


Identificar los posibles riesgos en la utilización de los sistemas automatizados de dispensación con el fin de mejorar la seguridad de los procedimientos habituales.
MétodosSe utilizó la metodología análisis modal de fallos y efectos (AMFE). Un equipo multidisciplinar identificó los modos de fallo del proceso a través de tormenta de ideas. Se evaluó el impacto asociado a cada modo de fallo con el número de prioridad de riesgo (NPR), según ocurrencia, gravedad y detectabilidad. Se establecieron medidas de mejora para los modos de fallo identificados considerados críticos, aquellos con un NPR>100. Se calculó también el NPR final (teórico) que se obtendría con las medidas propuestas.
ResultadosSe identificaron 5 subprocesos: envío automático del pedido de reposición, preparación del pedido en el carro piramidal, transporte del carro piramidal desde el servicio de farmacia al armario automatizado de dispensación (AAD), reposición del AAD por parte del técnico de farmacia y dispensación/devolución por parte de enfermería. Se evaluaron 22 modos de fallo distintos, con 25 causas asociadas diferentes y con efectos cuya gravedad varió entre 2 y 8. El subproceso con más modos de fallos con NPR>100 fue el de dispensación/devolución de medicamentos por parte de enfermería.
ConclusionesLa metodología AMFE es una herramienta útil para la detección de modos de fallo en la utilización de los sistemas automatizados de dispensación. La implantación de acciones de mejora puede reducir el riesgo de forma significativa.
To identify the risks in automated dispensing cabinet use in order to improve routine procedure safety.
MethodsWe used the Failure Mode Effect Analysis (FMEA) methodology. A multidisciplinary team identified potential failure modes of the procedure through a brainstorming session. We assessed the impact associated with each failure mode with the Risk Priority Number (RPN), which involves three variables: occurrence, severity, and detectability. Improvement measures were established for failure modes with RPN>100 considered critical. The final RPN (theoretical) that would result from the proposed measures was also calculated.
ResultsThe process was divided into five sub-processes: automatic delivery of order replacement, to prepare order in a pyramidal cart, transport of the pyramidal cart from the pharmacy service to the automated dispensing cabinet, replacement of the automated dispensing cabinet by the pharmacy technician and dispensing/returning by nursing staff. Twenty-two failure modes, with 25 cases and with varying effects (severity 2-8) were evaluated. The sub-process with more failure modes with NPR>100 was dispensing/returning by nursing staff.
ConclusionsThe FMEA methodology was a useful tool when applied to automated dispensing cabinet system use. The implementation of improvement actions significantly reduced the risk.
El análisis modal de fallos y efectos (AMFE) es el método más empleado en la gestión de riesgos y análisis de la calidad a nivel global. Centrándonos en el ámbito hospitalario, esta metodología es fundamental para la detección de los riesgos que atañan directamente al paciente, cuando un nuevo proceso o tecnología va a incorporarse en la práctica asistencial1–3.
Desde hace años, la seguridad clínica orientada al paciente es un tema que preocupa a las instituciones sanitarias. El Ministerio de Sanidad, desde la publicación de la Ley 16/2003 de Cohesión y Calidad del Sistema Nacional de Salud, ha situado la seguridad del paciente prioritaria en el desarrollo de estrategias encaminadas a garantizar la calidad de los servicios sanitarios. Actualmente está en vigor la «Estrategia de seguridad del paciente del Sistema Nacional de Salud, periodo 2015-2020»4 que tiene carácter continuista de la anterior, pero incorporando las recomendaciones de organismos expertos, así como mejoras identificadas en la implementación de estrategias anteriores.
La prescripción electrónica asistida (PEA) se plantea como objetivo prioritario en la citada estrategia. Hoy en día, la PEA conectada con los armarios automáticos de dispensación (AAD) se ha posicionado como el principal sistema de distribución de medicamentos en hospitales de tercer nivel, demostrando beneficios de eficiencia5 y seguridad6 en el uso de los medicamentos. Además, dichos AAD están recomendados y avalados por el Instituto sobre el Uso Seguro de los Medicamentos (ISMP)7 y Agencias de Evaluación de Tecnologías Nacionales8.
