to acquire supply chain’s production capacity and scheduling information quickly and accurately, which helps the manufacturer to plan the production and purchasing at the supply chain level. Another old fashion state-owned textile company gives us a counterexample. Though it belongs to a large group that includes companies covering the whole value chain, from textile to garment and export, there is very little corporation among the different firms in this group. Because of the competitiveness of the market, the textile plant faces the problem of high production cost caused by small batch of customized demands. This plant has proposed to the group headquarter for the possibilities of centralized management and aggregation of some business activities among the plants. However, they encountered a lot of difficulties which are caused by the hieratical structure. In this state-owned group, every decision has to go through a long command chain. Centralizing business functions to the corporate needs that the plants response to the environment quickly. However, the current state-owned companies have many middle managers, which prolonged transmission of internal information and coordinate internal activities. That is one of the main reasons that the managers mentioned that they are not successful on the corporate coordination. Moreover, the nature of the textile industry decides that the orders are all “customized” and it is very difficult to keep the semi-finished products. Thus, the whole production is “pushed” by the customers. However, the structure hinders the communication between manufacturer and supply chain partners and only the marketing employees have direct access to the demands information. In this way, the internal manufacturing employees are not able to gain the supply chain partners’ operational information and let along incorporate it into the planning process. These two examples illustrate the importance of external coordination and flattened structure in improving MCC. Based on the above evidences, we suggest the manufacturers that want to customize with low cost should focus more on coordination and information sharing with external stakeholders and keep a flat organizational structure.
6ConclusionsIn this paper, we explore the impact of structure flatness and external coordination on MCC. To be specific, we identified that both supply chain planning and corporate coordination positively related to MCC directly. However, after we controlled the effects of external coordination on MCC, the positive effects of structure flatness turns to be insignificant, which indicates the former significant impact of flatness on MCC is mediated by the supply chain planning and corporate coordination. We have known that MCC lie in plant’s internal efforts, such as the investment on information system and flexible manufacturing systems, time-based manufacturing practices, modularity practices, process postponement, sociotechnical work design, [2,10,11,13] and supply chain management, such as supply chain learning, supply chain configuration, and customer elicitation ([1]). This paper contributed to the literature by exploring the issues of collaboration between plants inside the corporate, which practically proved to be important for MCC and attracted less attention in the existing researches. In this way, this paper considers the effects of both supply chain partner and corporate stakeholders. Moreover, in the existing works, the impacts of internal design and external practices are treated as independent. So, we also make contribution by connecting the internal structure and external coordination and suggest that the impact of organizational structure on MCC is mediated by the external focused practices.
As with any study, there are several limitations that might be extended in the future research. Firstly, the analysis in this study was done based on cross-sectional data. It helps us establish associative relationship between external coordination with MCC. But to build causal relationship, we need to conduct longitudinal or quasi-experimental researches in the future. Secondly, we use the flatness of structure as a proxy for the structure flexibility. However, as suggested by Koufteros and Vonderembse, organization design should have more dimensions, such as degree of centralization, formalization and complexity [6]. This work can be extended through linking the other characteristics of organizational design with the external coordination practices and exploring whether the mediation effects discovered in this work can be generalized to other organizational design decisions. Thirdly, according to the social capital theory, the coordination and knowledge transfer between organizational boundaries are determined by the relationship among the parties [22]. In this work we only consider the operational exchange between plant and external patties. Thus, the direct impact of social exchange and the interaction between social and operational exchanges on MCC should be an interesting topic for future studies.