La principal ventaja es la conexión directa con la prescripción electrónica. Una vez efectuada la prescripción, el personal de enfermería accederá a aquellos fármacos asignados al paciente, identificando medicamentos suspendidos y evitando así su administración, o pudiendo conocer las posibles alergias a determinados fármacos a través del sistema de alerta del AAD. Todo ello, se traduce en una dispensación mecanizada y en una mejora de la seguridad5. El AAD facilita la disponibilidad de la medicación mediante un acceso seguro, rápido y controlado, garantizando la distribución continuada de los medicamentos en las diferentes unidades clínicas6,9 y disponiendo, a su vez, de diferentes tipos de almacenamientos, con cajetines de alta seguridad para medicamentos considerados de alto riesgo por el ISMP7, permitiendo una menor exposición y una mayor trazabilidad de los fármacos.
En 2015 nuestro grupo realizó un análisis de los riesgos del Sistema de Distribución de Medicamentos en Dosis Unitarias (SDMDU) según la metodología AMFE10. En aquel momento se disponía de un total de 464 camas con el SDMDU. En los últimos 5 años, se ha seguido avanzando en materia de seguridad, implementando la PEA y sustituyendo el SDMDU por la integración de AAD. El objetivo es finalizar próximamente alcanzando el 100% de camas de hospitalización con PEA y sistema de AAD integrado. Se hace necesario, pues, volver a aplicar de forma proactiva un método de análisis de posibles fallos (AMFE), que nos permita detectar mejoras, y nuevas formas de errores, para alcanzar óptimos niveles de seguridad en el uso de los medicamentos, aumentando de esta manera la calidad en la asistencia del paciente hospitalizado.
El objetivo de este estudio fue, por tanto, identificar los posibles riesgos en la utilización de los sistemas automatizados de dispensación (SAD) con el fin de mejorar la seguridad de los procedimientos habituales.
Material y métodosSiguiendo la metodología AMFE11, el primer paso fue constituir un equipo multidisciplinar encargado de realizar dicho análisis. En el grupo de trabajo se incluyeron:
- –
Asesor experto en metodología AMFE.
- –
Coordinador o líder de grupo encargado de la organización y del correcto funcionamiento del equipo.
- –
Personas con experiencia y conocimiento de la unidad de farmacia o de las áreas de hospitalización, con diferentes grados de vinculación al proceso.
Uno o varios de los anteriores roles podían recaer en un mismo miembro del equipo.
Se definieron claramente el proceso a evaluar y una descripción de todos y cada uno de los subprocesos que lo integran y, para facilitar esta tarea, se diseñó un diagrama de flujo, que permitió simplificar y dividirlo en sus respectivos subprocesos fundamentales. La figura 1 representa el conjunto de subprocesos.

Al ser un proceso complejo se analizaron de forma independiente cada uno de los subprocesos descritos en el diagrama de flujo. Para cada uno de ellos, se identificaron los diferentes modos de fallo potenciales, entendiéndose por ello toda forma en que es posible que un servicio o proceso falle. Del mismo modo, se identificaron las causas que podían originar los diferentes modos de fallo, así como los efectos que podrían tener en el paciente y/o sistema en caso de producirse. Para esta tarea se utilizó la técnica de la «tormenta de ideas» o «brainstorming», en su versión oral, que se desarrolló en 3 fases (1.a fase de generación de ideas, cada miembro del grupo aportó sus ideas, 2.a fase de clarificación y 3.a fase de evaluación para eliminar las repeticiones y aportaciones fuera del ámbito tratado).
Para calcular el impacto de cada modo de fallo potencial se utilizó el número de prioridad de riesgo (NPR), según la siguiente ecuación:
NPR=G (gravedad)×O (ocurrencia)×D (detectabilidad)
Para asignar una puntuación numérica a la gravedad, probabilidad de ocurrir y capacidad de detección de cada uno de los modos de fallo identificados se usaron las Escalas de Valoración de Gravedad, Ocurrencia y Detectabilidad proporcionadas por la Joint Commission on Accreditation of Healthcare Organizations (JCAHO), que contemplan una puntuación de 1 a 10 para cada una de las variables.
Se establecieron medidas de mejora para todos los modos de fallo identificados de especial interés con un NPR superior a 100. Se calculó el NPR total, como sumatorio de todos los NPR de los subprocesos. Se calculó, además, para los puntos críticos, la diferencia entre el NPR inicial y final. Las medidas de mejora se incorporarán al proceso finalizando así el rediseño del mismo.
ResultadosEl proceso se definió como «utilización de los AAD», dentro del cual se identificaron 5 subprocesos, descritos seguidamente.
Los AAD tienen configurados los medicamentos con un stock máximo y mínimo determinado, actuando como nivel de alerta para la reposición de los medicamentos. Este constituiría el primer subproceso, «Envío automático del pedido de reposición». Tras el lanzamiento automático del pedido, los medicamentos, situados en su mayoría en un carrusel vertical, son incluidos en un carro específico. Cuando los medicamentos se encuentran en otra ubicación, el software genera e imprime de forma automática un listado (albarán de medicamentos externos) y se preparan e introducen de forma manual en el carro piramidal. Este sería el subproceso 2, «Preparación del pedido en el carro piramidal». El subproceso 3 es el «Transporte del carro piramidal» y el cuarto, la «Reposición del AAD» por parte del técnico de farmacia. Por último, el subproceso 5 «Dispensación de los medicamentos» íntimamente relacionado con la PEA. La enfermería accede al tratamiento desde la pantalla del AAD, se abre el cajón correspondiente, se coge y valida la cantidad que se retira. En este subproceso, puede dispensarse algún medicamento que finalmente no se administre; en este caso, el software tiene la función «Devolución de medicamento al AAD», descontando la imputación realizada previamente al paciente y restaurando el stock. En la figura 2 se representa el proceso de distribución.

Para analizar el proceso, se realizaron 6 reuniones durante 3 meses. La figura del asesor experto y la del coordinador asistieron a todas las reuniones, mientas que aquellas personas del grupo cuya experiencia y conocimiento se cernía sobre determinados subprocesos objeto del AMFE, solo asistieron a las reuniones con implicación directa en la evaluación de los mismos. El grupo estuvo formado por 2 farmacéuticas de hospital, 2 técnicos de farmacia habituales en el área, una enfermera de farmacia, 3 enfermeras de diferentes áreas de hospitalización y una farmacéutica residente de Farmacia Hospitalaria, en total 9 personas.
En la primera reunión, la experta en la metodología expuso una sesión introductoria sobre el desarrollo del análisis.
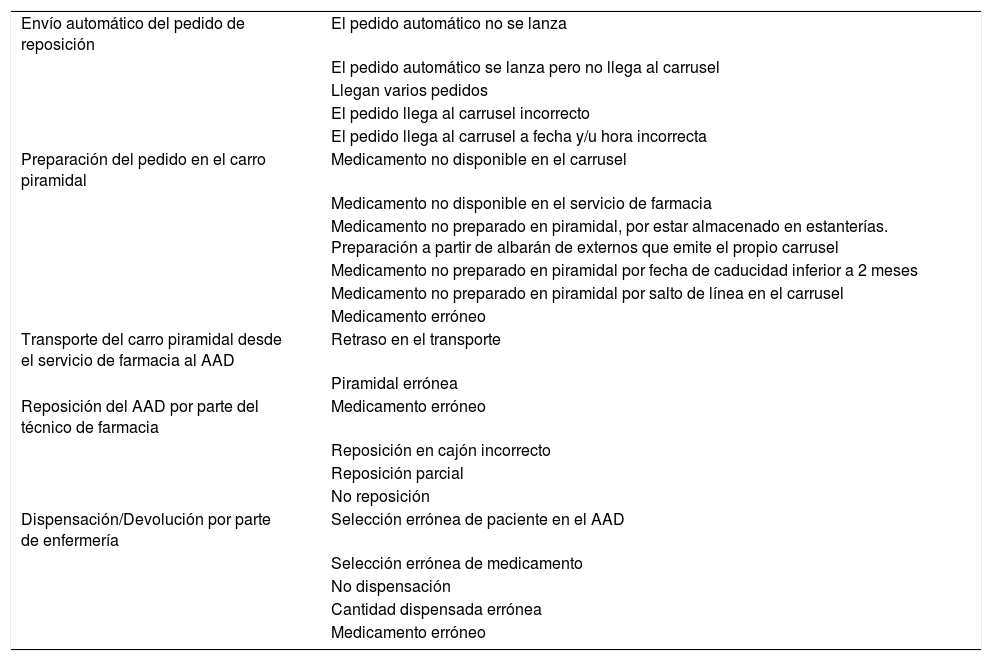
Se evaluaron 22 modos de fallos distintos, con 25 causas asociadas diferentes y con efectos cuya gravedad varió entre 2 y 8. La distribución de los modos de fallo fue la siguiente: 5 modos de fallo para el subproceso «Envío automático del pedido de reposición», 6 modos de fallo para la «Preparación del pedido en el carro piramidal», 2 modos de fallo en el «Transporte del carro piramidal desde el servicio de Farmacia al AAD», 4 en la «Reposición del AAD por parte del técnico de farmacia» y finalmente, 5 en la «Dispensación/devolución por parte de enfermería» (tabla 1).
Modos de fallo detectados en cada subproceso
| Envío automático del pedido de reposición | El pedido automático no se lanza |
| El pedido automático se lanza pero no llega al carrusel | |
| Llegan varios pedidos | |
| El pedido llega al carrusel incorrecto | |
| El pedido llega al carrusel a fecha y/u hora incorrecta | |
| Preparación del pedido en el carro piramidal | Medicamento no disponible en el carrusel |
| Medicamento no disponible en el servicio de farmacia | |
| Medicamento no preparado en piramidal, por estar almacenado en estanterías. Preparación a partir de albarán de externos que emite el propio carrusel | |
| Medicamento no preparado en piramidal por fecha de caducidad inferior a 2 meses | |
| Medicamento no preparado en piramidal por salto de línea en el carrusel | |
| Medicamento erróneo | |
| Transporte del carro piramidal desde el servicio de farmacia al AAD | Retraso en el transporte |
| Piramidal errónea | |
| Reposición del AAD por parte del técnico de farmacia | Medicamento erróneo |
| Reposición en cajón incorrecto | |
| Reposición parcial | |
| No reposición | |
| Dispensación/Devolución por parte de enfermería | Selección errónea de paciente en el AAD |
| Selección errónea de medicamento | |
| No dispensación | |
| Cantidad dispensada errónea | |
| Medicamento erróneo |
AAD: armario automático de dispensación.
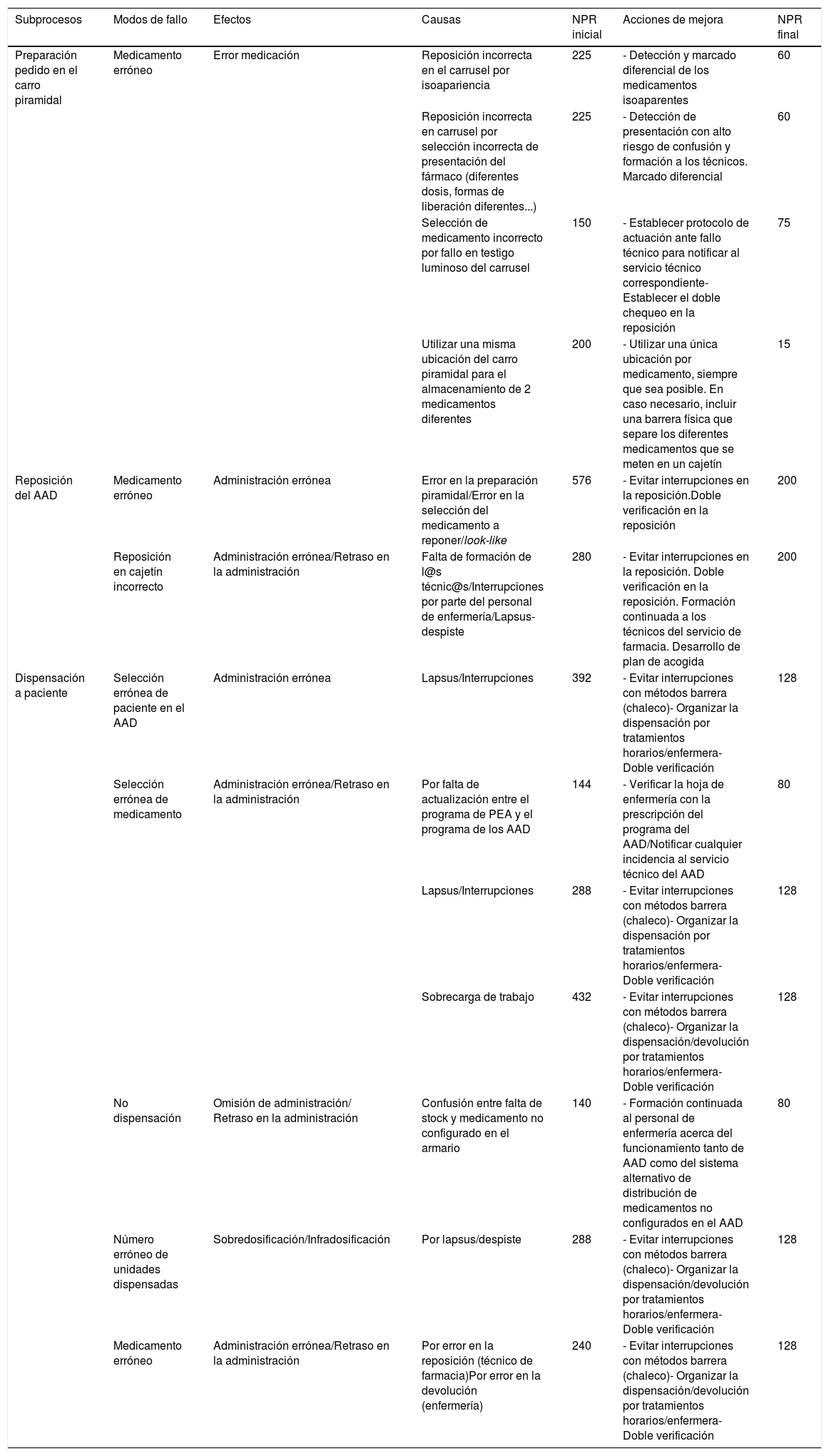
El NPR inicial total fue de 3.580 (rango 140-576) y tras las acciones recomendadas el final total fue de 1.410 (rango 15-200). Se obtuvieron puntuaciones de NPR>100 en 13 (59%) de los modos de fallos, considerados críticos. El subproceso con más modos de fallos con NPR inicial>100 fue el de «Dispensación/devolución de medicamentos por parte de enfermería», con un total de 5, seguido del de «Reposición del AAD» con 2 modos de fallo con NPR inicial>100. Los subprocesos «Envío automático del pedido de reposición» y «Transporte del carro piramidal desde el servicio de farmacia hasta el AAD a reponer» estuvieron exentos de puntos críticos (NPR>100).
Los modos de fallo detectados con NPR inicial>100 y las acciones realizadas para su corrección quedan reflejados en la tabla 2.
Modos de fallo con NPR inicial>100 y acciones de mejora efectuadas
| Subprocesos | Modos de fallo | Efectos | Causas | NPR inicial | Acciones de mejora | NPR final |
|---|---|---|---|---|---|---|
| Preparación pedido en el carro piramidal | Medicamento erróneo | Error medicación | Reposición incorrecta en el carrusel por isoapariencia | 225 | - Detección y marcado diferencial de los medicamentos isoaparentes | 60 |
| Reposición incorrecta en carrusel por selección incorrecta de presentación del fármaco (diferentes dosis, formas de liberación diferentes...) | 225 | - Detección de presentación con alto riesgo de confusión y formación a los técnicos. Marcado diferencial | 60 | |||
| Selección de medicamento incorrecto por fallo en testigo luminoso del carrusel | 150 | - Establecer protocolo de actuación ante fallo técnico para notificar al servicio técnico correspondiente- Establecer el doble chequeo en la reposición | 75 | |||
| Utilizar una misma ubicación del carro piramidal para el almacenamiento de 2 medicamentos diferentes | 200 | - Utilizar una única ubicación por medicamento, siempre que sea posible. En caso necesario, incluir una barrera física que separe los diferentes medicamentos que se meten en un cajetín | 15 | |||
| Reposición del AAD | Medicamento erróneo | Administración errónea | Error en la preparación piramidal/Error en la selección del medicamento a reponer/look-like | 576 | - Evitar interrupciones en la reposición.Doble verificación en la reposición | 200 |
| Reposición en cajetín incorrecto | Administración errónea/Retraso en la administración | Falta de formación de l@s técnic@s/Interrupciones por parte del personal de enfermería/Lapsus-despiste | 280 | - Evitar interrupciones en la reposición. Doble verificación en la reposición. Formación continuada a los técnicos del servicio de farmacia. Desarrollo de plan de acogida | 200 | |
| Dispensación a paciente | Selección errónea de paciente en el AAD | Administración errónea | Lapsus/Interrupciones | 392 | - Evitar interrupciones con métodos barrera (chaleco)- Organizar la dispensación por tratamientos horarios/enfermera- Doble verificación | 128 |
| Selección errónea de medicamento | Administración errónea/Retraso en la administración | Por falta de actualización entre el programa de PEA y el programa de los AAD | 144 | - Verificar la hoja de enfermería con la prescripción del programa del AAD/Notificar cualquier incidencia al servicio técnico del AAD | 80 | |
| Lapsus/Interrupciones | 288 | - Evitar interrupciones con métodos barrera (chaleco)- Organizar la dispensación por tratamientos horarios/enfermera- Doble verificación | 128 | |||
| Sobrecarga de trabajo | 432 | - Evitar interrupciones con métodos barrera (chaleco)- Organizar la dispensación/devolución por tratamientos horarios/enfermera- Doble verificación | 128 | |||
| No dispensación | Omisión de administración/ Retraso en la administración | Confusión entre falta de stock y medicamento no configurado en el armario | 140 | - Formación continuada al personal de enfermería acerca del funcionamiento tanto de AAD como del sistema alternativo de distribución de medicamentos no configurados en el AAD | 80 | |
| Número erróneo de unidades dispensadas | Sobredosificación/Infradosificación | Por lapsus/despiste | 288 | - Evitar interrupciones con métodos barrera (chaleco)- Organizar la dispensación/devolución por tratamientos horarios/enfermera- Doble verificación | 128 | |
| Medicamento erróneo | Administración errónea/Retraso en la administración | Por error en la reposición (técnico de farmacia)Por error en la devolución (enfermería) | 240 | - Evitar interrupciones con métodos barrera (chaleco)- Organizar la dispensación/devolución por tratamientos horarios/enfermera- Doble verificación | 128 |
AAD: armario automático de dispensación; NPR: número de prioridad de riesgo; PEA: prescripción electrónica asistida.
Por subproceso, los modos de fallos críticos que sufrieron una mayor reducción del riesgo tras la implantación teórica de la medida de mejora fueron:
- •
«Preparación del pedido en el carro piramidal»: en los modos de fallo «error por isoapariencia» y «error por selección de la presentación», ambos presentaron el mismo NPR, 225. En el primer caso, si se analizaran todas las isoapariencias existentes y se estableciera un marcado diferencial para evitar estas confusiones, el NPR disminuiría a 60. En el segundo caso, el NPR disminuiría también a 60, si detectáramos las presentaciones con alto riesgo de confusión estableciendo un marcado diferencial en las mismas, acompañando esta estrategia de formación al personal técnico de farmacia.
- •
«Reposición del AAD por parte del técnico de farmacia»: en el modo de fallo «reposición de medicamento erróneo» el NPR descendió de 576 a 200 si se evitaran las interrupciones y se implementara el doble chequeo en la reposición por parte de un segundo técnico de farmacia.
- •
«Dispensación/Devolución»: en el modo de fallo «selección incorrecta del medicamento» causado por la sobrecarga de trabajo, el NPR inicial de 432 pasó a 128 si se implementaran métodos barrera para evitar las interrupciones, se establecieran turnos para la preparación de la medicación de los pacientes asignados a cada enfermera y se implementara la doble verificación por parte de una segunda enfermera7.
La aplicación de la metodología AMFE en el proceso de utilización de los AAD ha permitido identificar aquellos riesgos que pueden originar algún modo de fallo, así como priorizar aquellos en los que se hace más necesaria la implantación de medidas correctivas que mejoren la seguridad del proceso.
El subproceso en el que se han identificado mayor número de modos de fallo ha sido el de «Preparación del pedido en el carro piramidal», sin embargo, ninguno de ellos se ha considerado crítico (NPR<100). A diferencia de esto, en el subproceso «Dispensación/devolución por parte de enfermería de planta», los 5 modos de fallo (con 7 causas atribuibles) identificados han superado ampliamente la puntuación de 100 al valorar su ocurrencia, detectabilidad y gravedad. Esto puede deberse a que este último paso, previo a la administración del medicamento al paciente, está mucho más cercano al mismo, habiendo menor posibilidad de detección en un subproceso posterior y con una gravedad considerable, ya que la mayoría de los efectos sugeridos consisten en una administración errónea, ya sea del fármaco y/o la dosis.
Por ello, estos, junto con el resto de modos de fallo de NPR>100 de diferentes subprocesos, son en los que debemos centrar los esfuerzos por implementar las acciones de mejora. En el análisis de dichas acciones relacionadas con el subproceso «Dispensación» destaca que en su mayoría responden a corregir causas relacionadas con «lapsus/despiste» o «sobrecarga de trabajo», por lo que la implantación de medidas sencillas como pueden ser el doble chequeo o el uso de métodos barrera (llevar chaleco diseñado para tal fin) que frenen las interrupciones supondrían una mejora relevante (disminuyendo el riesgo a menos de la mitad).
Otras de las causas que originan modos de fallo con NPR a tener en cuenta son las isoapariencias, o cuando existen diferentes presentaciones de un mismo medicamento11, con dosis similares pero cambian pequeños aspectos, de relevante implicación clínica, como la forma de liberación. Es el caso de las 4 presentaciones comercializadas de levodopa/carbidopa (Sinemet plus, Sinemet plus retard, Sinemet retard, Sinemet) con nombres comerciales muy similares e idénticos principios activos, en donde varían cantidades y/o formas de liberación. A nivel hospitalario este problema se ve acentuado cuando utilizamos el sistema de reenvasado en dosis unitaria hospitalaria, cuyo formato externo los hace aún más isoaparentes, aumentando el riesgo de errores en la preparación, dispensación o administración del medicamento12, donde la experiencia y formación del personal implicado adquieren especial relevancia. La gestión de las isoapariencias no es sencilla en un hospital de alta complejidad como el nuestro, donde existen un número muy elevado de presentaciones farmacéuticas. Sin embargo, esto no debe hacernos desistir de nuestro intento por mejorar la seguridad en estos procesos. Por ello, se vio necesario la creación de un grupo de trabajo que identificara las isoapariencias existentes y que estableciera medidas de prevención de estos errores, como pudiese ser evitar adquirir medicamentos de proveedores que envasen las presentaciones en formatos idénticos, y solo en aquellos casos en los que resulte imprescindible, desarrollar estrategias para distinguir con facilidad unas presentaciones de otras7, como puede ser etiquetado de colores, diferentes formatos de reenvasado, etc. Sin embargo, a pesar de que estas estrategias pudiesen resultar de gran valor, se puso de manifiesto también la necesidad de formación continuada en materia de seguridad en el uso de los medicamentos a los técnicos de farmacia para poder motivar una actitud proactiva en cuanto a la detección y prevención de potenciales errores.
En el AMFE realizado en este mismo hospital sobre el antiguo sistema de distribución en dosis unitarias10 se identificaron 6 subprocesos: recepción de la prescripción, transcripción de la misma, validación, impresión de las hojas médicas y de enfermería actualizadas, llenado de los carros y realización de los cambios de tratamiento sobre los mismos. Se evaluaron 40 modos de fallo distintos, con 34 causas asociadas diferentes y con efectos cuya gravedad varió entre 1 y 7. El subproceso con más modos de fallos con NPR>100 fue el de validación de la prescripción. Aunque en el análisis actual no se ha contemplado el subproceso de validación farmacéutica, destaca que el número de subprocesos identificados, así como de los modos de fallo y sus causas han disminuido considerablemente, lo que pone de manifiesto la mejora de la seguridad que implica la automatización de los circuitos en general y de la implantación de la PEA acoplada a un proceso de dispensación a través de AAD, en particular, como diversos estudios demuestran13,14. Salvo el comentado, no se han identificado en la literatura científica otros estudios que apliquen el AMFE al proceso dispensación de medicamentos mediante AAD.
Este análisis del proceso ha permitido conocer aquellos riesgos inherentes al sistema y establecer acciones de corrección, lo que es de una especial relevancia en plantas más vulnerables como Pediatría o Neonatología en la que el uso de PEA y AAD está incipiente.
Como limitaciones de este estudio, destacan las relativas al componente de subjetividad, que puede llevar a que el equipo realice una incorrecta identificación de las posibles causas, o a determinaciones del NPR muy influidas por la experiencia de cada componente del grupo de trabajo15. Para minimizar esta limitación, se trató de contar con diferente personal implicado en el proceso, pero quizás el que cada subproceso sea llevado a cabo por diferentes profesionales, así como el elevado número de turnos rotatorios en dichas funciones, podría haber requerido contar con un mayor número de miembros en el grupo multidisciplinar, lo que hubiese no solo minimizado la imparcialidad, sino también enriquecido el análisis. Por otro lado, otra limitación del AMFE es que tiene un enfoque teórico, puesto que determina fallos potenciales y no mide fallos reales16. Para paliarlo, algunos autores recomiendan complementar el análisis con estudios tipo antes-después que analicen el grado de implantación de las acciones17. En este trabajo, se ha implicado al personal supervisor de Farmacia como integrante del grupo para hacerlo partícipe del posterior proceso de toma de decisiones y responsabilidades ante la necesidad de implantar medidas correctoras en el personal y/o procedimientos relacionados con dicho servicio. Respecto al subproceso que implica cambios en las acciones llevadas a cabo por el personal de enfermería de planta, la persona líder del análisis es la persona responsable de este proceso, por lo que también se responsabiliza de dicha implementación. No obstante, y como medida futura, se ha planteado un estudio posterior que permita verificar la eficacia de las acciones correctivas y preventivas.
De los 5 subprocesos, el denominado «Preparación del pedido en el carro piramidal» fue el que generó un mayor número de fallos. Esto podría justificarse por ser el subproceso menos automatizado; sin embargo, sabemos que el número en los modos de fallo no está íntimamente relacionado con los valores del NPR, ya que, tal y como se ha mencionado con anterioridad, las cifras del NPR fueron superiores a 100 en aquellos modos de fallo asociados al subproceso «Dispensación/devolución de medicamentos por parte de enfermería», probablemente por ser el paso más inmediato a la administración del medicamento al paciente. Por ello consideramos fundamental la implantación de las medidas previamente expuestas, priorizando estos modos de fallo que, aunque menos frecuentes, pueden conllevar repercusiones más graves en la seguridad de los pacientes.
La metodología AMFE permite priorizar, en base a su gravedad, detectabilidad y ocurrencia, los modos de fallos considerados de mayor riesgo y que requieren de forma más necesaria la implementación de acciones correctoras, como pueden ser la minimización de factores ambientales que conlleven lapsus o despiste o la doble verificación durante el proceso.
FinanciaciónLa presente investigación no ha recibido ayudas específicas provenientes de agencias del sector público, sector comercial o entidades sin ánimo de lucro.
Conflicto de interesesLos autores declaran no tener ningún conflicto de intereses.